不銹鋼藥芯焊絲焊接電弧氣氛的光譜分析
2015-05-03 09:14:08張軍強李志勇劉富強任杰亮
中國測試 2015年11期
關鍵詞:不銹鋼
張軍強,李志勇,劉富強,任杰亮
(1.山西省產品質量監督檢驗研究院,山西 太原 030012;2.中北大學材料科學與工程學院,山西 太原 030051)
0 引 言
不銹鋼具有耐蝕、使用壽命長、結構安全等特點,在工業中的應用日益廣泛[1]。我國不銹鋼生產和使用量近五年來一直居于世界首位,約占世界總量的40%。與此同時,不銹鋼產品的焊接材料也在迅猛發展。其中,藥芯焊絲與傳統實心焊絲相比,具有可大電流施焊,焊接效率高,適合全位置焊接,作業性能好,焊接質量高,工藝性好等優點,因此得到推廣應用[2]。21世紀以來,我國不銹鋼藥芯焊絲的發展極為迅速;但不銹鋼藥芯焊絲在應用中,存在焊接電弧氣氛引起的重金屬煙塵污染問題,制約了其推廣和使用[3]。到目前為止,日本、韓國等藥芯焊絲生產大國都逐漸意識到這一問題,極力開發低煙塵的藥芯焊絲[4]。要解決上述問題,首先要對焊接電弧氣氛進行研究和監測,進而控制煙塵中重金屬污染物。
到目前為止,還缺乏有效的不銹鋼藥芯焊絲電弧氣氛污染物種類的檢測方法和手段,國內外工業中采用的仍是較落后的煙塵收集和稱重法,只能簡單評價藥芯焊絲對環境的影響。該方法僅簡單稱量煙塵的重量,對污染物種類、粒度、成分需要依賴大量后續分析工作;而且設備龐大笨重,收集成本高、檢測周期長;對電弧氣氛中懸浮顆粒之外的其他形式污染,(如Cr、Ni、Mn等高價重金屬離子的金屬蒸汽,這些以氣體狀態存在的嚴重污染)卻無法有效檢測[5],很難滿足不銹鋼焊接制造對在線環境監測和評價的要求。一些研究者嘗試采用激光散射法來監測焊接污染物的信息,但這種方法也僅能對污染物粒徑進行檢測,無法實現電弧氣氛中污染物種類(如Cr、Ni)的檢測[6]。因此,一種能夠快速有效反映焊接電弧氣氛變化的檢測方法成為迫切需求。
