高速銑削鈦合金Ti-6Al-4V表面粗糙度模型的研究*
2015-04-15 07:28:18劉麗娟武文革中北大學機械與動力工程學院山西太原030051
機電工程技術 2015年7期
關鍵詞:模型
劉麗娟,武文革(中北大學機械與動力工程學院,山西太原 030051)
高速銑削鈦合金Ti-6Al-4V表面粗糙度模型的研究*
劉麗娟,武文革
(中北大學機械與動力工程學院,山西太原030051)
摘要:研究了建模過程中刃口圓弧半徑在高速切削鈦合金時的影響,從不同的角度研究了刃口半徑與表面粗糙度之間的關系,建立了基于切削力的模型以及經驗模型。實驗證明,在高速銑削Ti-6Al-4V時,不同的刃口半徑對其表面粗糙度有不可忽視的影響,該方法對高速銑削時刃口半徑的選擇和表面質量控制具有指導意義。在該新型模型的幫助下,可以在加工之前根據工藝參數較準確地預測工件表面粗糙度,從而提高工件表面粗糙度質量。
關鍵詞:高速銑削;模型;刀尖圓弧半徑;表面粗糙度;切削力
*國家自然科學基金資助項目(編號:50975191);山西省回國留學人員科研資助項目(編號:2013-086)
研究表面完整性最常用的指標之一是已加工表面粗糙度,這個指標反應了垂直方向上實際表面和理想表面的偏差程度,其大小直接影響到工件的耐磨性、抗腐蝕性以及疲勞強度等,是研究高速切削機理的熱點問題之一[1]。本文以高速銑削加工鈦合金Ti-6Al-4V為例,測量影響因素在不同水平下的表面粗糙度,可用來研究各影響因素對表面粗糙度的響應規律,在此基礎上建立了考慮刃口半徑的高速銑削模型,從不同角度論述了高速銑削鈦合金Ti-6Al-4V時,刀尖圓弧半徑對加工過程,尤其是在表面粗糙度方面的影響情況。
1 高速銑削實驗設置
本文選取材料鈦合金Ti-6Al-4V進行高速銑削實驗,主要研究刃口半徑rε對表面粗糙度的影響情況,因此在常用的影響因素(切削速度vc、進給量fz、切削深度ap)的基礎上,將刃口半徑rε考慮在內,利用回歸分析與數值擬合分析方法,研究這幾項因素對表面粗糙度的交互影響;高速銑削實驗方案選擇單因素和多因素正交實驗相結合的方法,刀具選用SECO刀具R217.69-2525.3-09A可轉位銑刀,刀片材質為無涂層硬質合金,XOMX090308TR-ME06號刀片,刀片切削前角24°,負倒棱寬度0.06 mm,刀具齒數為3,刀具直徑25 mm,刀尖角80°。
2 基于切削力的粗糙度模型
高速銑削鈦合金時,已加工表面粗糙度Ra受到諸多因素的影響,如切削用量、刀具的選用,切削過程造成的鱗刺、積屑瘤以及工件與刀具變形等[2]。而這些影響因素與切削力關系密切,換句話說,切削力的大小與材料已加工表面粗糙度之間存在密切的關系[3-4],可建立影響系數如下:

式(1)中,bi:待定系統,i=0,1,2,……,k;ΔF:切削力波動范圍,表示為ΔF=max(F)-min(F);:平均切削力。

式(2)即為基于切削力的高速銑削表面粗糙度模型,計算粗糙度與試驗粗糙度數據相比較,如表1所示。
表中δk為計算值與測量值的絕對誤差,Δk為相對誤差,經計算得知計算平均誤差為3.83%,說明模型具有良好的計算精度。
3 表面粗糙度經驗模型建立
假設表面粗糙度與各影響因素之間存在復雜的指數關系,在高速銑削鈦合金時,由于刀尖圓弧半徑對表面粗糙度的影響很大[5],可在傳統經驗模型的基礎上加上刃口半徑這個影響因素,建立表面粗糙度經驗模型如式(3)所示。

式(3)中c0~c5是常數,可由實驗數據來確定。
對式(3)兩邊取自然對數:

令y=lnRa,x1=ln ap,x2=ln v,x3=ln f,x4=lnae,x5=ln rε,將上式轉換為線性回歸方程:

可建立25組線性回歸方程,如式(4)所示:
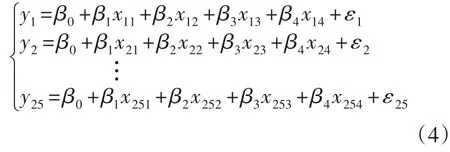
式(4)可用矩陣表示如式(5)所示:

