熱軋粗軋板坯寬度控制系統(tǒng)研究
2015-03-17 02:16:27陳鐸
通信電源技術(shù) 2015年3期
關(guān)鍵詞:模型
陳 鐸
(首鋼京唐鋼鐵公司,河北唐山063200)
在熱軋帶鋼生產(chǎn)線中,熱軋?jiān)显从谏嫌瘟鞒躺a(chǎn)的連鑄板坯,但是在連鑄板坯生產(chǎn)過(guò)程中,其結(jié)晶器的寬度控制影響因素多,調(diào)制起來(lái)比較困難。因此,為了確保帶鋼產(chǎn)品寬度達(dá)到要求,在帶鋼軋制環(huán)節(jié),往往都會(huì)在粗軋區(qū)設(shè)置定寬機(jī)和立輥軋機(jī)來(lái)對(duì)粗軋帶鋼寬度進(jìn)行控制。板坯寬度是粗軋帶鋼產(chǎn)品的最重要的生產(chǎn)指標(biāo)之一。帶鋼成品寬度尺寸精度在很大程度上取決于粗軋出口的中間坯寬度控制精度。從控制系統(tǒng)方面而言,板坯寬度的控制精度還要受模型的計(jì)算精度,模型的自學(xué)習(xí)精度,現(xiàn)場(chǎng)監(jiān)測(cè)設(shè)備的采樣精度和現(xiàn)場(chǎng)控制設(shè)備的動(dòng)作精度。本文主要討論寬度控制系統(tǒng)模型對(duì)板坯寬度的影響。
1 熱軋粗軋板坯寬度控制流程及模型計(jì)算
1.1 熱軋粗軋板坯寬度控制流程
熱軋粗軋板坯寬度控制模型由:板坯寬度控制模型預(yù)計(jì)算、板坯寬度控制模型重計(jì)算和板坯寬度控制模型自適應(yīng)學(xué)習(xí)三部分組成。板坯寬度控制系統(tǒng)在板坯裝鋼入爐時(shí)進(jìn)行第一次板坯寬度控制模型計(jì)算,在板坯即將出爐之前的前3塊鋼的位置分別進(jìn)行三次板坯寬度控制模型計(jì)算,最后在板坯出爐時(shí)進(jìn)行一次板坯寬度控制模型預(yù)計(jì)算。在板坯到達(dá)粗軋區(qū)各道次軋制之后,進(jìn)行一次板坯寬度控制模型重計(jì)算,最后把粗扎各道次的板坯寬度和精軋的出口寬度反饋給模型,模型根據(jù)反饋的參數(shù)再進(jìn)行自適應(yīng)學(xué)習(xí),不斷調(diào)整控制模型。
1.2 熱軋粗軋板坯出口寬度模型計(jì)算
根據(jù)芝原等人的寬展公式可以進(jìn)行板坯寬度自然寬展、狗骨形回展、奇道次寬度、偶道次寬度計(jì)算,計(jì)算公式如式(1)~(4)所示:
(1)自然寬展計(jì)算公式:
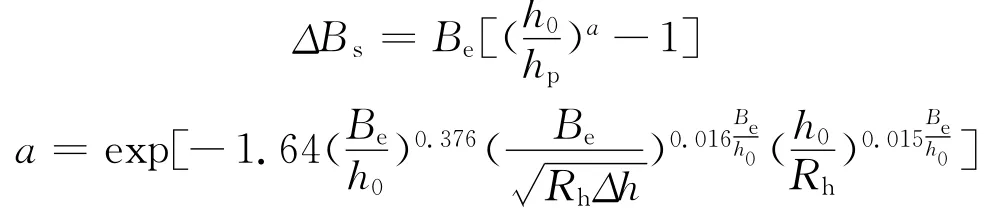
(2)狗骨形回展計(jì)算公式:

式中,Re是立輥半徑;Rh是水平輥半徑;h0是軋前厚度;hp是軋后厚度;B0是軋前寬度;Be是軋后寬度。
(3)奇道次出口寬度計(jì)算公式為:

(4)偶道次出口寬度計(jì)算公式為:

式中,λi為各道次修正系數(shù);δ為自學(xué)習(xí)系數(shù)。
1.3 短行程板坯寬度控制
在帶鋼寬度控制系統(tǒng)中,短形程控制是寬度自動(dòng)控制中十分重要的一項(xiàng)功能,在大變寬大側(cè)壓的情況下,帶鋼頭、尾由于變形不均勻會(huì)產(chǎn)生頭、尾相當(dāng)一段長(zhǎng)度內(nèi)寬度不合。在進(jìn)入精軋前要利用飛剪切除不合格部分,以保證后續(xù)軋制過(guò)程的順利進(jìn)行,避免出現(xiàn)切頭切尾損失的情況,提高生產(chǎn)線的帶鋼成材率。通常,較為有效的控制頭尾部切損的方法是在軋制過(guò)程中對(duì)帶鋼頭尾實(shí)施短行程控制。