焊接電弧輻射蘊含豐富的焊接過程信息,在焊接過程測控、電弧溫度診斷、電弧高速攝像等方面得到廣泛應用[7-9]。但到目前為止,研究者還未將其用于不銹鋼藥芯焊絲電弧氣氛的檢測;這主要是由于不銹鋼焊接的藥芯成分復雜,研究者對于不銹鋼藥芯焊絲的電弧光譜的認識還遠遠不足[10]。因此,有必要對不銹鋼藥芯焊絲焊接電弧的輻射進行研究,對電弧輻射光譜的復雜成分進行標定,并對焊接電弧光譜的變化規律進行研究,為不銹鋼藥芯焊絲電弧氣氛的有效監測提供研究基礎。

表1 不銹鋼藥芯焊絲化學成分 %

表2 焊接工藝參數
1 試驗方法
本試驗的采集裝置如圖1所示,在逆變電源供電下,實現穩定的焊接電弧。采用自主開發的同步采集裝置,對焊接電弧的光譜信息和電信號進行采集。采集到焊接電弧光譜和焊接過程的電信號被快速存儲到計算機中,用來進行分析和研究。
本實驗采用的光譜儀為荷蘭Avaspec-2048FT-2光纖式數字光譜儀,光纖雙通道輸入,可以對200~1100nm波段范圍的光譜進行采集,分辨率達0.3nm,盔甲包裝的Y字型光纖保證了光譜信號的同步同點采集;在外部觸發模式下,可以周期性實現光譜信息的采集;本研究采用此模式對焊接過程的光譜信息進行采集。除此之外,光譜儀還可實現多達8個特征譜段積分強度的同步采集,便于信息的融合和特征信號的提取。
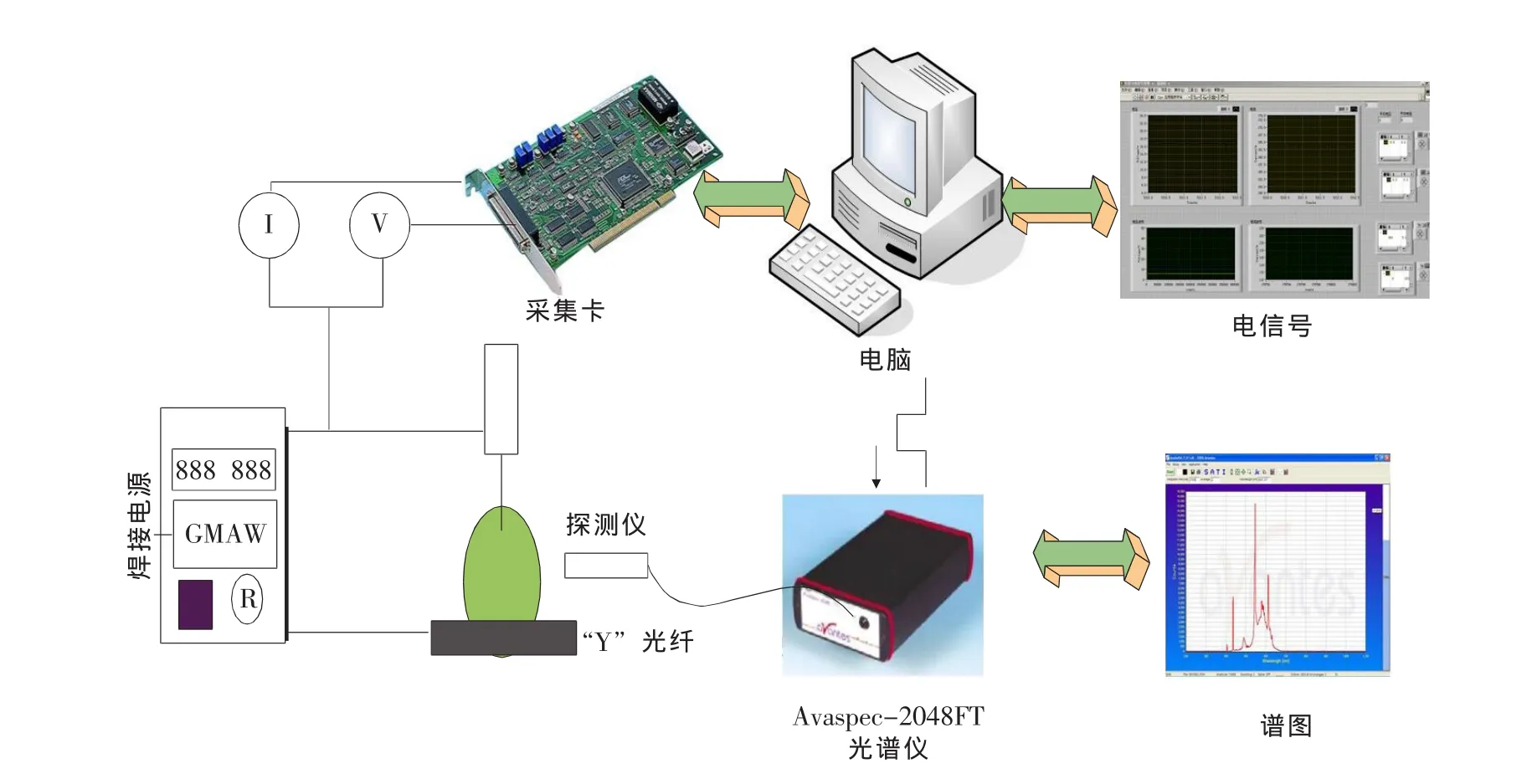
圖1 同步采集試驗裝置圖
