純鈦管坯熱擠壓工藝改進
2015-04-16 07:41:52謝翀博
機械制造 2015年6期
關鍵詞:工藝
□ 郭 玲 □ 謝翀博
1.西部鈦業有限責任公司 西安 710201
2.西北有色金屬研究院 稀有金屬材料加工國家工程中心 西安 710016
工業純鈦有著優異的耐蝕性能,其各種規格的無縫管材在航空、航天、化工、石油、原子能發電、海水淡化、建筑等行業中得到廣泛應用[1-6]。鈦具有極高的化學活性,在空氣中加熱易被氣體污染。熱擠壓是純鈦無縫管材生產中的重要工序,在擠壓過程中鈦強烈粘結擠壓工模具,導致鈦比鋼鐵材料加工性差,所以純鈦熱擠壓生產中通常采用紫銅包套加熱+油基石墨潤滑工藝[7]。采用紫銅包套不但能減少錠坯的吸氣污染,而且能防止鈦錠坯和擠壓工模具的粘結,同時起到一定的潤滑作用。擠壓后管坯內外的紫銅包套采用酸洗去除。
我院工程中心的16.3 MN雙動臥式油擠壓機自安裝調試后,共采用φ120 mm擠壓筒擠壓各種規格鈦管坯500多噸,產品質量良好。為進一步提高純鈦管坯的生產率和成材率,試驗采用φ150 mm擠壓筒擠壓φ45×6 mm純鈦管坯,導致擠壓比從14.2升高至22.9。隨著擠壓比的提高,在生產過程中出現了許多質量問題,如:擠壓針粘銅粘鈦(如圖1所示),管坯內表面銅包套破損(如圖2所示),管坯內表面凹坑(如圖3所示),頻繁悶車(如圖4所示),壓余超厚等(如圖5所示)。并出現了批次性的管坯報廢問題,造成了很大的經濟損失。