基于立輥軋制變形原理可以得出,當(dāng)板坯的寬厚比較大時(shí),立輥側(cè)壓變形區(qū)域大部分都集中于板寬邊部較小區(qū)域,難于延伸到軋件中間部位,這種情況就導(dǎo)致板坯的變形區(qū)內(nèi)存在一個(gè)剛性區(qū)域,該區(qū)域會(huì)使得軋件側(cè)面隆起,板坯就形成雙鼓形板坯,即端面呈“狗骨”狀的板坯。此外,在進(jìn)行立軋時(shí),由于板坯的頭尾部不存在相應(yīng)的約束,使得帶鋼較為容易地在軋制方向上進(jìn)行流動(dòng)。但是,在軋制過(guò)程的中間穩(wěn)定段,由于存在前后鋼端的影響,使得帶鋼在軋件寬度方向流動(dòng)阻力較大,變得十分困難,這就導(dǎo)致帶鋼的邊部聚集而局部增厚,從軋制方向上看,最大“狗骨”高度在軋件中部達(dá)到穩(wěn)定值,但從軋件頭尾向中間段逐漸增加狀態(tài)。
板坯的頭尾失寬產(chǎn)生的機(jī)理較多,并且各不相同。一般而言:頭部寬度失寬產(chǎn)生的原因主要是立輥軋制造成邊部和中心板坯在縱向延伸不均勻造成的。在立軋結(jié)束后帶鋼板坯就會(huì)出現(xiàn)頭部失寬量,并且頭部狗骨小使得水平軋制寬展較小,進(jìn)而無(wú)法及時(shí)補(bǔ)償先前產(chǎn)生頭部失寬量,使其進(jìn)一步增大。尾部失寬主要是由于立輥在靠近尾端處軋制過(guò)程中形成小狗骨引起的,這就導(dǎo)致后續(xù)的水平軋制寬展量也較小。短行程功能主要是依據(jù)現(xiàn)場(chǎng)采集的數(shù)據(jù)分別計(jì)算出頭部和尾部立輥短行程控制曲線兩條曲線,然后二級(jí)控制模型將兩條控制曲線的系數(shù)送給一級(jí)控制系統(tǒng),然后由一級(jí)控制立輥動(dòng)作,進(jìn)而進(jìn)行帶鋼板坯寬度控制。
1.4 熱軋粗軋板坯出口寬度控制模型重計(jì)算
由于粗軋采用多道次軋制方式,在每道次軋制后,模型都會(huì)將預(yù)設(shè)寬度和實(shí)際的寬度進(jìn)行比較,若兩者差距超過(guò)允許的范圍,將啟動(dòng)模型重計(jì)算。對(duì)以后各道次進(jìn)行重新計(jì)算,以達(dá)到準(zhǔn)確的出口寬度。在帶鋼中部軋制時(shí),整個(gè)軋制系統(tǒng)處于穩(wěn)定軋制狀態(tài),這部分?jǐn)?shù)據(jù)可靠性高,所以在模型重計(jì)算將使用這部分?jǐn)?shù)據(jù)。
2 出口寬度模型驗(yàn)證及影響因素
2.1 出口寬度模型驗(yàn)證
抽取42塊帶鋼寬度控制系統(tǒng)二級(jí)模型算出的鋼坯寬度,比對(duì)OkaTok公式及芝原公式算出的出口寬度,可以發(fā)現(xiàn)模型計(jì)算出口板坯寬度曲線和實(shí)際粗軋區(qū)出口寬度曲線基本吻合,則可以得出OkaTok公式及芝原公式可以用于軋機(jī)各道次出口寬度的計(jì)算。
2.2 出口寬度模型影響因素
板坯在發(fā)生變形時(shí),板坯的金屬逐步流向阻力最小的方向,一般在進(jìn)行實(shí)際計(jì)算時(shí)將變形區(qū)內(nèi)的摩擦系數(shù)近似為相同,此時(shí)就可以用最短線法則來(lái)表示最小阻力定律,即其他條件都一樣時(shí),軋件寬度越寬,軋件中部區(qū)域的金屬流向?qū)捳狗较虻淖枇驮酱螅鐖D1所示,圖中陰影區(qū)的金屬到寬度方向的流動(dòng)線路最短,隨著軋件寬度增加陰影區(qū)所占的比例就下降,寬展也減小。若軋件寬度一定,軋制壓下量不同,寬展也不同。隨著壓下量增加,接觸弧長(zhǎng)增加,使金屬縱向流動(dòng)的阻力增加,寬展增加。

圖1 不同寬度軋件最短線法則分區(qū)示意圖
3 鋼廠熱軋粗軋寬度控制模型改進(jìn)建議
