薄壁零件高速銑削變形有限元仿真
2015-03-24 08:04:54牛紅亮楊振玲董云霞
制造業(yè)自動化 2015年12期
牛紅亮,杜 娟,楊振玲,董云霞
NIU Hong-liang, DU Juan, YANG Zhen-ling, DONG Yun-xia
(太原科技大學,太原 030024)
0 引言
隨著現(xiàn)代航空、航天和國防工業(yè)的發(fā)展,在飛機零部件中廣泛使用薄壁結(jié)構(gòu)零件。這類零件的共同特點是尺寸大、薄壁和精度要求高[1]。當加工這類薄壁零件時,由于工件剛度差,在受到切削力、切削熱等作用下,容易產(chǎn)生加工變形,從而導致零件精度較低。高速切削具有切削力小,變形小,加工精度高等特點,特別有利于提高薄壁件等剛性差的零件的加工[2]。在實際加工過程中,切削速度是薄壁結(jié)構(gòu)件加工精度的關(guān)鍵。在實際加工之前,對不同切削速度下的加工變形進行仿真和比較分析,就可以選擇最優(yōu)的切削速度,提高加工精度,所以對薄壁結(jié)構(gòu)件高速銑削變形進行有限元仿真非常必要。
國內(nèi)外很多研究人員對于薄壁結(jié)構(gòu)件的加工變形進行了有限元分析,He[3]等運用有限元方法進行了薄壁件加工變形的分析。Wemen[4]等使用有限元方法進行了鋁合金結(jié)構(gòu)加工過程的計算分析,并對薄壁件周銑過程中靜態(tài)誤差進行了預(yù)測。Rai[5]等提出加工仿真包以分析加工變形的根本原因和選擇合適的加工策略。Guo[6]等建立用于預(yù)測航空鋁合金薄壁件銑削變形的有限元模型。
1 薄壁結(jié)構(gòu)件高速銑削方案
1.1 刀具選擇
本文選擇的工件材料為航空鈦合金材料。鈦合金高速加工所用刀具目前一般采用高性能高速鋼和硬質(zhì)合金材料,本仿真中選擇硬質(zhì)合金(YG 類)涂層為刀具材料。由于平頭立銑刀加工效率高,根據(jù)本文研究內(nèi)容,選擇Φ10mm的平頭立銑刀,切削刃為4刃。根據(jù)鈦合金加工刀具幾何參數(shù)的選用分析[7],設(shè)置刀具角度:前角γ0= 10 °、后角α0= 15 °、螺旋角λs= 30 °。
1.2 加工參數(shù)選擇
本仿真中選擇的加工參數(shù)為:徑向切深ae=1.5mm,軸向切深ap=16mm,機床轉(zhuǎn)速為n=7200r/min,進給量f=2600mm/min。
2 薄壁結(jié)構(gòu)件高速銑削有限元仿真
本文主要對大型客機的大型薄壁件(飛機梁間整體肋)的加工變形進行仿真。圖1為梁間整體肋的局部圖。
圖1 梁間整體肋的局部圖
選取側(cè)壁框薄壁的高速銑削加工變形進行仿真。體結(jié)構(gòu)零件梁間整體肋,側(cè)壁的厚度有加工精度要求,在加工變形分析中考慮的主要是將側(cè)壁一次精加工到最終尺寸。薄壁零件幾何模型如圖2所示。
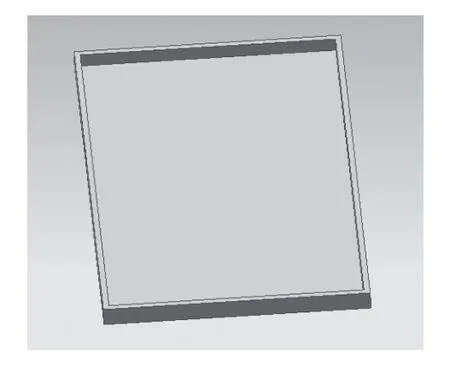
圖2 薄壁零件幾何模型
該矩形框體薄壁結(jié)構(gòu)零件的加工變形有限元仿真過程主要包括幾何建模和網(wǎng)格劃分、參數(shù)設(shè)置、建立失效標準、設(shè)定邊界條件和接觸條件、求解等。
2.1 幾何建模和網(wǎng)格劃分
在幾何建模時,將UG中建立的刀具模型和工件模型(文件格式為.stl)導入Deform 3D軟件中,得到工件和刀具模型如圖3所示。