▲圖1 擠壓針粘銅粘鈦

▲圖2 管坯內表面破損的銅包套

▲圖3 管坯內表面凹坑

▲圖4 悶車料

▲圖5 厚壓余
本文主要對熱擠壓工藝中的潤滑和包套工藝進行改進,采用一種新型水基潤滑劑,對潤滑工藝進行改進,進而對銅包套工藝進行改進,得到一種經濟效果良好的純鈦管坯熱擠壓工藝。
1 分析與討論
由于擠壓過程中鈦及其合金有強烈粘結擠壓工模具的特點,因此必須正確選擇熱擠壓用潤滑劑。對熱擠壓潤滑劑的要求是:在使用溫度下,摩擦因數小,附著能力強,高壓下摩擦表面保留一定厚度的潤滑層而不被擠掉,隔熱性好,能防止金屬溫降過快和工具過熱,擠壓后易去除,無公害[7]。
稀有金屬鈦及其合金管坯擠壓潤滑普遍采用半流體油基潤滑劑[7]。現擠壓生產中使用的油基潤滑劑成分配比為15%~25%(體積含量)石墨+汽缸油。石墨是一種優良的固體潤滑劑,摩擦因數較大,通常為0.05~0.19,其粘結膜最大可承受70 MPa的負荷,在空氣中短時間使用的最高溫度可達1 000℃[8]。汽缸油的缺點是耐壓性差,閃點低,其作用主要是粘合固體潤滑劑。汽缸油雖然能起到粘結作用,但將其涂抹在預熱后的擠壓筒和擠壓工模具表面時會產生大量有毒煙霧。
采用φ150 mm擠壓筒擠壓生產φ45×6 mm純鈦管,使擠壓力大幅增高,導致擠壓管坯內表面銅包套和擠壓針表面之間的摩擦力也大幅增高。由于擠壓錠坯內孔和擠壓針表面之間的工藝間隙很小,而油基潤滑劑中石墨的體積含量僅為15%~25%,加上擠壓針的輕微彎曲變形,使局部的潤滑膜更薄,導致潤滑效果不能滿足要求,因此需要解決更苛刻條件下的擠壓潤滑問題。
2 改進措施
2.1 采用新型水基潤滑劑改善潤滑條件
文獻[7]表明,通過改善潤滑條件可以進一步提高擠壓比。本文擬采用一種新型水基潤滑劑(8wt%石墨+14wt%MoS2+粘結劑和水)[9]替代現有的油基潤滑劑進行試驗。在擠壓前用噴槍均勻噴涂在預熱300~400℃的擠壓針表面,潤滑劑中的水分蒸發后剩余的固體潤滑劑就在擠壓針表面形成一層致密的雙組分固體潤滑膜。為盡量減小摩擦力,向該水基潤滑劑中摻雜一定數量摩擦因數更小的固體潤滑劑MoS2。與石墨的摩擦因數0.1~0.2相比,MoS2的摩擦因數更小,僅為0.06左右,與金屬表面的結合力更強,能形成一層很牢固的膜,2.5 μm厚的薄膜能承受2 800 MPa以上的接觸壓力,同時能承受40 m/s的摩擦速度[8]。在其它條件不變時,這層致密的雙組分固體潤滑膜含有的潤滑劑量是油基潤滑劑的4~7倍,取代了半流體潤滑膜。最大限度引入固體潤滑劑,將對改善潤滑條件起到非常重要的作用。
2.2 銅包套工藝改進
銅板是擠壓純鈦管坯所采用的一種主要輔助材料,在擠壓成本中占有很大的比重。目前純鈦管坯擠壓生產中通常采用銅包套進行防氧化和潤滑,對銅板的消耗很大,每擠壓100 t鈦管約需7 t包套用銅板,價值約為40~50多萬元。目前擠壓錠坯外包套采用0.8 mm壁厚的純銅板卷筒焊接而成,該銅包套擠壓后,延伸變薄并包覆在管坯內外表面,不能回收,需酸洗去除。銅包套在擠壓過程中除了防氧化的功能外,最大的作用就是改善潤滑,既然已通過使用水基潤滑劑使潤滑條件大幅改善,銅包套的壁厚就應該能適當減薄,這對節能降耗具有重要意義。
表1是內、外包套擠壓前后壁厚的計算數據,通過對比發現,當采用0.8 mm壁厚的銅板制作外包套時,擠壓后外表面銅包套壁厚明顯比內表面銅包套偏厚,但如果改用0.5 mm壁厚的銅板制作外包套,則內、外包套擠壓后壁厚相近,因此擬采用0.5 mm壁厚銅板進行試驗。

表1 內、外銅包套擠壓前后壁厚數據表
3 試驗驗證
3.1 新型水基潤滑劑的使用
大批量生產試驗發現,噴涂水基潤滑劑后,每次擠壓結束擠壓針表面烏黑發亮(如圖6所示),無粘銅粘鈦現象,不用修磨,去除了原有的頻繁修磨和更換擠壓針這一工序,節省了大量人力和時間。
噴涂水基潤滑劑后徹底消除了管坯內孔壓坑缺陷和內包套破損現象,內孔銅包套完好率達100%。產品內、外表面質量良好(如圖7、圖8所示)。與油基擠壓力曲線(如圖9(a)所示)相比,噴涂水基潤滑劑擠壓過程中擠壓力曲線由波動變為平穩(如圖9(b)所示)。

