一種大承載、高精度工作臺C 軸消隙機構研究**
2015-04-25 05:14:48王偉順邵中喜卜明珠郭逸波
制造技術與機床 2015年3期
王偉順 邵中喜 卜明珠 郭逸波
(①齊重數控裝備股份有限公司,黑龍江 齊齊哈爾161005;②哈爾濱工業大學機電學院,黑龍江 哈爾濱150001)
回轉工作臺是立式數控車床、數控銑床、數控鏜床、加工中心等數控機床不可缺少的重要部件之一。數控重型銑車床、大型數控滾齒機是大型能源設備、大型港口設備、船舶及海洋工程等領域關鍵設備。大承載、高精度工作臺是該關鍵設備的核心部件,本文介紹的大型回轉工作臺主要技術參數指標達到:最大承載工件重量650 t;工作臺直徑Φ10 000 mm;工作臺進給轉速0.000 2 ~0.2 r/min;C軸分度精度±5″[1]。
1 C 軸進給傳動鏈誤差傳遞規律計算
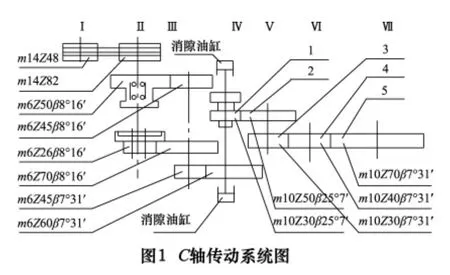
C軸進給傳動系統如圖1 所示,在傳動鏈中,傳動誤差由動力輸入環節向著末端執行元件傳遞和累積,最后集中反映到末端件上,使主軸產生運動誤差[2]。傳動誤差的計算,相似于運動位移的計算。
運動位移是在嚙合過程中由主動件傳給被動件的,并且只沿瞬時嚙合點處的公法線方向傳遞。由于兩傳動件在公法線方向上的瞬時速度分量相等,所以兩傳動件在嚙合點處的公法線方向上的瞬時位移量也應相等,誤差傳遞也是這樣。
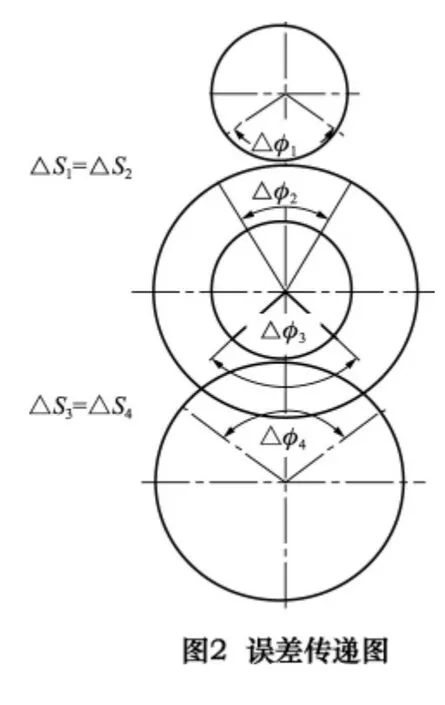
如圖2 所示,齒輪1對應于轉角誤差Δφ1的線性誤差ΔS1為:ΔS1= Δφ1×r1。其中,Δφ1為齒輪1的轉角誤差;r1為齒輪1 的回轉半徑。與齒輪1 相嚙合的齒輪2 也同時產生等值的線性位移,即ΔS2=ΔS1,同理ΔS2=Δφ2×r2,Δφ2=ΔS2/r2=Δφ1×r1/r2=Δφ1×I1。ΔS2為齒輪2 的線性誤差,Δφ2為齒輪2 的回轉半徑;I1為第一對嚙合齒輪的傳動比。同理,Δφ3=Δφ2=Δφ1×I1;ΔS3=Δφ3×r3=Δφ1×I1×r3;ΔS4=ΔS3=Δφ1×I1×r3=Δφ4×r4;Δφ4=ΔS4/r4=Δφ1×I1×r3/r4=Δφ1×I1×I2。
由此可見,各個運動件的誤差都按一定的傳動比依次傳遞。因此,整個傳動鏈中各傳動件的誤差反映到末端件(主軸)上總的轉角誤差為:

式中:Im為末端傳動副的傳動比;△φm為末端傳動件的轉角誤差。
根據以上原理及公式,C軸傳動裝置傳動鏈總的轉角誤差為:

