檢測機械手的PLC控制*
2015-04-19 02:03:17張同懷
機械制造 2015年11期
關鍵詞:檢測
□ 張同懷
西安航空學院陜西省泵類裝備工程研究中心 西安 710077
目前,柔性制造系統 (Flexible Manufacturing System,FMS)由上位計算機和計算機管理軟件完成整個生產過程的控制,即完成工件生產、搬運,實現多種產品、批量和混合流動方式的自動化控制[1-3]。由PLC程序控制來完成該柔性制造系統的自動化運行[4-10],本文的檢測機械手是FMS系統中的一個重要單元,其主要承擔工件加工質量的檢驗。
1 檢測單元的結構組成
檢測單元的主要功能是,運用各類檢測傳感裝置對裝配好的工件成品進行全面檢測 (上蓋、銷釘的裝配情況,銷釘材質以及有無標簽等),并將檢測結果送至PLC進行處理,以此作為后續站控制方式選擇的依據(如分揀站依據標簽的有無;正、次品的判別;倉庫站依據銷釘的材質確定其庫位),其結構組成如圖1所示。
檢測單元由待檢工件、待檢工件上蓋、銷釘、多種傳感與檢測裝置(電感式傳感器、電容式傳感器、激光傳感器、色差傳感器等)、直線單元、工作指示燈等組成。為實現本單元的控制功能,配備了直流電機、電磁鐵等執行機構,檢測單元的檢測元件及控制機構安裝示意圖如圖2所示。
2 檢測機械手控制流程圖
檢測機械手控制流程如圖3所示。
(1)初始狀態。傳送電機處于靜止狀態,電磁吸鐵豎起禁行,工作指示燈熄滅。系統啟動運行后本單元紅色指示燈發光,傳送電機驅動,傳送帶開始運轉,并始終保持運行狀態(分單元運行時可選用與PLC運行/停止同狀態的特殊繼電器,保持傳送電機的運行狀態)。
(2)系統運行期間。①當托盤帶工件進入本站后,進行 3 s延時,綠色指示燈發光、紅色指示燈熄滅,產品檢測工作開始;②產品檢測工作開始 3 s后,電磁吸鐵吸合下落,放行托盤;③放行托盤 3 s后,電磁鐵釋放伸出,恢復禁行狀態。此時系統恢復初始狀態,紅色指示燈發光,綠色指示燈熄滅。

▲圖1 檢測單元的結構組成

▲圖2 檢測單元檢測元件及控制機構安裝示意

表1 檢測機械手工作狀態表
(3)系統規定。上蓋檢測:有上蓋為1,無上蓋為0;銷釘材質檢測:金屬為1,非金屬為 0;色差檢測:貼簽為1,未貼簽為0;銷釘檢測:穿銷為1,未穿銷為0。
上述過程中,對應的工作狀態見表1。