▲圖6 光滑的擠壓針表面

▲圖7 光滑的管坯外表面

▲圖8 光滑的管坯內表面

▲圖9 兩種潤滑劑的擠壓力曲線

▲圖10 薄壓余

▲圖11 表面有熱疲勞裂紋的擠壓針
以往壓余平均約為1.3 kg,且必須采用熱鋸鋸切后才能出料,造成管坯的定尺不夠,既降低了成材率,又降低了生產效率。現在壓余明顯減薄 (如圖10所示),質量穩定在0.1~0.3 kg之間,實現了100%頂斷出料,這使管坯成材率提高3%,生產效率提高近一倍,節約能耗約30%。
生產中發現,使用水基潤滑劑后,由于潤滑效果好,徹底消除了擠壓針的粘銅和彎曲、拉斷等早期失效現象。擠壓針經過長時間使用后表面出現正常的熱疲勞裂紋(如圖11),但仍能正常使用,最終以疲勞開裂失效。這充分發揮了擠壓針材料的潛力,使擠壓針的使用壽命至少提高4倍以上,制作費用下降75%以上。
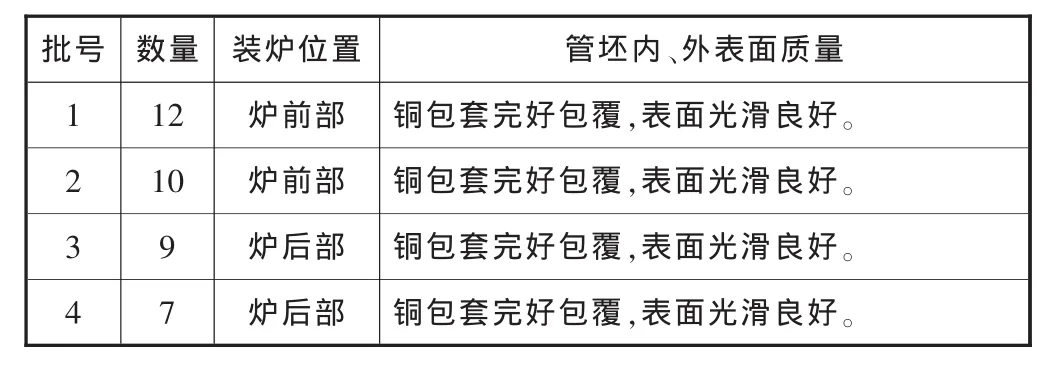
表2 采用0.5 mm壁厚銅板制作外包套試驗結果
采用水基潤滑劑和采用油基潤滑劑相比,潤滑劑成本下降80%以上,并且無油煙污染。工藝過程簡單易行、操作快捷簡便,可完全代替現用的油基潤滑劑。
3.2 銅包套工藝改進
試驗中隨機抽取了5個不同批號的擠壓錠坯,并通過不同裝爐部位(爐前部錠坯先出爐擠壓,爐后部錠坯后出爐擠壓,保溫時間多2.5~3 h)考核加熱時間對產品質量的影響,試驗方案和結果見表2。由表2中的統計數據可知,采用0.5 mm壁厚銅板制作外包套擠壓后包套完好率達100%,管坯內、外表面銅包套光滑良好。
4 結論
(1)將一種水基潤滑劑噴涂在擠壓針表面后,徹底消除了擠壓針表面粘銅粘鈦現象,進而消除了內孔銅包套破損現象和擠壓管坯內孔壓坑缺陷,使成材率提高3%,生產效率提高近一倍,節約能耗約30%。
(2)在采用水基潤滑劑潤滑擠壓針的基礎上,采用0.5 mm壁厚的薄銅板代替0.8 mm的厚銅板制作外包套,生產的管坯內外表面質量良好,工藝穩定可行,可節約銅材37.5%,經濟效益顯著。
[1] 鄧永生,何瑜,郝斌.純鈦管在我國電站的應用[J].腐蝕科學與防護技術,2001,13(增刊):511-513.
[2] 馬麗欣,高興國,楊建軍,等.鈦管材在換熱器中的應用[J].鈦工業進展,2003,20(5):109-110.
[3] 余存燁.鈦在煉油化工行業的應用前景[J].鈦工業進展,2004,21(3):9-13.
[4] 周佳宇,哈軍.鈦合金材料在艦船管系上的應用[J].材料開發與應用,2006(3):40-42.
[5] 賈如雷 計波.鈦材熱擠壓成形技術發展和應用現狀[J].世界有色金屬,2010(11):48-50.
[6] 日本鈦協會著.周連在譯.鈦材料及其應用[M].北京:冶金工業出版社,2008.
[7] 《稀有金屬材料加工手冊》編寫組.稀有金屬材料加工手冊[M].北京:冶金工業出版社,1984.
[8] 王毓民,王恒.潤滑材料與潤滑技術[M].北京:化學工業出版社,2005.
[9] 朱梅生,謝翀博,陳貴曾,等.一種熱擠壓用水基潤滑劑及其制備方法和使用方法 [P].中國專利:CN102010781A,2011-04-13.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
