TC4鈦合金薄壁帶筋錐形環輾軋充填規律
2015-04-28 02:56:34郭良剛楊合邸偉佳陳福龍朱帥
航空學報 2015年8期
關鍵詞:有限元
郭良剛,楊合,*,邸偉佳,陳福龍,朱帥
1.西北工業大學 凝固技術國家重點實驗室,西安 710072 2.中航工業北京航空制造工程研究所,北京 100024
各種材料和截面形狀的環件作為關鍵承載構件在工業領域具有重要應用[1-2]。鈦合金環件由于具有比強度高、耐蝕性好等特點[3-4],廣泛應用于航空發動機機匣等關鍵承載構件,在航空航天等重要領域具有廣闊的應用前景[5-6]。環件輾軋成形因可獲得隨形狀分布的金屬流線[7],并大大提高材料利用率[8],已成為實現航空航天高端環件高性能、輕量化與低成本制造的重要支撐技術。然而,鈦合金復雜異形環件因其截面形狀的復雜性,型槽充填不滿、截面輪廓難以精確成形,已成為該類環件精密輾軋面臨的瓶頸問題。因此,研究探明該過程關鍵因素對型槽充填質量的影響規律及金屬流動行為,是鈦合金復雜異形環件輾軋成形過程合理設計與優化控制迫切需要開展的重要研究課題。
有關異形環件輾軋成形的研究,Mamalis等[9]實驗研究了T形環件輾軋過程中壓下速度、摩擦條件、環坯形狀及孔型尺寸對環件截面充填行為的影響規律,該研究將環件輾軋過程簡化為簡單的平板擠壓過程,難以真實反映環件輾軋過程中金屬材料的流動規律;Lee等[10]提出基于等體積分配技術和極限軋比的輪輞復雜環件的多工步輾軋工藝,為難以采用單一工步成形的復雜異形環件輾軋型槽精確填充提供了思路;郭良剛等[11]探明了鈦合金錐形環輾軋過程應變場及溫度場對軋輥尺寸的響應規律與機理;馬義偉等[12]考慮GH4169合金異形環件輾軋過程的金屬流動、軋制力、溫度分布等優化了主輥轉速;Hua等[13]通過有限元仿真揭示了L形環件在冷輾軋過程的塑性變形區擴展規律;Kim等[14]分析了不同高度的環坯對外溝槽鋼環輾軋成形質量的影響;Tiedemann等[15]研究了內溝槽錐形環徑向軋制時的材料流動規律;Li等[16]闡明了T形環件冷輾軋過程每轉進給量對截面充填行為的影響規律,該研究提出了描述型槽充填質量的指標,為本文研究提供了重要參考。然而總的來說,目前有關異形環件輾軋成形的研究,大多針對截面相對簡單的非帶筋異形環件(比如錐形環件),這類環件輾軋過程的金屬流動主要發生在環件軸向和周向而不存在明顯的徑向金屬填充以成形筋條。
本文以某典型TC4鈦合金薄壁帶外筋錐形環輾軋為研究對象,首先分析提出影響材料充填行為的關鍵影響因素(即芯輥每轉進給量及軋輥尺寸),其次建立每轉進給量與芯輥進給速度和軋輥尺寸之間的數學關聯模型,進而通過ABAQUS的VUAMP子程序開發,建立實現以常每轉進給量進給的芯輥運動閉環控制有限元模型,最后揭示每轉進給量及軋輥尺寸對型槽充填質量的影響規律。這對于探明鈦合金等難變形材料復雜帶筋異形環件輾軋成形金屬流動規律以及過程和軋輥優化設計具有重要理論意義和應用價值。
1 異形環件輾軋材料充填行為的關鍵影響因素
1.1 每轉進給量
每轉進給量Δh是影響金屬流動規律的決定性因素[17],因此Δh是影響復雜異形環件輾軋充填行為的關鍵因素之一。同時,環軋過程通常采用三種芯輥進給規范[18-19],即常速進給、常每轉進給量進給和常直徑長大速度進給。本文基于每轉進給量為常數的芯輥進給方式,研究揭示Δh對復雜異形環件輾軋型槽充填質量的影響規律。然而,如何實現常每轉進給量進給是首先需要解決的關鍵問題,這需要建立芯輥進給速度和每轉進給量、環件瞬時半徑之間的數學模型。
令Δt為環件輾軋每轉輾軋時間,則芯輥進給速度為

