鏜銑頭自動分度結構分析及改進設計*
2015-04-16 07:41:38汪重道
機械制造 2015年6期
□ 陳 昳 □ 汪重道 □ 桂 林
武漢重型機床集團有限公司 武漢 430205
隨著國內裝備技術水平的不斷發展,機床用戶對數控龍門鏜銑床的鏜銑頭功能提出了更高的要求,包括要求實現附件銑頭自動分度定位、通水通電、自動換刀等完備功能。
鏜銑頭自動分度定位工作原理為:滑枕 (如圖1所示)通過油缸工作使旋轉體向下位移,端面定位齒盤脫開,旋轉體上的內齒與傳動軸上的外齒嚙合,滑枕頂部的主電機通過齒輪箱驅動傳動軸轉動,旋轉體隨之轉動至需要的角度后,端面定位齒盤重新嚙合,完成整個分度定位流程。
目前,我廠研發的XHD2720×180/17×12機床的鏜銑頭在進行自動分度定位過程中,不能完全實現穩定的銑頭自動分度定位,出現以下現象。
(1)鏜銑頭自動分度轉位過程中出現主電機負載超出理論預期值,系統顯示主電機負載功率達到40%~50%,部分角度范圍內主電機負載甚至達到70%~80%。
(2)鏜銑頭自動分度定位不夠準確,誤差值一般達到大約1.5~2°,而且在不同的角度范圍內誤差值不盡相同,無法進行數控系統補償。
(3)旋轉體分度齒盤松開、嚙合動作過程不穩定,經常出現旋轉體軸向竄動、徑向轉動、轉位結合齒嚙合打滑造成分度動作無法完成。
1 影響鏜銑頭自動分度定位的因素
1.1 傳動間隙累積過大
圖1中由傳動箱主電機驅動旋轉體進行分度轉位,傳動環節比較多。由于傳動間隙累積、傳動零件的扭轉變形誤差累積等因素造成旋轉體實際的轉位角度與主電機設定角度誤差較大,而傳動箱上的角度編碼器檢測位置與旋轉體相距較遠,無法準確檢測旋轉體實際位置,造成主電機無法同步補償定位誤差值。
1.2 裝配誤差造成阻尼過大
旋轉體在滑枕中的定心面和轉動面為減摩涂層,裝配灌膠過程中容易出現旋轉體安裝偏心、傾斜、轉動面間隙不滿足設計要求等問題。
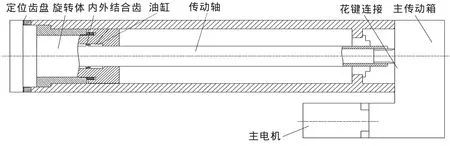
▲圖1 滑枕原設計結構簡圖
通過檢查,密封圈裝配后出現偏心、壓縮量過大等問題。該問題直接造成了旋轉體移動和轉動過程中的摩擦阻尼過大、受力不均勻、轉動軸線偏移,同時進一步造成零件扭轉變形增大。受此影響,鏜銑頭分度轉位過程中出現電機負載過大和不均勻、角度限位無觸點無法正常工作、齒盤移動嚙合時扭轉錯齒等現象。
1.3 結合齒實際嚙合長度不夠
由于結合齒輪齒部倒圓過大、空行程裝配控制不嚴,鏜銑頭轉位用內外結合齒在嚙合、松開動作中存在齒部嚙合長度不夠和零件齒部磨損等問題,以至于出現嚙合打滑現象,影響了鏜銑頭分度定位的穩定性。
2 采用伺服驅動的鏜銑頭自動精確分度設計
綜合上述3個因素,同時結合我廠目前實際加工、裝配的現狀,通過完善減摩涂層的裝配工藝性、簡化電機傳動環節、嚴格密封圈的安裝精度、嚴格裝配紀律等措施,采取了以下改進方案。
(1)在滑枕內旋轉體尾端增加自動分度驅動裝置,由專用電機配減速箱直接驅動旋轉體分度轉位,減少了中間的傳動環節。
改進后,主電機不再參與鏜銑頭分度轉位過程,進給驅動伺服電機通過傳動箱直接驅動旋轉體上增加的外齒圈,傳動環節大大減少,傳動間隙在裝配過程中更方便檢查和調整,總體累積傳動間隙大為減小。
同時,由于進給機構靠近轉動部件,與原先長達2 600 mm的兩端結合齒傳動結構相比,整體傳動剛性大大增強,減小了扭轉變形對精度的影響。
改進后的結構用外齒輪間的滑移取代了原先結構的內外結合齒嚙合形式,一方面,齒輪加工和熱處理的工藝性更容易保證;另一方面,齒盤移動油缸的行程由原先的10 mm可以減少至4~5 mm,旋轉體整體移動的穩定性會更好。
(2)設計專用的工裝,保證在滑枕裝配灌注減摩涂層的過程中使旋轉體中心與滑枕中心一致,同時保證了旋轉體與減摩涂層的間隙滿足設計要求。
使用工藝套并嚴格裝配工藝要求后,灌膠后的減摩涂層精度得到了很大提高,見表1。
(3)嚴格控制零件上密封圈安裝用溝槽和滑動接觸面的加工精度要求,確保其精度滿足設計使用要求。
3 結束語
按以上的方案確定整體結構、零件加工工藝、裝配工藝,筆者對生產現場一臺XHD2720×180/17×12數控龍門鏜銑床上的鏜銑頭進行了改造。改造后的機床鏜銑頭進行了±185°范圍內n×1°角度分度定位試驗,試驗結果顯示:分度角度的準確性滿足設計要求,進給電機的負載功率大為降低,功能穩定性得到了保證。同時,此結構方法為其它類型分度鏜銑頭的開發積累了大量試驗數據,完善了鏜銑頭的性能。
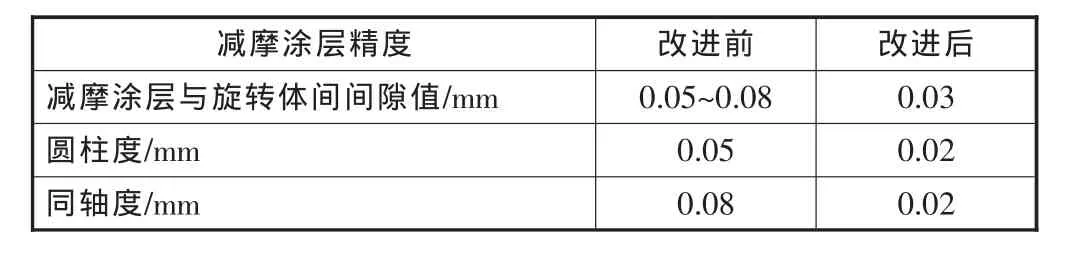
表1 改進前、后精度比較
