發(fā)電鍋爐主蒸汽管道與錐形管對接焊縫超聲反射波分析
2015-04-13 04:08:30宋全軒
中國特種設(shè)備安全 2015年8期
宋全軒
(河南省鍋爐壓力容器安全檢測研究院 鄭州 450016)
1 前言
在對某電廠發(fā)電鍋爐(SG-1113/17.5-M881)定期檢驗中,過熱蒸汽出口管道錐形變徑管與主蒸汽管道對接焊縫,由于其位置、形狀、厚度和材料變化等特殊性,常常是定期檢驗的重點部位。其位置、形狀如圖1 所示。
圖1 左側(cè)為主蒸汽管道,對接焊道處實測外徑為568mm,壁厚為45mm,材質(zhì)為P91;右側(cè)為錐形變徑管,管徑外徑從568mm ~625mm(實測值)變化,壁厚對接處為45mm~79mm 逐漸增厚,材質(zhì)12Cr1MoV,而此處對接焊縫特殊性如下。

圖1 變徑圖片異種鋼焊接接頭實物圖
1.1 異種鋼焊接,焊接性能較差
圖1 中左側(cè)管道為美國橡樹嶺國家實驗室(ORNL)和燃燒工程公司共同研究開發(fā)的耐熱鋼P91,以其優(yōu)良性能應(yīng)用在電站鍋爐管道上,但其焊接性能較差,熱處理工藝也較復(fù)雜;右側(cè)為12Cr1MoV,此材料焊接條件雖然沒P91 要求的那么苛刻,但是其可焊性也是比較差的;兩種不同的可焊性都比較差的材料進(jìn)行異種鋼焊接,其焊接難度極大。
1.2 管道變徑
管道變徑處存在蒸汽沖刷及應(yīng)力集中。
1.3 壁厚變化
壁厚的變化,其薄膜應(yīng)力也發(fā)生變化,從數(shù)據(jù)可看出45mm~79mm 變化還是很大的。
2 檢測方案實施
在電站鍋爐定期內(nèi)部檢驗過程中,此處焊縫因其位置、形狀、材料及工作條件(此處蒸汽壓力為17.6MPa 即176kg/cm2,蒸汽溫度540℃)的惡劣,是定期檢驗的要點部位。在該鍋爐的首次檢驗中,也是檢驗中必檢部位,依據(jù)《鍋規(guī)》、《定檢規(guī)》和《檢驗方案》之要求,對此對接焊縫進(jìn)行了超聲波檢測和表面磁粉檢測,磁粉檢測未發(fā)現(xiàn)缺陷磁痕顯示,但在超聲波檢測中出現(xiàn)了使檢測人員困惑的反射波現(xiàn)象。
儀器型號:CTS-2020 數(shù)字超聲波檢測儀
探頭:2.5P13×13 K2, 2.5P9×9 K2.5,
2.5P13×13 K1, 2.5P20。
工件規(guī)格如圖2 所示。
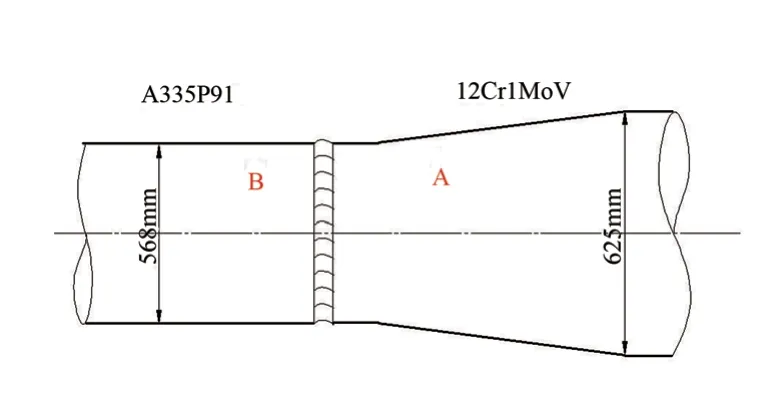
圖2 工件規(guī)格圖
1) 首 先 用K2( 實 測 角 度64.1 °, 前 沿L=13mm)在焊縫單面雙側(cè)進(jìn)行了掃描(A 面為變徑管錐形面,B 面為主蒸汽管道平面如圖2 所示):
(1)在B 面的掃查中未發(fā)現(xiàn)可記錄波形顯示。
(2)在A 面掃查出現(xiàn)了兩處發(fā)射波高在Ⅲ區(qū)的波形顯示,1 號處出現(xiàn)在從A 面看8 ~9 點鐘方位,長度約15mm,顯示深度在38.4mm,距B 面焊縫邊緣約6mm;2 號處出現(xiàn)在10 ~11 點鐘方向,長度37mm,顯示深度36.7mm,距B 面焊縫邊緣約11mm。
2)為了確定該兩處反射波的性質(zhì),根據(jù)其出現(xiàn)的位置在焊縫下部,深度較深,選用2.5P13×13 K1(實測為45.6°,前沿L=12mm),對該焊縫進(jìn)行了雙側(cè)掃查,掃查結(jié)果:
(1)在A 面掃查未發(fā)現(xiàn)可記錄波形顯示;
(2)B 面掃查在上處兩位置出現(xiàn)了發(fā)射波:
1 號位顯示深度在44.5mm,2 號位顯示深度在42.4mm。
3)針對以上現(xiàn)象現(xiàn)場檢測人員產(chǎn)生了困惑。
(1)1、2 號位置顯示的可記錄波是不是缺陷波。
(2)兩種探頭各只是一邊出現(xiàn)波形顯示,另一邊卻沒有。
(3)兩種探頭反射波在工件同一水平位置出現(xiàn),而其顯示深度不同,是否同一反射體產(chǎn)生。
3 可記錄反射波的驗證與分析
3.1 驗證
使用2.5P9×9 K2.5 探頭(實測值67.9°,前沿L=9mm)對該焊縫進(jìn)行雙側(cè)掃查,結(jié)果發(fā)現(xiàn),在B 側(cè)沒有可記錄波出現(xiàn),在A 側(cè)發(fā)現(xiàn)1 號反射波顯示深度為38.5mm,2 號顯示深度在36.8mm 處。
由于設(shè)備調(diào)節(jié)的誤差及工件聲速的變化使這些誤差是完全可以接受的,即在誤差范圍內(nèi)。說明在A側(cè)使用K2.5 與K2 探頭掃查時反射波出現(xiàn)的位置無論在水平還是深度方面都是一致的,為同一反射體產(chǎn)生的。
3.2 理論分析
從檢測結(jié)果分析,1 號位K2、K2.5 顯示深度在38.5mm 處,K1 顯示在44.5mm 處,二者相差6.0mm;2 號位K2、K2.5 顯示深度在36.7mm 處,K1 顯示在42.4mm 處,二者相差6.7mm;可知超聲波儀器顯示的反射波深度值相差是很大的。
●3.2.1 理論推導(dǎo)
假定在S 處存在反射體,在B 面檢測時,由于兩面是平行的,S 處儀器顯現(xiàn)的反射波深度是實際的距探傷表面深度,二者是一致的,是真實的距檢測面的深度值;但是在A 面檢測時,儀器顯示的反射波深度卻不是實際距檢測面的深度值,二者是有差距的,其真實的距檢測面深度H,如圖3 所示。

