9Ni鋼手工電弧焊和自動埋弧焊接頭的組織及力學性能
2015-03-17 15:14:02朱青松代建清彭云齊彥昌馬成勇
機械工程材料 2015年11期
關鍵詞:焊縫
朱青松,代建清,彭云,齊彥昌,馬成勇
(1.昆明理工大學材料科學與工程學院,昆明 650093;2.鋼鐵研究總院,先進鋼鐵流程及材料國家重點實驗室,北京 100081)
0 引 言
9Ni鋼由美國阿賽洛米塔爾國際鎳公司于1944年開發出來的,為鎳質量分數在8.5%~10%范圍內的鐵-鎳系低碳馬氏體超低溫鋼。由于其在-196℃下仍具有優異的低溫韌性,被廣泛用于制造大型液化天然氣(LNG)儲罐等低溫設備[1]。9Ni鋼在焊接過程中容易出現冷裂紋、熱裂紋、低溫韌性下降和電弧磁偏吹現象,導致產生未焊透、夾雜、氣孔等缺陷[2],因此9Ni鋼的焊接是LNG低溫儲罐制造的關鍵點和難點之一。從焊接冶金的角度來說,手工電弧焊最能保證焊接接頭的性能,但由于人為操作因素的影響,薄板接頭的焊縫、熱影響區的低溫韌性不穩定。自動埋弧焊的自動化水平高,適用于大熱輸入焊接,有利于獲得性能良好的焊接接頭[3]。目前,9Ni鋼的焊接技術一直被少數發達國家所掌握,而我國對于9Ni鋼焊接的研究和探索較晚,技術相對滯后。可見,開展9Ni鋼焊接工藝的研究意義重大。鑒于此,作者對該鋼板材分別進行了手工電弧焊接和自動埋弧焊接,研究了兩種焊接接頭的組織及力學性能,以期為9Ni鋼的焊接提供理論和試驗依據。
1 試樣制備與試驗方法
試驗材料為某鋼廠生產的9Ni鋼板,其熱處理狀態為淬火+回火。試驗用9Ni鋼的化學成分及低溫拉伸性能(-196℃)分別見表1和表2。

表1 試驗用9Ni鋼的化學成分(質量分數)Tab.1 Chemical composition of tested 9Ni steel(mass ) %

表2 試驗用9Ni鋼在-196℃下的拉伸性能Tab.2 Tensile properties of tested 9Ni steel at-196℃
手工電弧焊試樣的尺寸為500mm×200mm×12mm,選用φ3.2mm 伊薩 OK92.55型電焊條(ENiCrMo-6)進行焊接,該電焊條的化學成分和性能滿足AWS A5.11-2005的要求。自動埋弧焊試樣的尺寸為500mm×200mm×27mm,選用鋼鐵研究總院研制的 GHM-N276(ERNiCrMo-4)型焊絲及GM-N1型焊劑,焊絲的化學成分和性能滿足AWS A5.14-2005的要求,且它們的直徑均為2.4mm。手工電弧焊和自動埋弧焊的焊接工藝參數如表3所示。經X射線檢測,兩種焊縫均未發現超標缺陷,評定為Ⅰ級。