本實驗采用的焊接電源為NB-500氣保焊機,純氬保護,本研究采用不銹鋼藥芯焊絲為E309LT0-1(焊絲成分如表1所示),直徑為1.2mm,保護氣流量16L/min。
為了研究在不同過渡形態下光譜的分布及其變化規律,焊接試驗參數如表2所示。采用不同的焊接參數進行施焊,從而研究不同焊接狀態下的焊接電弧光譜。
對于某一參數下的焊接過程,通過光譜儀周期采集焊接瞬時的光譜分布特征;再將采集到的大量瞬時光譜分布信息對比,得到典型的分布狀態,進一步結合電弧物理對光譜信息進行分析,對產生的典型分布狀態和變化規律給予合理的物理解釋。
2 電弧氣氛的光譜元素標定
圖2、圖 3 分別給出了 250~600nm,600~900nm采集到的光譜圖,其對應的焊接參數為28V,240A,此時得到的譜線圖強度既不飽和,也不會過弱,有利于元素譜線的標定。本研究也對其他參數條件下的大量光譜數據進行了標定,結果表明元素種類基本一致,只是強度有差異。
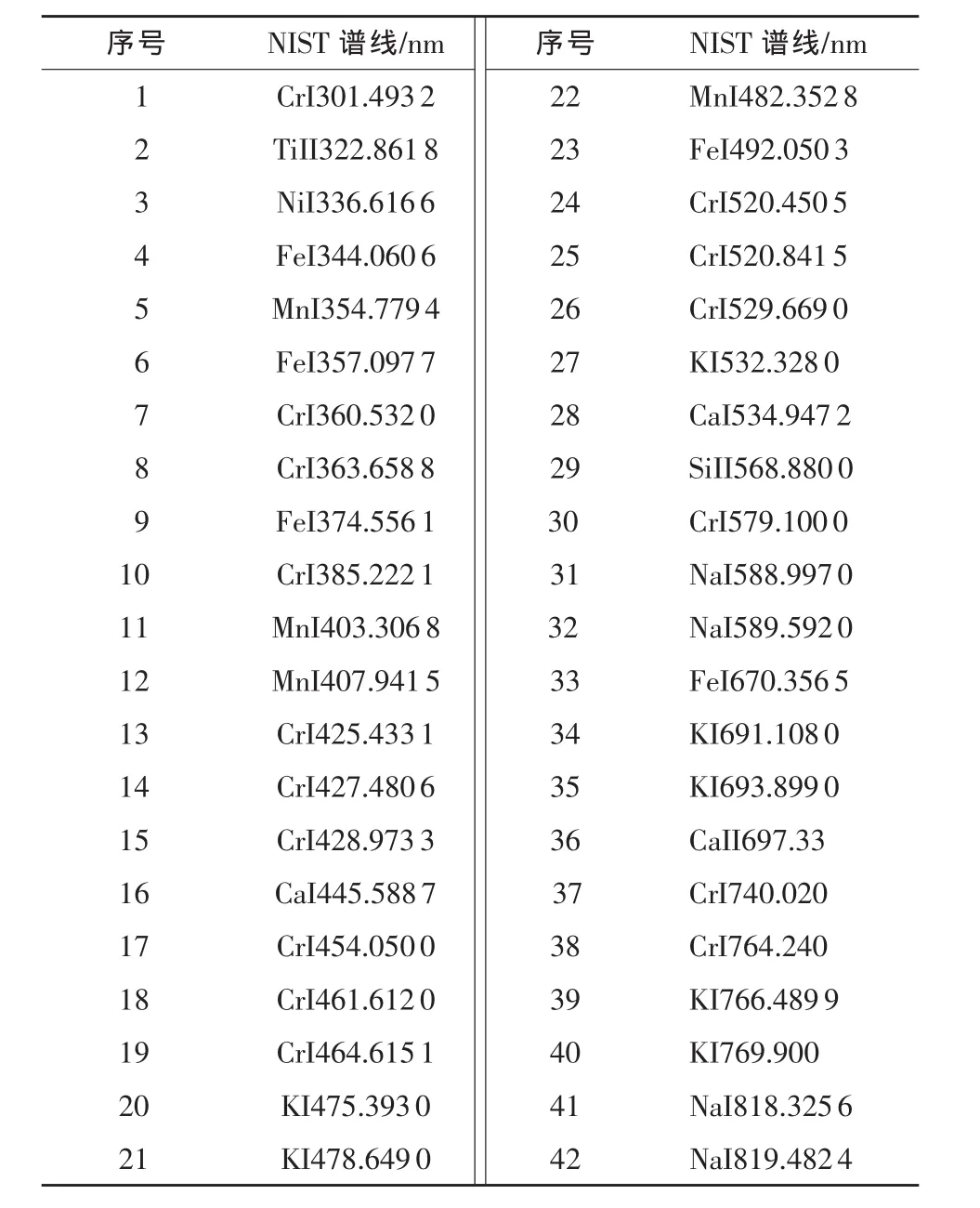
表3 不銹鋼藥芯焊絲電弧光譜標定結果
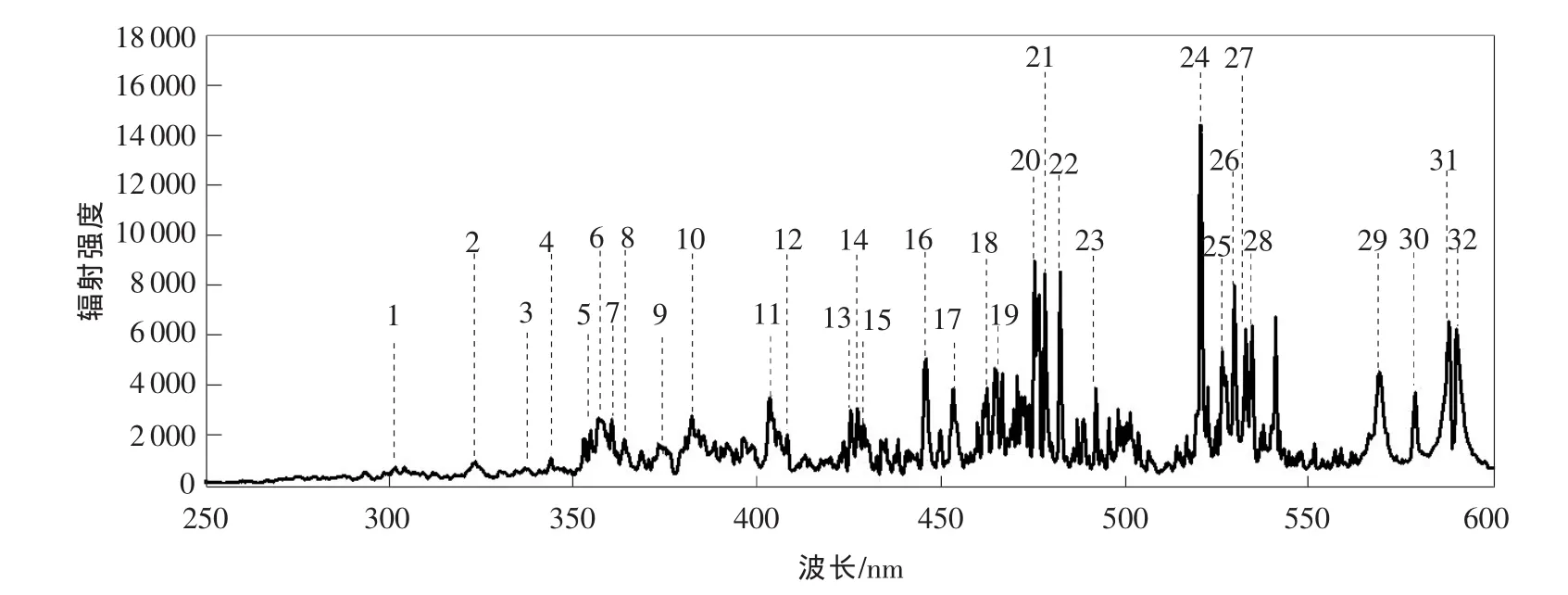
圖2 不銹鋼藥芯焊絲電弧在250~600nm的光譜圖
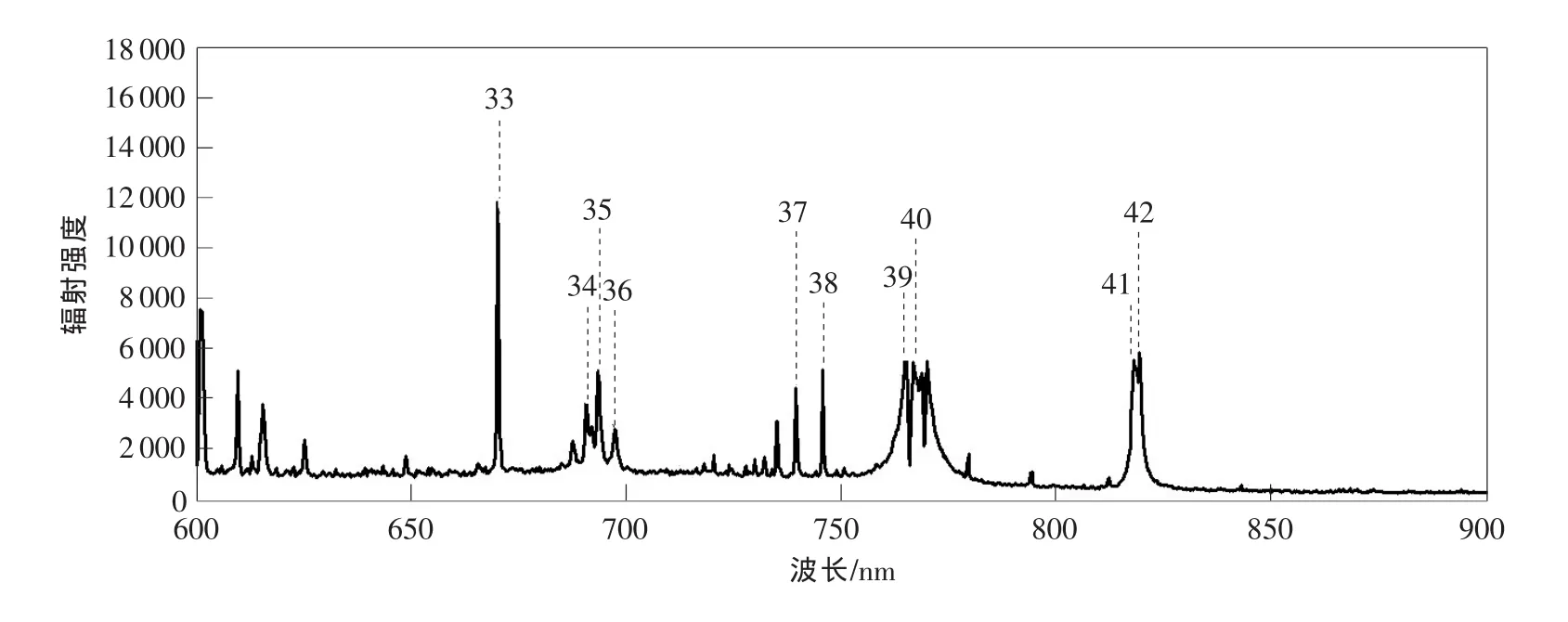
圖3 不銹鋼藥芯焊絲電弧600~900nm的光譜圖
為了對不銹鋼藥芯焊絲的電弧氣氛進行分析,對采集到的電弧光譜信息,參照美國標準局(NIST)的譜線數據庫進行了對比標定。由于藥芯焊絲的譜線眾多,分析時采用電弧物理理論分析、元素成分分析、元素多譜線確認等逐一篩選的方法進行標定。最終標定結果與NIST的對照譜線數據如表3所示。