式中:R為環件瞬時外半徑;ω1為驅動輥轉速;R1為驅動輥半徑。
將式(3)代入式(1)得

環件輾軋過程中ω1和R1通常為常數,若要實現常每轉進給量進給,即Δh為常數,則芯輥進給速度v僅與R有關,因此只需獲得環件瞬時外半徑R,便可確定相應時刻的芯輥進給速度v。
1.2 軋輥尺寸
軋輥尺寸與每轉進給量Δh共同決定了軋制變形區的形狀和大小,從而對金屬塑性流動產生重要影響。每轉進給量Δh為環件外表面進給量Δh1和內表面進給量Δh2之和[20]:

式(5)~式(7)中:R2為芯輥半徑;r為環件瞬時內半徑;L為軋輥與環件內外表面接觸弧沿進給方向投影長度的平均值。
由式(6)和式(7)得外內表面進給量之比為

由式(8)可知,若保持每轉進給量Δh不變,則軋輥尺寸R1和R2及環件內外半徑決定了Δh在環件內外表面的分配比例。為了提高型槽填充質量,對于外凸型(帶外筋)異形環件,希望將每轉變形量更多地分配于外表面,而對于內凸型(帶內筋)異形環件,則希望將每轉變形量更多地分配于內表面。由上述分析可知,軋輥尺寸也是影響異形環件輾軋充填行為的關鍵影響因素。
2 有限元模型
研究對象為某典型TC4鈦合金異形環件,其幾何形狀及尺寸如圖1(a)所示,圖1(b)所示為根據體積不變原理、形狀相似和截面相等原則設計的環坯幾何尺寸。該環件壁厚為25 mm,高度為280 mm,筋高為15 mm,高厚比達到11.2,筋高與壁厚比值達到0.6,同時環件下半部分帶有錐形,屬于典型的復雜薄壁異形環件。對于這類環件的輾軋成形,金屬流動異常復雜,型槽填充不滿、筋條形狀尺寸難以精確到位是面臨的瓶頸問題;同時,環件壁薄、剛度差,很容易失穩產生橢圓等成形缺陷,這對關鍵輾軋工藝參數的設計提出了極高的要求,也給有限元建模帶來了極大的挑戰。特別是如何實現芯輥以常每轉進給量進給、以及如何實現導向輥和錐輥的動態匹配運動控制,是該過程有限元建模要解決的關鍵問題。

圖1 TC4鈦合金薄壁帶筋錐形環件及其坯料示意圖Fig.1 Schematic diagrams of thin-walled and ribbed conical ring of TC4 titanium alloy and the corresponding blank
然而,考慮到顯式有限元計算的時間增量特性,通過有限元計算,可以獲得非常小的時間增量(可達10-6s)的各種物理量(如軋制力、環坯瞬時外徑、溫度等)的實時信息,若能建立這些實時信息與軋輥運動之間的數學模型,便可基于反饋控制原理,在有限元計算中實時采集這些信息用于實現軋輥運動的閉環反饋控制。據此,本文基于文獻[21-22]中環件輾軋過程有限元建模關鍵技術,通過建立導向輥、錐輥位置與環坯瞬時外徑的函數關系、以及芯輥進給速度與環坯瞬時外徑的函數關系(式(4)),采用ABAQUS/Explicit提供的VUAMP子程序,建立了實現芯輥、錐輥及導向輥閉環反饋控制的TC4薄壁帶筋錐形環輾軋有限元模型,如圖2所示。該模型既能實現芯輥以常每轉進給量進給,又能實現導向輥與錐輥運動的動態匹配控制。圖3所示為芯輥以常每轉進給量進給的閉環控制流程圖。

圖2 TC4鈦合金薄壁帶筋錐形環輾軋有限元模型Fig.2 FE model for thin-walled and ribbed conical ring rolling of TC4 titanium alloy

圖3 常每轉進給量閉環控制流程圖Fig.3 Flowchart of closed-loop control for constant feed amount per revolution
圖4 所示為根據表1中模擬計算條件得到的每轉進給量Δh=1,2,3,4 mm/r的時變曲線。可以看出,所建模型很好地實現了穩定軋制階段芯輥以常每轉進給量進給。圖5所示為每轉進給量Δh=1,2,3,4 mm/r時芯輥進給速度時變曲線,可以看出,要實現芯輥以常每轉進給量進給,芯輥進給速度必須隨時間逐漸減小,這與式(4)是相吻合的。
考慮到環件上端軸向高度較大,因而環件上端外徑受金屬軸向流動的影響較小可忽略,故本文通過比較環件上端外徑模擬預測值與根據體積不變計算的外徑值,來評估所建立的有限元模型對變形的預測精度,如圖6所示。可以看出,環件上端外徑的模擬值與計算值吻合良好,這表明所建有限元模型對變形具有足夠的預測精度。