表3 手工電弧焊和自動埋弧焊的焊接工藝參數Tab.3 Welding process parameters for manual arc welding and automatic submerged arc welding
采用WE-300型液壓萬能試驗機進行拉伸和彎曲試驗。拉伸試驗按照GB/T 2651-2008《焊接接頭拉伸試驗方法》進行,試樣尺寸為φ16mm×105mm,試驗溫度為室溫(22℃)。依照GB/T 2653-2008《焊接接頭彎曲試驗》進行面彎、背彎、側彎試驗,采用壓頭彎曲,彎曲角為180°。采用面彎和背彎試驗測試手工電弧焊接頭的彎曲性能,采用側彎試驗測試自動埋弧焊接頭的彎曲性能。
采用JBZ-300型自動沖擊試驗機,按照GB/T 2650-2008《焊接接頭沖擊試驗方法》進行沖擊試驗,沖擊試樣為帶V形缺口的標準試樣(其尺寸為10mm×10mm×55mm),缺口分別位于焊縫中心、熔合線、熔合線+1mm、熔合線+3mm、熔合線+5mm處,試驗溫度為-196℃。沖擊功取3個試樣的平均值。
金相試樣經研磨拋光后,先用10%(體積分數,下同)鉻酸電解腐蝕焊縫,再用10%硝酸酒精溶液腐蝕熱影響區和母材,然后采用LEICAMEF4型光學顯微鏡(OM)和SCIAS6.0圖像分析系統觀察焊縫及熱影響區的組織;利用日立S-4300型掃描電鏡(SEM)觀察V形缺口位于焊縫和熱影響區的沖擊試樣的斷口形貌,以及手工電弧焊接頭焊縫中析出相的形貌;采用掃描電鏡附帶的能譜儀(EDS)分析析出相的化學成分。
2 試驗結果與討論
2.1 顯微組織
由圖1可以看出,手工電弧焊接頭焊縫和自動埋弧焊接頭焊縫的組織均主要由奧氏體組成,它們的結晶形態分別為樹枝狀晶和胞狀樹枝晶,并具有一定的方向性,前者偏析較后者更嚴重。這是因為自動埋弧焊接頭焊縫金屬中的胞狀樹枝晶比較細小,分布較為均勻,故而偏析程度也會減弱,這對其低溫韌性有利。
在焊接熱循環的影響下,焊接接頭熱影響區中的回火馬氏體會轉變為板條馬氏體[4]。從圖2可以看出,手工電弧焊接頭熱影響區中的板條馬氏體比較粗大,自動埋弧焊接頭熱影響區的板條馬氏體較為細小,且板條束較多。板條馬氏體具有優良的強韌性,較多的板條馬氏體可顯著提高材料的韌性。李峰等[5]認為在馬氏體板條間均勻分布著逆轉變奧氏體,這些“逆轉變奧氏體”又稱為“沉淀奧氏體”,它是在低于Ac1以下溫度時從過飽和固溶體(馬氏體)中沿著馬氏體晶界析出的,含有較高的鎳元素及雜質元素,其在-196℃下仍然保持著較高的穩定性。雷鳴等[6]證實彌散分布的奧氏體可以顯著提高9Ni鋼的低溫韌性。因此,自動埋弧焊接頭熱影響區的低溫韌性較好。
由圖3(a)可見,手工電弧焊接頭焊縫的組織由奧氏體和析出相組成,析出相呈不連續的塊狀和條狀分布于樹枝狀晶間;這些析出相主要為富鉻相,如圖3(b)所示。雖然鎳基合金的溶碳能力遠低于鋼的,但由于合金本身含有較多的鉻、鉬等組元,因此,即使是碳含量很低,組織中仍然出現了析出相。

圖1 不同焊接接頭焊縫的OM形貌Fig.1 OM morphology of weld metal in different welded joints:(a)manual arc welded joint and(b)automatic submerged arc welded joint
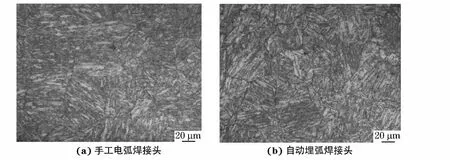
圖2 不同焊接接頭熱影響區的OM形貌Fig.2 OM morphology of HAZ in different welded joints:(a)manual arc welded joint and(b)automatic submerged arc welded joint

圖3 手工電弧焊接頭焊縫中析出相的SEM形貌和EDS分析結果Fig.3 SEM morphology(a)and EDS analysis result(b)of precipitated phase in weld metal of manual manual arc welded joint
2.2 焊縫的化學成分
由表4可知,與手工電弧焊接頭焊縫相比,埋弧焊接頭焊縫中的碳、硫、磷元素含量較少,而鎢、鉬元素含量較多。硫、磷等雜質元素的存在會惡化焊縫金屬的低溫韌性。鎢和鉬為合金固溶體元素,它們能減慢高溫擴散,加強固溶體中的原子結合力,減慢軟化速度,對焊縫起增強作用[7]。

表4 不同焊接接頭焊縫的化學成分(質量分數)Tab.4 Chemical composition of welding metal in different welded joints(mass ) %
2.3 焊接接頭的力學性能
由表5可見,在室溫下,兩種焊接接頭的抗拉強度都在710~730MPa之間,均滿足9Ni鋼板接頭的常溫技術要求(680~820MPa);此外,兩種接頭的彎曲性能均合格。可見,焊接方法對焊接接頭室溫拉伸性能和彎曲性能的影響不大。