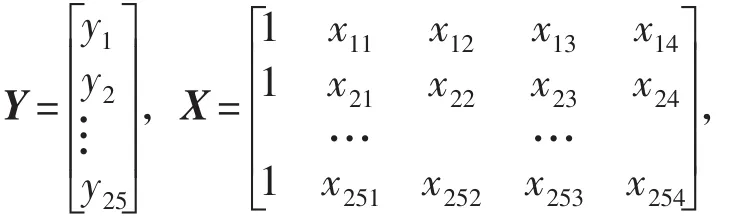
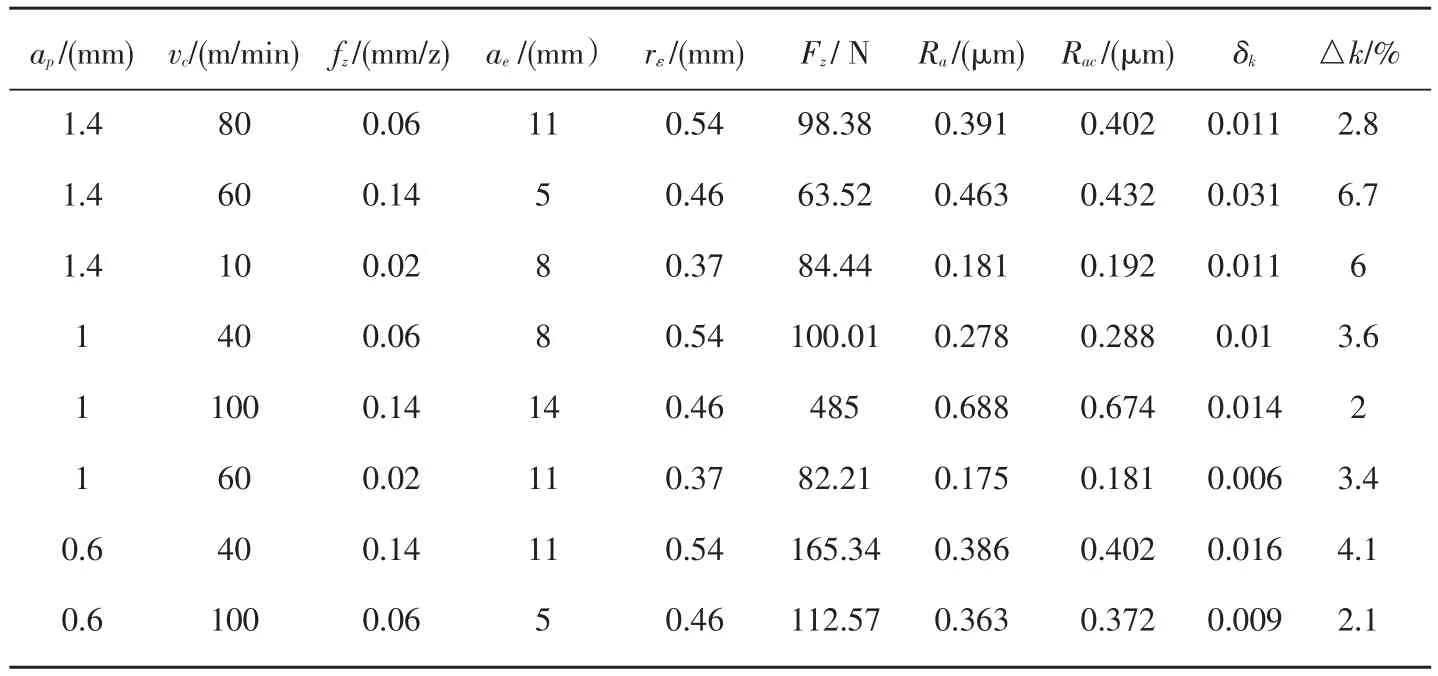
表1 基于切削力的高速銑削表面粗糙度模型計算數據與粗糙度實驗數據比較
利用最小二乘法,設k1、k2、k3、k4分別是β1、β2、β3、β4的最小二乘估計,回歸方程如式(6):

這里利用最小二乘法原理進行計算,如式(7)所示:

可解得:A=-0.324 2,c1=0.212,c2=0.010,c3=0.453 0,c4=0.056,c5=-0.23,c0=0.723 1,將上述結果代入式(3)得到式(8):