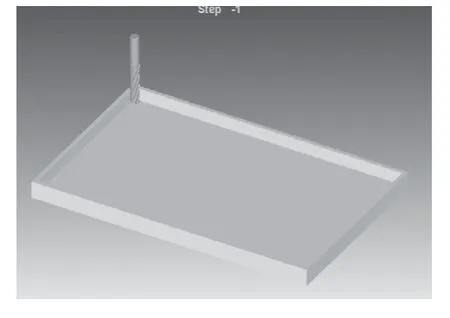
圖3 工件和刀具模型

圖4 工件的網(wǎng)格劃分
為防止高速銑削仿真過程中單元畸變造成計算終止,Deform 3D采用自適應(yīng)網(wǎng)格重劃技術(shù),使工件上的網(wǎng)格根據(jù)應(yīng)變梯度、應(yīng)變率梯度和溫度梯度的分布情況自動重劃和加密網(wǎng)格。本文使用Deform 3D自帶的網(wǎng)格剖分程序?qū)⒐ぜW(wǎng)格劃分為四面體單元,這樣可以保證網(wǎng)格重劃分時的方便和快捷。在模擬仿真中,切屑是以網(wǎng)格為最小單元而存在的,如果劃分單元的最小尺寸大于切屑厚度時,切屑便無法顯示,因此,本文劃分單元的最小尺寸選為1.4mm。圖4為工件的劃分網(wǎng)格后的幾何模型。
2.2 參數(shù)設(shè)置
在仿真實驗時,本研究采用工件固定,刀具做順時針旋轉(zhuǎn)和進給運動。設(shè)置仿真初始環(huán)境溫度為20℃、傳熱系數(shù)為0.02、摩擦系數(shù)為0.6和熱傳導系數(shù)為45m2·s·K。銑削用量按照2中參數(shù)選擇進行設(shè)置。
2.3 斷裂判據(jù)
在DEFORM 3D加工仿真過程中,工件固定不動,刀具同時進行旋轉(zhuǎn)和移動,切屑刃從工件上切下材料形成切屑。DEFORM 3D采用“分模線模型(a parting line model)”來簡化仿真過程,這種模型假設(shè)當材料中出現(xiàn)小的裂縫時,切屑就與工件分離。切屑與工件分離的判斷采用最大塑性應(yīng)變模型來進行判斷,這個模型假設(shè)當單元的塑性應(yīng)變達到臨界塑性應(yīng)變時,此單元分離為兩個單元,切屑就從工件上分離。
2.4 設(shè)定邊界條件
加工過程中,工件被固定在工作臺上。因此本文中,對工件的底面施加約束。
最后核對數(shù)據(jù)庫中設(shè)定參數(shù)無誤后即可生成對應(yīng)的.DB文件,并在模擬器中進行仿真分析。
3 仿真結(jié)果及分析
圖5和圖6分別表示仿真進行到第443步時的塑性應(yīng)變和塑性應(yīng)力。從中可以看到第二變形區(qū)的塑性應(yīng)變值較高,而遠離變形區(qū)時,塑性應(yīng)變基本保持不變。應(yīng)力最大值則發(fā)生在第一變形區(qū)。圖7表示Y方向上壁的位移,這是由于刀具和工件間的切削力引起的。
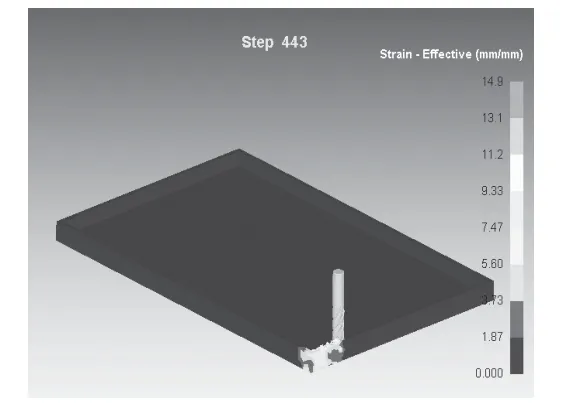
圖5 443步時塑性應(yīng)力圖
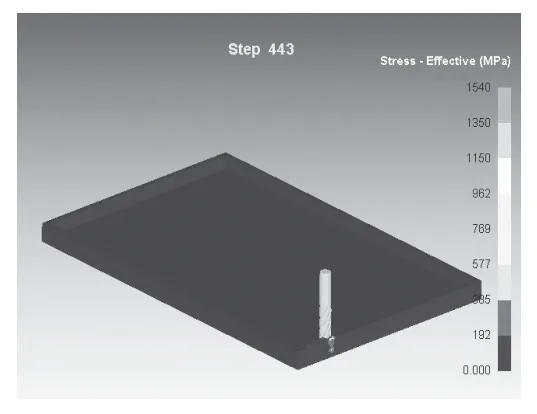
圖6 443步時塑性應(yīng)變圖
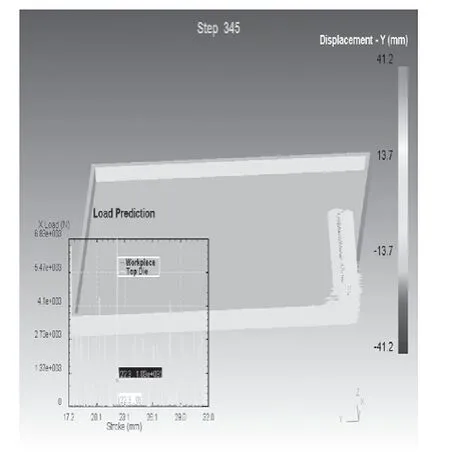
圖7 y方向上壁的位移
4 結(jié)論
本文重點對薄壁結(jié)構(gòu)件高速銑削的加工變形進行了仿真,運用軟件模擬仿真是預(yù)測加工變形的重要途徑,而仿真所得數(shù)據(jù)也有待進一步驗證。本研究接下來的工作是對薄壁結(jié)構(gòu)件高速銑削進行試驗研究,通過實際切削試驗來驗證仿真值的準確性和可靠性。通過有限元仿真可以快捷有效地研究在不同切削速度下工件的變形,將仿真獲得的不同切削速度下的加工變形進行比較和分析,可以選擇最優(yōu)的切削速度,提高薄壁結(jié)構(gòu)件的加工質(zhì)量。