圖3 管道環(huán)焊縫縱截面圖

根據(jù)K 值的含義和三角定律有:其中H4為儀器上反射波顯示深度值,α 為A 面傾斜角度,b1為S 距A 面焊縫邊緣距離,a 為A 面與B 面對接時在A 面測出的平行面寬度,如圖8 所示。
經(jīng)推導(dǎo)在A 面檢測時反射波距檢測面的實際深度應(yīng)為:

●3.2.2 實際深度修正
在A 面檢測時對1、2 號反射波顯示的實際深度進(jìn)行修正:
把 1 號 處 已 知 數(shù) 據(jù)H4=38.5mm,a=20mm,b1=30-6=24mm,α=8°代入式(5)得H=45mm。
把2 號處已知數(shù)據(jù)H4=36.7mm,a=20mm,b1=30-11=19mm,α=8°代入式(5)得H=42.5mm。
●3.2.3 對比分析
1 號在A 面檢測時,反射波的實際深度為:45mm,在B 面反射波深度為44.5mm。
2 號 在A 面 檢 測 時, 反 射 波 的 實 際 深 度為:42.5mm,在B 面反射波深度為42.4mm。
由于設(shè)備調(diào)節(jié)和聲速變化的影響,這點誤差是完全可以接受的,可見三種探頭進(jìn)行掃查所出現(xiàn)的反射波應(yīng)是同一位置發(fā)出的。
4 單側(cè)出現(xiàn)反射波的分析
超聲波是有方向性的,反射波的幅度受反射體方向的影響極大,反射體方向和波束的方向接近平行時,幾乎沒有反射。
對于K1 探頭在A 面為什么沒有反射波,從下列計算可知(以2 號為例)K1 探頭一次波檢測到的最小深度為:

而對接處厚度只有45mm;56mm>45mm,由此可見K1 在A 面掃查時,其波束是掃查不到2 號反射體的,當(dāng)然也就沒有2 號反射波出現(xiàn)了;1 號反射體位置距A 面焊縫邊緣更遠(yuǎn)(b1更大),K1 探頭所需的最小深度更深,當(dāng)然更不會有反射波出現(xiàn)了。
5 缺陷反射體的判定及驗證
5.1 缺陷反射體的判定
由于板厚度為45mm,而1 號出現(xiàn)在45mm,經(jīng)判斷應(yīng)為底面棱角發(fā)射;而2 號處應(yīng)為缺陷反射體造成的顯示。
5.2 缺陷反射體的驗證
把1、2 號處表面焊縫磨平,使用2.5P20 直探頭進(jìn)行掃查,發(fā)現(xiàn)在2 號處出現(xiàn)了雙峰顯示。
前峰在41.9mm 處,由于波速的差異和儀器、探頭綜合性能及調(diào)整的誤差,41.9mm、42.4mm、42.5mm 之間的誤差是可以接受的,則可認(rèn)為是同一發(fā)射體形成的反射波。1 號處則無雙峰出現(xiàn),只出現(xiàn)底面發(fā)射波。進(jìn)一步說明2 號為缺陷反射波,1 號則不是。
6 結(jié)束語
1)推導(dǎo)出的公式 H=H4/cosα+(a+b1)tanα 具有普遍意義,適用于各種角度的錐形面掃查情況。
2)在超聲波檢測中,不但應(yīng)使用多種K 值探頭進(jìn)行掃查, 還必須根據(jù)工件的形狀進(jìn)行波形定位分析,已確保對反射體的正確判定。
[1]鄭輝,林樹青.超聲檢驗測[M].北京:中國勞動保障出版社,2010.
[2]日本學(xué)術(shù)振興會制鋼第十九委員會編.超聲探傷法[M].李靖,馬羽寬,蔡清,等.廣州:廣東科技出版社出版,1981.
猜你喜歡
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年11期)2020-12-14 06:59:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
藝術(shù)品鑒證.中國藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國藝術(shù)金融(2018年12期)2018-08-26 06:03:48
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