選取刃口半徑為0.8的正交實驗數據對式(8)進行驗證,結果如表2所示,表1中δk為計算值與測量值的絕對誤差,Δk為相對誤差,經計算得知計算平均誤差為6.5%,說明模型具有良好的計算精度。
圖1為利用實驗經驗模型計算的粗糙度值與實際粗糙度值的比較曲線,計算粗糙度用實心圓標注,測量粗糙度用實心方塊標注。從圖1中可以看出計算曲線可以很好地逼近實際值,該模型有效可靠。
從得到的指數經驗公式可知,在本模型所考慮的影響因素中,將其按照影響程度從高到低進行排列,每齒進給量fz對表面粗糙度的影響最大,切削速度vc影響程度也較大,徑向切削深度ae、軸向切削深度ap、刃口半徑rε依次減弱,這與極差分析和方差分析的結論是一致的。
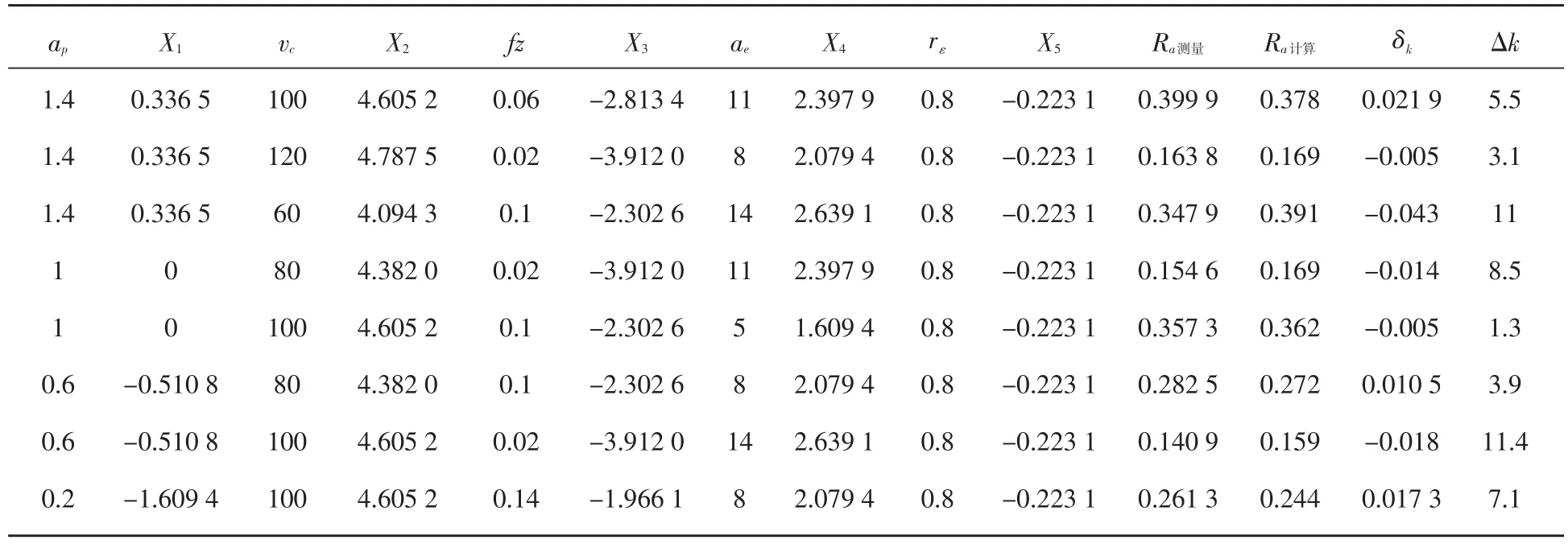
表2 表面粗糙度實驗驗證表
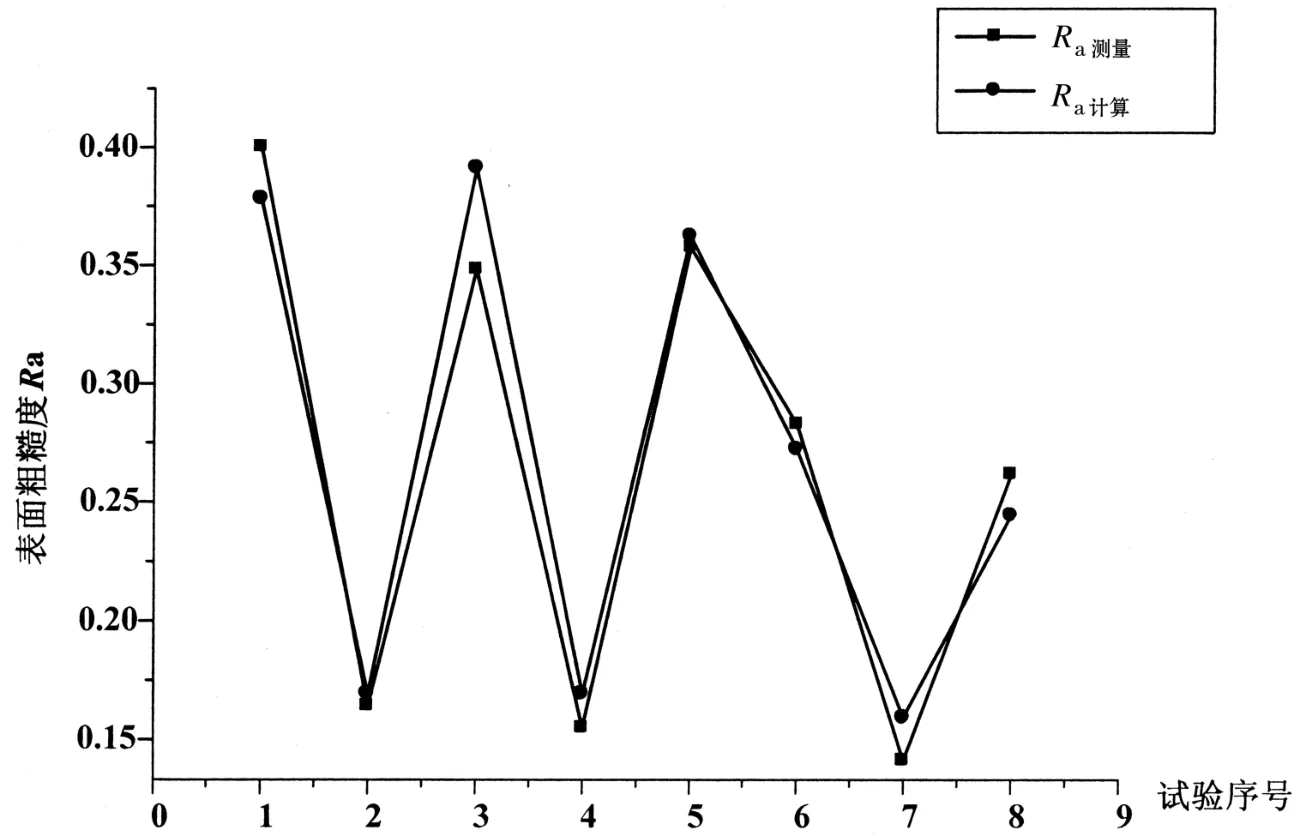
圖1 計算粗糙度與實際粗糙度值的比較
4 結論
綜上所述,本文將刀具刃口半徑rε引入到了高速銑削鈦合金Ti-6Al-4V表面粗糙度模型,建立了兩種基于刃口半徑的表面粗糙度模型,即切削力相關粗糙度模型與表面粗糙度經驗模型,利用回歸計算法擬合了模型中的參數,并將模型與高速銑削實驗值進行對比。實驗結果表明,兩種考慮刃口半徑的表面高速銑削鈦合金Ti-6Al-4V表面粗糙度模型均具有良好的計算精度,可用來預測高速銑削鈦合金Ti-6Al-4V的已加工表面粗糙度。
參考文獻:
[1]C.H.Che-Haron.Tool life and surface integrity in turn?ing titanium alloy[J].Journal of Materials Processing Technology,2001(118):231-237.
[2]Y.B.Guo,W.Li.surce integrity char?acterization and prediction in ma?chining of hardened and difficult-to machine alloys:a state-of-art re?search review and analysis[J].Ma?chining Science and Technology,2009(13):437-470.
[3]韓滿林,李一民,趙威.高速切削Ti6Al4V鈦合金時切削溫度的實驗研究[J].工具技術,2008,42(6):10-13.
[4]陳果,葉明.基于斜射式散射法的曲表面粗糙度原理及其系統研究[J].機電工程,2014(12):1535-1540.