圖4 每轉進給量時變情況Fig.4 Variation of feed amount per revolution with time

表1 TC4鈦合金薄壁帶筋錐形環輾軋模擬條件Table 1 Simulation conditions for thin-walled and ribbed conical ring rolling of TC4 titanium alloy

圖5 芯輥進給速度時變情況Fig.5 Variation of feed rate of mandrel with time

圖6 環件上端外徑模擬與理論計算值對比Fig.6 Comparison of simulation and theoretical calculation value of outer diameter of ring upper part
3 結果與討論
3.1 模擬計算條件
為了研究每轉進給量Δh、驅動輥半徑R1和芯輥半徑R2對型槽充填質量的影響規律,相應的模擬計算條件如下:
1)根據文獻[17]確定Δh的合理取值范圍為Δh∈(0.165,13.8)mm/r,在此范圍內選擇Δh=1,2,3,4 mm/r,其他參數取表1中的值,研究每轉進給量對材料充填質量的影響規律。
2)分別取R1=250,300,350,400 mm,并保持每轉進給量Δh=3 mm/r不變,其他參數取表1中的值,研究驅動輥半徑對材料充填質量的影響規律。
3)分別取R2=60,80,100,120 mm,并保持每轉進給量Δh=3 mm/r不變,其他參數取表1中的值,研究芯輥半徑對材料充填質量的影響規律。
3.2 型槽充填質量評價指標
圖7所示為TC4薄壁帶筋錐形環件輾軋型槽充填過程示意圖,所設計型槽的深度比筋條高度大2 mm,以提供后續筋條加工余量。根據文獻[18],采用型槽填充率QS評價型槽填充質量,QS的定義為

式中:Sf為充入型槽的金屬截面面積;S0為型槽截面面積,如圖8所示。QS越大表明型槽充填質量越好。
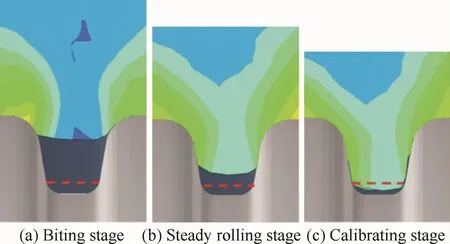
圖7 帶筋錐形環輾軋型槽充填過程Fig.7 Filling process during ribbed conical ring rolling

圖8 型槽充填率示意圖Fig.8 Diagram of filling ratio at groove
考慮到型槽入口處變形程度通常非常大且極為不均勻,因而是產生裂紋的危險區域。因此若該區域的變形越小越均勻,表明型槽填充質量越好。因此,本文采用型槽入口處等效塑性應變(PEEQ)及其標準差SDP(Standard Deviation of Plastic Strain)來評估型槽入口處變形大小及均勻性,等效塑性應變和SDP值越小,表明應變越小且分布均勻、填充效果好。
3.3 每轉進給量對充填質量的影響規律
圖9和圖10所示分別為不同每轉進給量Δh下型槽充填示意圖及充填率QS的變化規律。可以看出,隨著Δh增大,型槽充填率QS先增大后減小。這是因為:隨著Δh增大,軋輥與環坯接觸面積增大,因而塑性變形區增大,這有利于促進金屬的徑向流動及型槽的充填,因而QS逐漸增大;但當Δh增大到一定程度時,環件輾透情況得到改善,更有利于金屬沿周向流動使環件長大,這就抑制了金屬的徑向流動,不利于型槽的充填,因而QS開始減小。這表明,存在一個最佳的每轉進給量Δh最有利于型槽填充。

圖9 不同Δh下型槽充填情況Fig.9 Filling contours at groove with differentΔh

圖10 不同Δh下Q S的變化規律Fig.10 Q S with differentΔh
圖11 為不同每轉進給量Δh下等效塑性應變及其分布均勻性指標SDP的變化規律曲線。由圖可知,隨著Δh增大,等效塑性應變及其分布均勻性指標SDP均逐漸下降,這表明型槽區域變形程度減小且分布更均勻,因而有利于提高型槽充填質量。這是因為:隨著Δh增大,塑性變形區增大,改善了環件鍛透情況,有利于變形均勻。