寬度控制模型在使用過(guò)程中,往往需要根據(jù)產(chǎn)品寬度需求設(shè)置不同的初始值和目標(biāo)值,該設(shè)置過(guò)程會(huì)導(dǎo)致模型相關(guān)參數(shù)發(fā)生偏移,達(dá)不到最佳預(yù)設(shè)值,進(jìn)而影響帶鋼寬度的尺寸精度。針對(duì)這種情況,一般較為常用的方式是通過(guò)蟻群算法、人工神經(jīng)網(wǎng)絡(luò)算法、自適應(yīng)學(xué)習(xí)算法等方法來(lái)對(duì)板坯寬度控制模型進(jìn)行參數(shù)優(yōu)化,進(jìn)而得到最佳模型參數(shù),提升軋制精度。這種參數(shù)尋優(yōu)的方法需要利用大量的在線數(shù)據(jù),將板坯的規(guī)格、品質(zhì)、軋制溫度、預(yù)設(shè)值、目標(biāo)值、壓下量、軋制次數(shù)等參數(shù)構(gòu)建學(xué)習(xí)數(shù)據(jù)庫(kù),然后利用寬度控制模型算出來(lái)的寬度和實(shí)際寬度比較得到修正系數(shù)λ,并把實(shí)際值和λ都記入數(shù)據(jù)庫(kù),通過(guò)大量數(shù)據(jù)的“訓(xùn)練”,計(jì)算機(jī)可以訓(xùn)練得到自學(xué)習(xí)系數(shù);進(jìn)而對(duì)模型進(jìn)行修正,使其滿足實(shí)際需求。這種控制將西雅圖模型和智能自學(xué)習(xí)算法相結(jié)合起來(lái),充分利用了二者的優(yōu)勢(shì):數(shù)學(xué)模型具有堅(jiān)實(shí)的理論依據(jù),能夠反映寬度的主要變化趨勢(shì),所以可以用來(lái)預(yù)報(bào)寬度的主值,而以智能自學(xué)習(xí)算法可以通過(guò)自動(dòng)巡游為其糾正其模型系數(shù)偏差,這樣就可以針對(duì)不同的產(chǎn)品得到不同的最優(yōu)模型,進(jìn)而提升產(chǎn)品尺寸精度。
4 結(jié)束語(yǔ)
本文分析了板坯寬度模型、板坯寬度影響因素,提出了模型自適應(yīng)板坯寬度控制系統(tǒng),通過(guò)實(shí)際生產(chǎn)驗(yàn)證表明OkaTok公式和芝原公式用于粗軋大立輥側(cè)壓寬度控制模型能得到較為精確的結(jié)果,該模型在實(shí)際生產(chǎn)中能很好的控制中間坯的尺寸精度,極大程度地減少了切頭和切尾板坯量,提升了成材率。
[1] 何安瑞,楊 荃,陳先霖,史乃安.LVC工作輥在超寬帶鋼熱軋機(jī)的應(yīng)用[J].中國(guó)機(jī)械工程,2008,(07):864-868.
[2] 許建國(guó),杜曉鐘.熱帶鋼粗軋立輥調(diào)寬軋制過(guò)程有限元模擬[J].冶金設(shè)備,2007,164(04):31-34.
[3] 王麗君,童朝南,孫一康.自抗擾控制在監(jiān)控精軋寬度控制系統(tǒng)中的應(yīng)用[J].系統(tǒng)仿真學(xué)報(bào),2006,(06):1 615-1 617.
猜你喜歡
童話王國(guó)·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網(wǎng)絡(luò)安全與數(shù)據(jù)管理(2022年1期)2022-08-29 03:15:20
導(dǎo)航定位學(xué)報(bào)(2022年4期)2022-08-15 08:27:00
中學(xué)生數(shù)理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀(jì)智能(數(shù)學(xué)備考)(2021年9期)2021-11-24 01:14:36
成都醫(yī)學(xué)院學(xué)報(bào)(2021年2期)2021-07-19 08:35:14
新世紀(jì)智能(數(shù)學(xué)備考)(2020年9期)2021-01-04 00:25:14
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19