式中:Δφ1為電動機軸上的同步帶輪轉角誤差;Δφ2、Δφ3,…,Δφ9分別為各級齒輪轉角誤差。由上面的原理及公式得出,傳動鏈中越靠近末端的齒輪對傳動鏈的精度影響越大。為此我們只計算傳動鏈末端兩級傳動齒輪的轉角誤差。其中,ΔS可以近似認為齒輪周節累積誤差,r為齒輪Δφ =ΔS/r回轉半徑,即齒輪分度圓半徑。圖1 中C軸傳動裝置上傳動鏈末端齒輪計算數據見表1。

表1 C 軸傳動裝置傳動鏈末端齒輪計算數據
將表1 中數據代入公式得出:
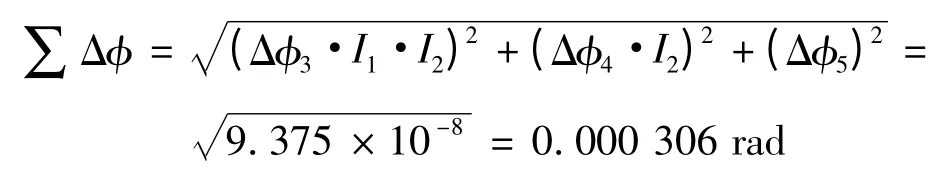
因此,C軸傳動裝置傳動鏈中各傳動件的誤差反映到末端工作臺轉角誤差近似為1'03″。由于以上計算△S取各齒輪傳動件最大周節累積誤差,因此C軸傳動裝置傳動鏈中各傳動件的誤差反映到末端工作臺轉角誤差要小于1'03″。
2 C 軸傳動裝置傳動鏈消隙油缸壓力計算
C軸傳動裝置消隙原理為:通過Ⅳ軸上2 個旋向相反齒輪,使C軸傳動鏈分成2 個相同的傳動鏈,即2個相同的傳動鏈末端的齒輪同時與大齒圈相嚙合,Ⅳ軸軸端設有油缸,通過油缸壓力油,使Ⅳ軸帶動2 個旋向相反齒輪向下移動,進而使與大齒圈相嚙合的齒輪產生方向相反微小轉動,這樣消除傳動鏈的間隙[3-4]。
工作臺主軸箱中2 個傳動鏈末端齒輪與齒圈接觸的示意圖見圖3,圖中,F1、F2分別為2 個齒輪對齒圈的作用力,F1與F1'、F2與F2'是作用力與反作用力,F為切削時作用于工作臺主軸上的力。
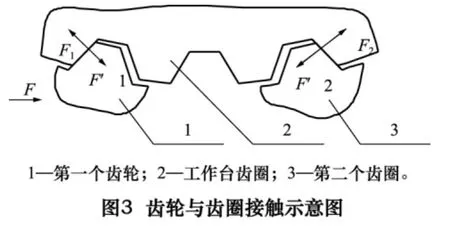
在沒有切削力作用的情況下,F1=F2是消隙油缸壓力傳遞到齒輪產生的。切削力作用后,F2增大而F1減小。切削力達到最大時,為保證工作臺的分度精度,要使第1 個齒輪和齒圈間的接觸力F1>0,即第1 個齒輪與齒圈保持接觸不產生間隙。消隙油缸壓力傳遞到齒輪的傳動鏈如圖1 所示。
下面求消隙油缸壓力P:已知C軸最大扭矩為50 kN·m,根據C軸傳動系統圖可以得出消隙油缸Ⅳ軸上齒輪1 的最大力矩,而消隙油缸壓力應克服此時最大力矩所產生的軸向力。齒輪1 是螺旋角為β 斜齒輪,根據圖4 ,由軸向力F導出切向力P'。

設齒輪1 的半徑為r1,作用在齒輪1 的最大負載力矩為M,則有:

M= 50 kN·m
式中:P為消隙油缸壓力;S為消隙油缸面積,S=πd2/4,d為油缸直徑,d=0.125 m,即S=0.012 2 m2;I為Ⅳ軸上的齒輪至工作臺齒圈的傳動比,I=30/50 ×30/70 =9/35;β 為斜齒輪1 的螺旋角,β = 25°7'30″;r1為齒輪1 的半徑,r1=0.165 68 m。
將以上數據代入得出:P=2.98 MPa。故消隙油缸的壓力最大為2.98 MPa。
3 C 軸傳動裝置消隙油缸行程計算
由上文知,C軸傳動裝置傳動鏈轉角誤差最大為1'03″(0.000 306 rad),因此消隙油缸行程L,與C軸傳動裝置傳動鏈末端工件臺最大轉角θ 的關系為
式中:I為Ⅳ軸上的齒輪至工作臺齒圈的傳動比,I=9/35;β 為斜齒輪1 的螺旋角,β = 25°7'30″=25.125°;L為消隙油缸行程;θ 為工作臺轉角,θ = 0. 000 306 r/min;r1為齒輪1 半徑,r1=0.165 68 m。
因此消隙油缸為消除工作臺轉角誤差1'3″(0.000 306 rad)所需的行程L為L=r1×θ/tanβ/I=0.165 68 ×35/9 ×0.000 306/tan 25.125 =4.1 ×10-4m=0.41 mm。
4 試驗方法、過程及實驗數據
(1)實驗裝置初始狀態下測量
根據裝配工藝,對消隙油缸油壓力進行合理調整,利用激光干涉儀對C軸分度精度進行測量。
測量分幾種情況進行,通過調整C軸消隙油缸的壓力,試驗在不同壓力下工作臺分度精度。見表2。
(2)利用數控系統進行反向間隙補償,重新測量在不同壓力下工作臺分度精度。見表3。
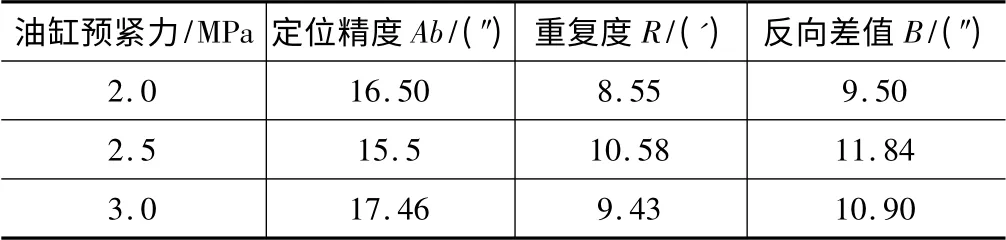
表2 不同壓力下工作臺分度精度
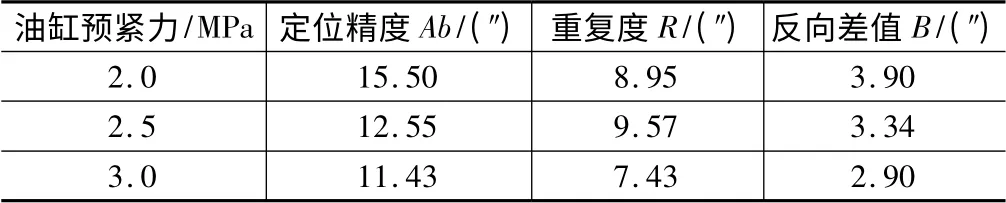
表3 反向間隙補償工作臺分度精度
5 結語
(1)通過計算得知,消隙油缸應施加2.98 MPa 的壓力,實際施加的壓力為3 MPa,可滿足機床工作臺主軸的分度精度;
(2)按各齒輪傳動件最大周節累積誤差計算,C軸傳動鏈中各傳動件的誤差反映到末端工作臺轉角誤差最大為1'03″。這與機床實際要求±8″相差很大,為達到機床的要求,必須控制C軸傳動鏈齒輪的加工精度;
(3)按工作臺最大轉角誤差1'03″計算,C軸傳動裝置消隙油缸行程最大為0.41 mm,機床C軸傳動裝置消隙油缸行程圖紙設計給定為10 mm;
(4)C軸傳動裝置沒施加預緊力時,機床工作臺主軸的分度精度變化很大。施加一定預緊力并進行反向間隙補償后,C軸定位精度最大為15.50 ″,重復度最大為9.57″,反向量差最大為3.9″。滿足設計精度指標,可應用于產品生產。
[1]Wang Weishun. Design and FEM analysis of a large turning table[J].Applied Mechanics and Materials,2014,2963(494):611 -615.
[2]Hong Maisheng,Su Hengli,Wei Zijun,et al. Accurate measurement of rotary machine axis center trace[J].Chinese Journal of Mechanical Engineering,2003,16(2):202 -204.
[3]張童.幾種消隙驅動結構在機床回轉工作臺上的應用[J].組合機床于自動化加工技術,2012(8):110 -112.
[4]王偉順,姜輝,婁曉鐘.數控高速立車可移動伺服進給分度機構:中國,CN200620022033.7[P].2007 -10 -31.
[5]邱宣懷.機械設計[M].北京:高等教育出版社,1990:177.