由表3的標定結果可知,E309LT0-1藥芯在250~350nm 譜段,主要有 CrI、FeI、NiI、TiII等譜線。 在350~450 nm譜段范圍內,E309LT0-1焊絲譜線有MnI、FeI、CrI等譜線;可以發現,在此區間存在較集中的CrI和MnI譜線群。在450~510 nm譜段范圍內,E309LT0-1 焊絲的譜線由 CrI、MnI、KI等元素構成,其中出現了較多的CrI譜線。在510~610 nm范圍內,E309LT0-1 焊絲的譜線成分由 CrI、KI、CaI、SiII、NaI等譜線構成。 在 610~750nm 范圍內,以 KI、CrI、FeI譜線為主。在 750~900nm 譜段,主要存在 KI、NaI譜線。對E309LT0-1藥芯焊絲的成分和光譜的對比分析表明:焊絲中的主要成分Cr、Fe、Mn均在電弧中產生大量的金屬譜線。除此之外,焊絲藥芯中存在的大量穩弧劑、造渣劑等,也是焊接電弧中產生譜線的主要成分來源[11],由譜線分析可知,Ca、K、Na、Cs等易于電離的元素,產生了大量線譜,主要分布在500nm以上的譜段中。
由上述分析可知,焊接電弧氣氛除了Ca、Na、K、Fe等,還存在大量重金屬Cr的成分,這與低碳鋼藥芯焊絲的成分存在較大差別,會對環境造成較大污染。
3 電弧光譜的變化特點
在焊接過程中,電弧會隨著焊接參數和焊接穩定性的變化而變化,進而引起電弧輻射的變化。這種電弧輻射光譜的變化,與電弧溫度、電弧氣氛的元素濃度均存在直接聯系,因此,有必要對焊接過程中,不銹鋼藥芯焊絲的電弧光譜變化特點和規律進行研究,本研究按照表2所示的焊接參數,通過大量連續采集焊接過程中光譜,研究其變化規律。由于不同的焊接參數其光譜變化規律基本相同,因此在此選擇一組參數進行分析(20V,160A)。