[5]劉戰強,萬熠,艾興.高速銑削過程中表面粗糙度變化規律的試驗研究[J].現代制造工程,2002(12):10-11.
(編輯:阮毅)
Effects of the High Speed Milling Ti-6Al-4V Model on Surface Integrity
LIU Li-juan,WU Wen-ge
(School of Mechanical and Power Engineering,North University of China,Taiyuan030051,China)
Abstract:There are several influencing factors.The purpose of the study is to investigate the effects of the edge radius on surface integrity of Ti-6Al-4V.The paper builds model based cutting force and the empirical model.Experimental results show that machined surface integrity of Ti-6Al-4V is sensitive to the variations of the edge radius.The method is effective and can provide a guidance to optimize edge radius.It has realized higher-accuracy prediction of surface integrality in precision high speed milling with one of the models and improves surface roughness quality of the work-piece.
Key words:high speed milling;model;the edge radius;surface roughness;cutting force
作者簡介:第一劉麗娟,女,1975年生,山西人,碩士,博士。研究領域:先進制造技術。已發表論文17篇。
收稿日期:2015-03-13
DOI:10.3969/j.issn.1009-9492.2015.07.001
文章編號:1009-9492 (2015 ) 07-0001-03
文獻標識碼:A
中圖分類號:TG702
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19