表2 檢測機械手單元對應PLC的I/O編號分配表
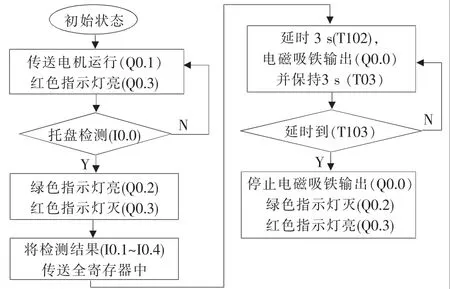
▲圖3 檢測機械手控制流程圖
檢測機械手單元對應PLC的I/O編號分配表見表2。
檢測機械手單元PLC控制接線圖如圖4所示。
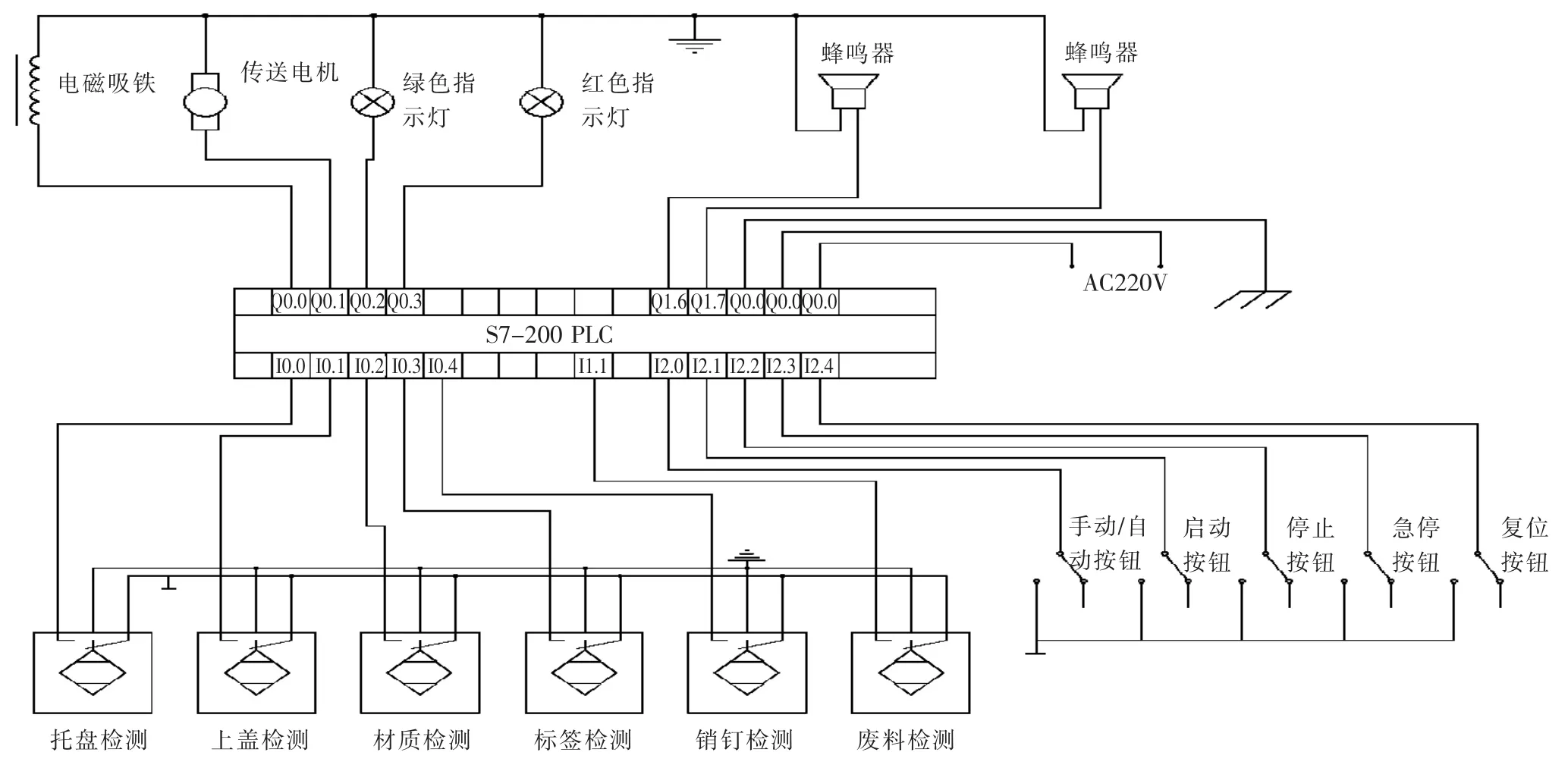
▲圖4 穿銷機械手單元PLC控制接線圖
3 結束語
設計的檢測機械手PLC程序控制線路,可靠性高,抗干擾能力強。經實驗驗證,完全達到了實際控制的要求,其控制方式值得廣泛推廣應用。
[1]王嘯東.PLC控制系統設計方法解析[J].自動化與儀器儀表, 2011(1):43-48.
[2]魯炳文,趙亮.PLC控制系統的干擾因素分析與抗干擾措施[J].工業儀表與自動化裝置,2011(3):97-99.
[3]李建軍.PLC控制系統干擾因素分析及抗干擾措施[J].甘肅科技,2011(18):32-33.
[4]張麗梅.排除PLC現場干擾問題的實踐 [J].山西焦煤科技, 2012(4):39-41.
[5]趙漢雨,劉存祥,霍治軍.全自動稱重式液體灌裝機設計[J].機電信息,2008(23):26-27.
[6]付又香.我國食品包裝機械的現狀與發展趨勢分析[J].湖南人文科技學院學報, 2009(2):72-73.
[7]胡曉宇. 用 PLC 控制步進電機 [J].電子制作,2008(11):31-32.
[8]何敏鋒,王兆安,鄭明,等.PLC順序功能圖SFC編程系統的設計與實現[J].工業控制計算機, 2008(3):78-79.
[9]李安琪.PLC在印刷機械設備上的應用 [J].電氣技術,2011(3):63-64.
[10]曾榮,江征風,李玉琳,等.一種藥液灌裝機進瓶機構控制系統的研究與設計[J].化工自動化及儀表,2010(6):90-92.
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48