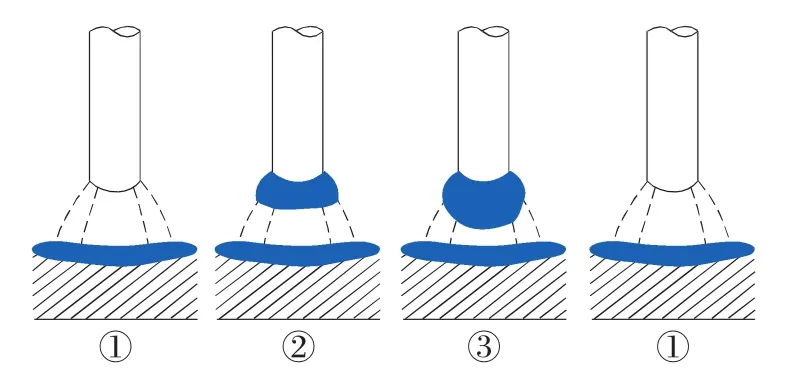
圖4 熔滴過渡過程

圖5 幾種狀態下電弧光譜的變化對比圖(20V,160A)
如圖4所示,在同一設定參數下,由于熔滴過渡的影響,電弧會隨著熔滴過渡產生波動,電弧的狀態處于不斷變化中,此時電弧氣氛組成的變化,都是焊接過程中的正常變化,這種變化通過光譜反映出來,可用來檢測氣氛濃度在焊接過程中的動態變化值。換言之,僅需要控制焊接參數相同即可,對于正常焊接過程中的電弧變化,是不需要控制的;在同一焊接參數下,可以通過其特征譜線輻射強度的平均值來對比檢測不同不銹鋼藥芯焊絲電弧污染物。其動態變化數值可以評價在具體某一焊接過程中各個瞬時的電弧氣氛變化。
圖5給出了一組參數下的4個不同焊接狀態下光譜的變化。可以看出,在焊接過程中,由于焊接電弧的波動,會造成電弧輻射光譜的變化,也反映出電弧氣氛和狀態的變化。根據電弧的物理基礎,可以得知電弧中特征元素譜線的強度與電弧溫度、電弧中氣氛的濃度存在很大關系。而在穩定的噴射過渡焊接過程中,電弧溫度的變化并不大;因此,輻射光譜的強度與電弧氣氛中元素的濃度存在很大關系。
對比圖5的4種電弧狀態可知,電弧輻射的強度隨著電弧狀態的不同,其整體輻射出現波動,對應的線譜輻射也隨之發生強度變化,但輻射線譜的種類基本一致。在同一焊接參數下,可以通過其特征譜線輻射強度的平均值來對比檢測不同不銹鋼藥芯焊絲電弧污染物。其動態變化值可評價在具體某一焊接過程中各個瞬時的電弧氣氛變化。
