關于拖拉機半軸裝配技術的研究及應用
2015-04-12 09:23:24黃凌
新課程(下) 2015年6期
黃 凌
(廣州市交通運輸職業學校)
一、引言
半軸是用于傳遞轉矩并以此來驅動車輪進行轉動的一個重要的部件,是拖拉機得以正常前進的一個非常重要的環節,拖拉機半軸的裝配質量直接會對拖拉機的驅動環節產生很大的影響。特別是在維修裝配過程中,涉及裝配質量的環節和因素眾多,如裝配過程中的工序安排、裝配流程、工裝選擇等。經研究發現,這些因素和環節必須要在設備維修前進行統籌規劃,以避免裝配質量問題的產生,而在工裝的選擇和使用上卻往往很容易被忽視,本文以此為基礎設計一套專用的拖拉機半軸裝配方案。相對于傳統的裝配方案,該裝配方案不僅降低了維修裝配工人的勞動強度,還使得裝配效率和裝配質量獲得大幅度的提升。
二、拖拉機半軸裝配故障的產生及原因
某品牌工農K-12 型拖拉機在半軸維修裝配后,行駛時出現兩個前輪竄動,特別是在轉彎時竄動幅度最大,并隨著行駛速度的提高,竄動幅度變大,同時還感覺到變速箱發出的噪音也隨著轉速的提高而不斷增大。重新拆開半軸,發現連接半軸的滾動軸承已損壞。由于半軸是由許多個零件組成的結構較為復雜的裝配體,該裝配環節一般包括制動、連接以及定位等零件裝配,因此造成故障的因素也較為復雜。拖拉機在轉彎過程中,由于內外半徑會有所差別,因此內外輪轉速會不一樣,如果兩個輪連在一個軸上的話,就會在拖拉機轉彎的過程中出現輪胎摩擦。為了避免這種情況,就會將拖拉機的轉軸分成兩部分,使用兩個半軸來分別控制相應的車輪轉動,并且將兩個車輪連接起來,為了實現兩個車輪在轉動的時候可以具有不同的轉速,還在兩個半軸之間裝一個差動變速器來實現,因此半軸在行使過程中的受力也是最大的。通過詢問維修師傅并研究裝配的過程,由于半軸的裝配過程主要是通過敲擊的方案進行安裝的,如圖1 所示。分析軸承損壞的程度,從中可以發現軸承的滾珠損壞較為嚴重,并且保持架也出現斷裂。通過分析半軸在敲擊時的受力情況,可判斷半軸在被敲擊時產生的推力是先傳遞到軸承的內圈,再由內圈通過滾珠和保持架把力傳遞到軸承的外圈,軸承外圈是間接受力才被裝配到箱體內的。可見該裝配方案既不科學又容易損壞部件,能否選擇其他裝配方法進行有效且又比較安全的方案呢?
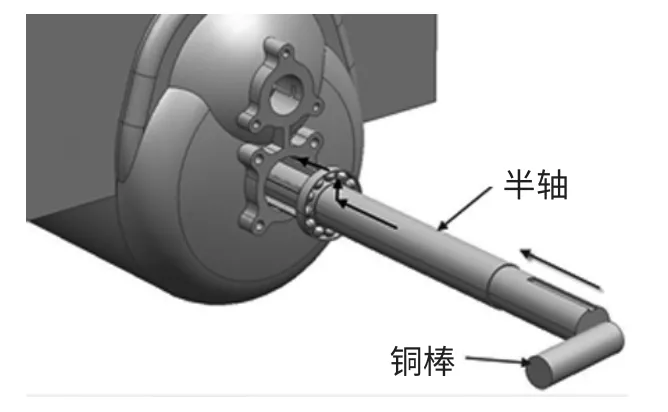
圖1 直接敲擊裝配
三、拖拉機半軸裝配專用工具的設計和應用
1.設計原則
經研究發現,在進行拖拉機半軸裝配的過程中,首先要選用科學的方法來對其裝配流程進行設計,使得裝配效率提升的同時保證半軸裝配的質量;要避免軸承滾珠先受力,最好的方法是使軸承的內外圈同時受力;在符合維修環境的實際情況下,專用工具能夠被實現批量生產;要采用較為成熟的裝配工藝,合理安排工序,來達到在節約成本的同時提高生產效率和裝配質量;要根據產品的特點采取一定的設備,對于工人要進行培訓使得其能夠熟練地進行裝配工作;要能采用預訂標準的時間來對裝配過程的每個環節進行時間的限定;裝配車間要進行裝配車間的平面布局,并且考慮到工人的操作空間,零件的操作以及零件的放置和員工通道等,對于工位的配置要盡量的合理,便于員工進行操作,做好各個環節的合理操作;在工作安排的過程中要做到各項工作有條不紊地進行,每個生產環節所用的時間都不能超過每個環節所規定的時間,在每個環節所用的時間中還要注重減少工人的強度,注意工人的安全。
2.設計方案