圖11 不同Δh下等效塑性應變及分布均勻性變化規律Fig.11 PEEQ and SDP with differentΔh
3.4 軋輥尺寸對充填質量的影響規律
圖12 和圖13分別為不同驅動輥半徑R1下型槽充填示意圖及充填率QS的變化規律。可以看出,隨著R1增大,QS逐漸減小,不利于型槽充填。這主要是因為:由式(8)可知,當保持Δh、R2不變時,環件外側每轉進給量Δh1隨R1增大而減小,這就意味著分配到環件外側的變形量減小,因而不利于型槽的充填。
圖14和圖15分別為不同芯輥半徑R2下型槽充填示意圖及充填率QS的變化規律。可以看出,隨著R2增大,QS基本呈增大趨勢,有利于型槽填充。這是因為:由式(8)可知,當保持Δh、R1不變時,環件內側每轉進給量Δh2隨R2增大而減小,這意味環件外側每轉進給量Δh1增大,因而有利于型槽的充填。

圖12 不同R 1下型槽充填情況Fig.12 Filling contours at groove with different R 1

圖13 不同R1下Q S的變化規律Fig.13 Q S with different R 1

圖14 不同R 2下型槽充填情況Fig.14 Filling contours at groove with different R2

圖15 不同R 2下Q S的變化規律Fig.15 Q S with different R 2
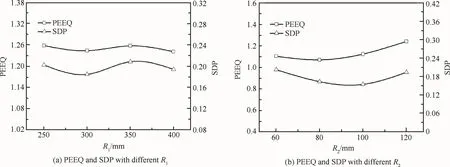
圖16 不同R 1和R 2下型槽入口處變形及分布均勻性變化規律Fig.16 PEEQ and SDP at groove with different R1 and R2
文獻[18]針對內凸型(帶內筋)異形環件輾軋過程充填規律的研究表明,軋輥尺寸對充填質量的影響與本文外凸形(帶外筋)異形環件輾軋的結果正好相反。這表明:在每轉進給量Δh不變的前提下,驅動輥半徑R1越大,芯輥半徑R2越小,越利于變形分布于環件內表面,從而有利于帶內筋異形環件的型槽充填成形;反之,則有利于帶外筋異形環件的型槽充填成形。
圖16為不同驅動輥半徑R1和芯輥半徑R2下,型槽入口處等效塑性應變及其分布均勻性指標SDP的變化規律。可以看出,R1和R2對型槽入口處變形及其分布均勻性的影響不顯著。
4 結 論
1)基于ABAQUS/Explicit平臺,通過VUAMP子程序開發建立了以常每轉進給量進給的芯輥運動閉環控制的TC4鈦合金薄壁帶筋錐形環輾軋有限元仿真模型;闡明了影響異形環件輾軋過程型槽填充行為的關鍵影響因素為芯輥每轉進給量及軋輥尺寸。
2)獲得了每轉進給量Δh對異形環件輾軋型槽充填率QS、型槽入口處變形及均勻性的影響規律。結果表明:隨著Δh增大,QS先增大后減小,表明存在一個最佳Δh最利于充填;隨著Δh增大,型槽入口區域變形越小且分布越均勻,可有效防止該區域產生裂紋缺陷。
3)揭示了軋輥尺寸對異形環件輾軋充填質量的影響規律與機制。結果表明:在Δh不變的前提下,驅動輥半徑R1越大,芯輥半徑R2越小,越利于帶內筋異形環件的充填成形,反之越有利于帶外筋異形環件的充填成形,其根本機制在于軋輥尺寸的改變影響了每轉變形量在環件內、外表面的分配比例。
[1] Allwood J M,Tekkaya A E,Stanistreet T F.The development of ring rolling technology[J].Steel Research International,2005,76(2-3):111-120.
[2] Allwood J M,Tekkaya A E,Stanistreet T F.The development of ring rolling technology—Part 2:Investigation of process behaviour and production equipment[J].Steel Research International,2005,76(7):491-507.
[3] He S L,Ma B J,Ding S Q,et al.The rolling technology of titanium and its alloy ring[J].Titanium Industry Progress,2006,23(4):27-30(in Chinese).何書林,馬寶軍,丁珊奇,等.鈦及鈦合金環材軋制技術[J].鈦工業進展,2006,23(4):27-30.
[4] Zhang D Z,Zhu F,Yang Z,et al.Manufacturing process of large-scale rings made of titanium alloy Ti-4Al-0.005B[J].Titanium Industry Progress,2003,20(6):26-27(in Chinese).張德昭,朱峰,楊昭,等.Ti-4Al-0.005B鈦合金大型環件的研制[J].鈦工業進展,2003,20(6):26-27.
[5] Yeom J T,Kim J H,Park N K,et al.Ring-rolling design for a large-scale ring product of Ti-6Al-4V alloy[J].Journal of Materials Processing Technology,2007,187-188:747-751.
[6] Neminathan P V,Velpari M S,Rao S R A,et al.Development of ring forgings in Ti-6Al-4V alloy for aero-engine applications[J].Transactions of Indian Institute of Metals,2008,61(5):355-361.
[7] Giorleo L,Ceretti E,Giardini C.Energy consumption reduction in ring rolling processes:A FEM analysis[J].International Journal of Mechanical Sciences,2013,74:55-64.
[8] Zhou G,Hua L,Qian D S.3D coupled thermo-mechanical FE analysis of roll size effects on the radial-axial ring rolling process[J].Computational Materials Science,2011,50:911-924.
[9] Mamalis A G,Hawkyard J B,Johnson W.Spread and flow patterns in ring rolling[J].International Journal of Mechanical Sciences,1976,18(1):11-16.