表5 不同焊接接頭的室溫拉伸性能和彎曲性能Tab.5 Tensile properties and bending properties of different welded joints at room temperatue
由表6可知,自動埋弧焊接頭在-196℃下的低溫韌性高于手工電弧焊的;對于同一種焊接接頭,V形缺口位于焊縫中心時的沖擊吸收功最低,位于熔合線+5mm處(母材)的沖擊吸收功最高。V形缺口位于不同位置的焊接接頭的低溫沖擊吸收功均滿足英國標準BS7777對液化天然氣儲罐焊接接頭的要求(Akv(-196℃)>35J)。

圖4 V形缺口位于焊縫中心處焊接接頭沖擊試樣斷口的SEM形貌Fig.4 SEM morphology of fracture of different welded joints impact samples with V-shape notch located in the center of weld metal:(a)manual arc welded joint and (b)automaic submerged arc welded joint

表6 不同焊接接頭的低溫沖擊吸收功(-196℃)Tab.6 Low temperature(-196℃ )impact absorbing energy of different welded joints J
2.4 沖擊斷口形貌
V形缺口位于焊縫中心處的手工電弧焊接頭和自動埋弧焊接頭的沖擊試樣斷口均呈韌窩狀,如圖4所示,這是高強度、高韌性材料的典型斷口形貌特征。在手工電弧焊接頭的沖擊斷口上,韌窩具有一定的方向性,呈撕裂狀,且韌窩較淺;在自動埋弧焊焊接接頭的沖擊斷口上,韌窩大且深,分布也比較均勻,且存在撕裂棱,低溫沖擊韌性更好。
V形缺口位于熔合線+1mm處的手工電弧焊接頭和自動埋弧焊接頭的沖擊試樣斷口均呈韌窩狀,如圖5所示,均為韌性斷裂;且手工電弧焊接頭沖擊試樣斷口上的韌窩少且較淺,自動埋弧焊接頭沖擊試樣斷口上分布有大韌窩和小韌窩,小韌窩分布在大韌窩周圍,韌窩較深,分布均勻。
可見,自動埋弧焊接頭的低溫沖擊韌性較手動電弧焊接頭的更好。
3 結 論
(1)采用手工電弧焊與自動埋弧焊兩種焊接方法對9Ni鋼進行焊接,兩種焊接接頭的焊縫組織均以奧氏體為主,熱影響區組織均為板條馬氏體;與手工電弧焊接頭相比,自動埋弧焊接頭中的胞狀晶更細小,分布更均勻,偏析程度更輕,熱影響區中的板條馬氏體更細小,板條束更多。
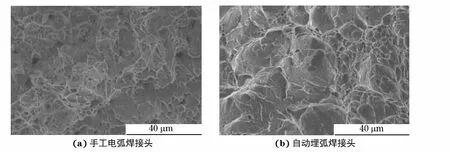
圖5 V形缺口位于熔合線+1mm處焊接接頭沖擊試樣斷口的SEM形貌Fig.5 SEM morphology of fracture of different welded joints impact sample with V-shape notch located in FL+1mm:(a)manual arc welded joint and (b)automaic submerged arc welded joint
(2)兩種焊接接頭都具有較好的室溫拉伸性能和彎曲性能,且自動埋弧焊接頭的低溫韌性優于手工電弧焊的。
(3)V形缺口位于焊縫中心和熔合線+1mm處的接頭沖擊試樣的斷口均呈韌窩狀,為韌性斷裂,且自動埋弧焊焊接接頭沖擊斷口上的韌窩更大更深,且分布均勻。
[1]李應欽,劉樹峰,肖飛雁.9%Ni鋼及其在LNG儲罐建造中的焊接[J].中國化工裝備,2014(1):28-32.
[2]顏丙鎖,馬紅廣,汪春標.LNG儲罐中9Ni低溫鋼焊接[J].焊管,2013,36(2):29-31.
[3]劉仲民.低溫儲罐焊接技術分析[J].安裝,2014(4):47-50.
[4]李峰,張麗茹.9%Ni鋼焊條電弧焊焊接材料及工藝要點[J].金屬加工(熱加工),2008(8):41-43.
[5]雷鳴,郭蘊宜.9%Ni鋼中沉淀奧氏體的形成過程及其在深冷下的表現[J].金屬學報,1989(1):13-17.
[6]崔忠圻.金屬學與熱處理原理[M].哈爾濱:哈爾濱工業大學,2007:202.
[7]孟根巴根.9Ni鋼焊接材料及接頭組織和性能研究[D].呼和浩特:內蒙古工業大學,2009:12-13.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07