在避免敲擊的前提下,應優先采用液壓壓入或者螺紋壓入為助力方案。一般采用液壓為助力方案的設備較為復雜,造價較高,不利于維修工具的推廣,而選用螺紋壓入的助力方案結構較為簡單,便于日常維修使用;又分析半軸的大小和長度,應優先考慮使用梯形螺紋結構,因為三角螺紋結構不利于受力,在受力較大時,螺紋容易變形,多次使用后很容易造成螺紋損壞,而且梯形螺紋還能夠便于拆卸和安裝,使用較為方便和省力。工裝模型見下表所示。使用時,先將四個固定螺栓旋到箱體上,再把半軸組件放進專用工裝內,工裝上的四爪與四個固定螺栓牢固連接,再順時針轉動工裝兩端的手柄,工裝的前端平面與連接半軸的軸承內外圈緊密接觸,在工裝轉動過程中逐漸把軸承壓入到箱體內。

表 工裝模型結構
3.實際應用
某品牌工農K-12 型拖拉機半軸裝配方案如圖2 所示,該設計方案的工序共7 道,每道工序是相互關聯,相互影響的。在實際操作的過程中,半軸內部各種關鍵部件中要加入潤滑油,防止在半軸運作的時候出現機械故障,在裝配過程中,工具和零件擺放位置要分開,工具每使用一次要及時歸位放置,零件擺放不能出現凌亂或堆疊,以免出現碰撞,造成零件的損傷,影響裝配質量;為了便于工人進行裝配操作,本裝配方案最好能將裝配過程中所用到的所有的器件安置在傳送帶內部,使得工人能夠比較舒適地進行工作,另外還要考慮工人的平均身高,合理設置傳送帶的高度。在勞動強度較大的環節周圍要多放置一些運輸工具,如:放置一定數量的小車。在相應的位置保留一定的空隙,防止在裝配過程中出現半軸的累積。
在裝配的過程中必須嚴格按照以下步驟和注意事項進行裝配操作:
操作步驟:
(1)用專用工具將滾動軸承(內圈受力)壓入半軸的軸肩位置,形成半軸組件,共兩組;
(2)用專用工具將骨架自緊油封和骨架自緊油封按順序、方向壓入半軸軸承蓋上,形成半軸軸承蓋組件,共兩組;
(3)把末端傳動被動齒輪和半軸隔套放入箱體,用半軸組件從外到內按順序穿入;
(4)用專用工裝壓住滾動軸承(內外圈共同受力),將半軸引入箱體(先安裝一邊);
(5)按順序放入調整墊片,旋入半軸軸承蓋組件,并使用專用工具把螺栓和彈簧墊圈鎖緊在箱體上;
(6)在另一邊用專用工具將滾動軸承(內外圈共同受力)裝入半軸的軸端上,再放入軸承隔套和另一個滾動軸承,并安裝到位;
(7)安裝第二根半軸,參照步驟(3)(4)(5)。
注意事項:
(1)半軸各部分拆裝時不能直接或間接地敲擊。
(2)各個步驟的軸承在安裝時要正確使用工具和嚴格按照合理的操作規范。
(3)半軸軸承蓋不能直接推入半軸上,必須旋入。
(4)半軸軸承蓋上的螺栓擰緊工藝必須要按1、3、2、4 的順序進行。(5)油封不能反向安裝,緊貼軸承蓋,油封內的彈簧不能脫出。(6)紙墊兩面都必須均勻涂上潤滑脂。
(7)不能用半軸軸承蓋強行壓入軸承等組件。
(8)在裝配的過程中要盡量保持各個環節自身的操作時限,避免多余的操作或動作,減少裝配時間。
(9)嚴格規范各個環節的時間以及整個裝配過程的總體流程,使得整個裝配系統的資源以及設備都能夠得到充分的利用,使整個裝配的各道工序和環節能夠更加合理。

圖2 使用工裝間接裝配
四、結論
拖拉機半軸在維修裝配工藝上一直是該產品生產的一個瓶頸,由于拖拉機半軸的組成結構較為復雜,所以在裝配的過程中一直存在效率及裝配質量的問題,通過研究并使用專用工裝對半軸進行裝配的方案是比較合理和有效的,而使用敲擊的形式來完成裝配的傳統方式對零部件造成的損壞是很嚴重的,也是很不合理的。在采用以專用工裝為輔助手段的新型裝配方案,能夠有效地解決拖拉機半軸的裝配質量問題,也便于維修裝配工具的大批量生產問題,在保證半軸裝配質量的前提下,獲得裝配效率的大幅度提升,并大大減輕維修勞動人員的工作難度和強度。
[1]董杰.工藝文件編制與管理.上海交通大學出版社,1989.
[2]王福壽.工藝尺寸鏈.國防工業出版社,1974.
[3]工藝手冊編寫組.工藝手冊.機械工業出版社,1979.
[4]劉德忠.裝配自動化.機械工業出版社,2003.
[5]張洪源.汽車技術使用實習教材.人民交通出版社,1992.