[10] Lee K H,Ko D C,Kim D H,et al.Design method for intermediate roll in multi-stage profile ring rolling process:The case for excavator idler rim[J].International Journal of Precision Engineering and Manufacturing,2014,15(3):503-512.
[11] Guo L G,Chen J H,Yang H,et al.Response rules of strain and temperature fields to roll sizes during hot rolling process of TC4 titanium alloy conical ring[J].Acta Aeronautica et Astronautica Sinica,2013,34(6):1463-1473(in Chinese).郭良剛,陳建華,楊合,等.TC4鈦合金錐形環熱輾軋應變及溫度場對軋輥尺寸的響應規律[J].航空學報,2013,34(6):1463-1473.
[12] Ma Y W,Wang Z H,Liu D,et al.Optimization of rotational speed of main roll in profiled ring rolling of GH4169 alloy[J].Acta Aeronautica et Astronautica Sinica,2011,32(8):1555-1562(in Chinese).馬義偉,王志宏,劉東,等.GH4169合金異形環件軋制過程的最優主輥轉速[J].航空學報,2011,32(8):1555-1562.
[13] Hua L,Qian D S,Pan L B.Deformation behaviors and conditions in L-section profile cold ring rolling[J].Journal of Materials Processing Technology,2009,209(11):5087-5096.
[14] Kim K H,Suk H G,Huh M Y.Development of the profile ring rolling process for large slewing rings of alloy steels[J].Journal of Materials Processing Technology,2007,187-188:730-733.
[15] Tiedemann I,Hirt G,Kopp R,et al.Material flow determination for radial flexible profile ring rolling[J].Production Engineering,2007,1(3):227-232.
[16] Li L Y,Yang H,Guo L G,et al.Research on interactive influences of parameters on T-shaped cold ring rolling by 3D-FE numerical simulation[J].Journal of Mechanical Science and Technology,2007,21(10):1541-1547.
[17] Guo L G,Yang H,Zhan M.Research on plastic deformation behaviour in cold ring rolling by FEM numerical simulation[J].Modelling and Simulation in Material Science and Engineering,2005,13(7):1029-1046.
[18] Li L Y.Study on the key problems in profiled cold ring rolling process[D].Xi’an:Northwestern Polytechnical University,2009(in Chinese).李蘭云.異形環件冷輾擴成形過程中的關鍵問題研究[D].西安:西北工業大學,2009.
[19] Hua L,Zuo Z J,Lan J,et al.Control method design for feed rate of idle roller in cold ring rolling[J].China Mechanical Engineering,2006,17(9):953-957(in Chinese).華林,左治江,蘭箭,等.環件冷輾擴芯輥進給速度規范設計[J].中國機械工程,2006,17(9):953-957.
[20] Hua L,Huang X G,Zhu C D.Theory and technology of ring rolling[M].Beijing:Mechanical Industry Press,2001:7-9(in Chinese).華林,黃興高,朱春東.環件軋制理論和技術[M].北京:機械工業出版社,2001:7-9.
[21] Wang M,Yang H,Sun Z C,et al.Analysis of mechanical and thermal behaviors in hot rolling of large rings of titanium alloy using 3D dynamic explicit FEM[J].Journal of Materials Processing Technology,2009,209(7):3384-3395.
[22] Zhu S,Yang H,Guo L G,et al.Research on the effects of coordinate deformation on radial-axial ring rolling process by FE simulation based on in-process control[J].International Journal of Advanced Manufacturing Technology,2014,72(1-4):57-68.
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
數學物理學報(2022年4期)2022-08-22 04:09:28
減速頂與調速技術(2020年4期)2020-11-22 07:20:26
上海節能(2020年3期)2020-04-13 13:16:16
石油化工建設(2019年6期)2020-01-16 08:03:42
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
鍛壓裝備與制造技術(2016年3期)2016-06-05 09:36:08
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18