[1] 王光宇,吳運新,閆鵬飛,胡永會.航空鋁合金薄壁件銑削加工變形的預(yù)測模型[J].中南大學學報(自然科學版),2012,43(5):1696-1702.
[2] 李躍.薄壁零件高速銑削工藝與仿真研究[D].東北大學,2008.
[3] He Ning,Wang Zhigang,Jiang Chengyu,et al.Finite element method analysis and control stratagem for machining deformation of thin-walled components[J].Journal of Materials Processing Technology,2003,139(1):332-336.
[4] Weinert E,Biermann D,Kersting M,et al.Experimental and computational analysis of machining processes for light-weight aluminum structures[J].Advanced Materials Research,2008,43(1):97-104.
[5] Rai J K,Xirouchakis P.Finite element method based machining simulation environment for analyzing part errors induced during milling of thin-walled components[J].Internal Journal of Machine Tools&Manufacture,2008,48(6):629-643.
[6] Guo H,Zuo D W,Wa H B,et al.Prediction on milling distortion for aero-multi-frame parts [J].Materials Science and Engineering A,2009,499(1):230-233.
[7] 陳明,安慶龍,劉志強.高速切削技術(shù)基礎(chǔ)與應(yīng)用[M].上海:上海科學技術(shù)出版社,2012:4-5.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數(shù)理化·七年級數(shù)學人教版(2020年10期)2020-11-26 08:24:50
中華詩詞(2020年1期)2020-09-21 09:24:52
數(shù)學物理學報(2020年2期)2020-06-02 11:29:24
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數(shù)理化·七年級數(shù)學人教版(2017年11期)2017-04-23 07:18:00
數(shù)學大王·中高年級(2016年12期)2016-12-26 21:37:36
光學精密工程(2016年6期)2016-11-07 09:07:19
機械工程師(2015年10期)2015-02-02 01:14:03
機電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