具體到元素種類譜線而言,Ca、K、Na等藥芯成分的譜線強度隨電弧波動的變化較均勻,在輻射強度較低時仍能具有一定強度的線譜輻射。而Fe、Cr等焊絲成分的電弧光譜強度變化較大,當電弧輻射變小時會明顯減弱,其中730~750 nm的CrI線譜更明顯。這主要是由于藥芯成分中的K、Na等具有較低的電離電位,在電弧輻射較弱時,仍保持較高的電離濃度,因而具有較強輻射。而Cr、Fe等則相對較弱。由此可見,增大藥芯焊絲中低電離電位元素的成分比例,不僅有助于電弧的穩定性,也有助于采用較小工藝參數時,減小電弧氣氛中Cr等重金屬污染物的濃度。
4 結束語
本文對不銹鋼藥芯焊絲的電弧光譜輻射進行了光譜分析和研究,主要結論如下:
1)焊接電弧氣氛除了 Ca、Na、K、Fe 等,還存在大量重金屬Cr的成分,每個元素均具有特征線譜。
2)電弧輻射光譜強度隨著電弧狀態的不同而變化,Ca、K、Na在輻射強度較弱時仍具有一定線譜強度,而Cr、Fe等變化更明顯。
[1]王元清,袁煥鑫,石永久,等.不銹鋼結構的應用和研究現狀[J].鋼結構,2010,25(2):1-12.
[2]王元良,陳輝.藥芯焊絲焊接材料的發展[J].電焊機,2008,38(4):1-8.
[3]裴新軍,潘川,何志勇,等.不銹鋼藥芯焊絲中藥粉的作用[J].焊接技術,2012,41(11):1-4.
[4]栗卓新,高麗脂,李國棟.不銹鋼焊接煙塵中Cr(VI)及環保型焊材的研究進展[J].中國材料進展,2013,32(4):249-253.
[5]胡光明.焊接煙塵濃度檢測與研究[J].金屬加工,2011(20):45-46.
[6]李桓,陳埒濤,宋永倫,等.基于激光散射法的焊接煙塵粒徑測量[J].電焊機,2005,35(3):9-12.
[7]Ogawa Y.High speed imaging technique Part 1-high speed imaging of arc welding phenomena[J].Science&Technology of Welding&Joining,2011,16(1):33-43.
[8]Li Z Y,Wang B,Ding J B.Detection of GTA welding quality and disturbance factors with spectral signal of arc light[J].Journal of Material Processing Technology,2009,209(10):4867-4873.
[9]Yu H, Xu Y, Song J.On-line monitor of hydrogen porosity based on arc spectral information in Al-Mg alloy pulsed gas tungsten arc welding[J].Optics&Laser Technology,2015,70(7):30-38.
[10]Jia C, Zhang T, Yuri S M.Spectroscopic analysis of the arc plasma of underwater wet flux-cored arc welding[J].Journal of Materials Processing Technology,2013,213(8):1370-1377.
[11]王祿田,潘川,佟淑英,等.減少藥芯焊絲飛濺的途徑[J].物理測試,2002(2):14-15.
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
