盾構刀具關鍵技術及其最新發展
2015-05-06 07:07:26陳饋
隧道建設(中英文) 2015年3期
陳 饋
(盾構及掘進技術國家重點實驗室,河南 鄭州 450001)
0 引言
盾構刀具是盾構掘進系統的關鍵部件,在掘進過程中容易損壞,需要經常更換,其使用壽命的長短不僅與刀具制造質量有關,還與地質情況、刀盤結構、刀具配置、掘進參數及維護等因素有關。因此,刀具技術涉及到制造、選擇、管理、維護,每一環節對盾構工程施工的安全性、可靠性和經濟性都有重要影響,刀具技術的進步對促進盾構的高效與安全施工起著重要作用。前人關于盾構刀具已有較多的研究成果,主要集中于盾構刀具破巖機制、刀具磨損機制及應對措施、刀具材料及制造工藝、刀具布置方法及地質適應性研究等方面。如:宋克志等[1]、夏毅敏等[2]分別對刀具破巖過程、刀具與巖石相互作用機制、最優破巖刀間距等進行了研究;張耘獲等[3]、夏曉中[4]分別研究了盾構刀具的動態磨損規律、磨損原因及應對措施等;陳雷[5]、閆洪等[6]對盾構刀具所使用材料的處理工藝進行了分析;張國京[7]對比分析了不同刀具在不同布置方式下的地質適應特性。關于盾構刀具技術已有一定的研究成果,但卻不夠系統和全面,對刀具所涉及的關鍵技術范圍也未得以明確,本文將盾構刀具關鍵技術分為結構、材料、制造工藝及磨損檢測等方面進行研究,并對各自最新發展現狀進行闡述。
1 盾構刀具概述及發展歷程
1.1 刀具種類及適應性分析
1)滾壓破巖刀具。滾壓破巖刀具簡稱滾刀,主要適用于巖石地層,是指不僅隨刀盤中心軸公轉,還同時沿刀軸作自轉運動的破巖刀具。主要由刀圈、刀體、刀軸、軸承、金屬浮動密封環、刀蓋及聯接螺栓等組成。
滾刀按刀圈外徑規格一般分為 12″,15.5″,17″及 19″等系列(如表1所示)。目前國內地鐵盾構所用刀具主要為17″;成都地鐵盾構使用的18″正滾刀,增加了刀體兩端厚度、堆焊了耐磨層,有效增加了滾刀的破巖與耐磨效果,增加了滾刀的使用壽命,減少了換刀次數。
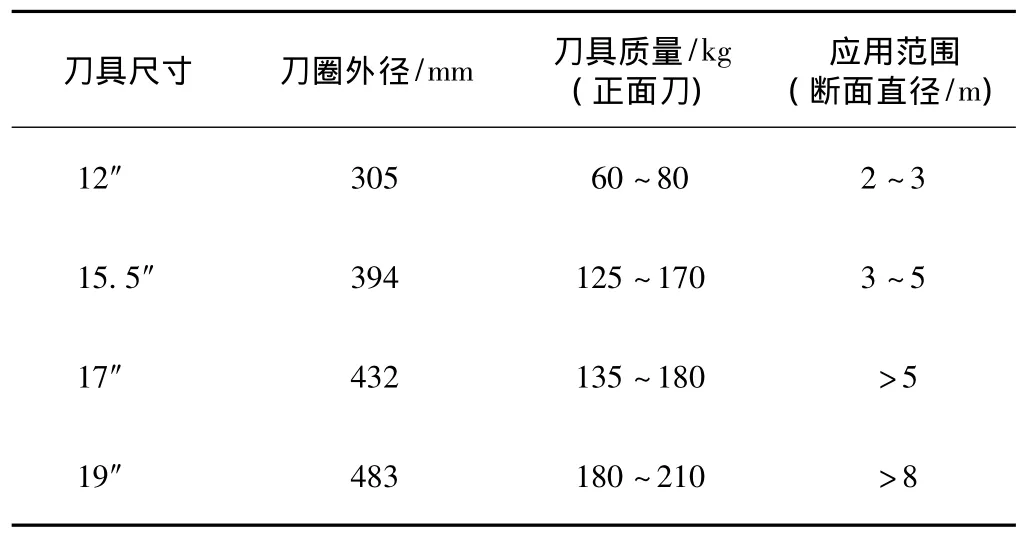
表1 滾刀尺寸系列Table 1 Hob size series
根據刀刃的形狀,滾刀可分為齒形滾刀(鋼齒和球齒,如圖1所示)和盤形滾刀(鋼刀圈滾刀和球齒刀圈滾刀,如圖2所示)。
2)切削刀具。切削刀具是指只隨刀盤轉動而沒有自轉的刀具,主要適用于軟土地層。切削刀具種類繁多,目前盾構常用的切削刀具主要有邊刮刀、切刀(如圖3所示)、齒刀、先行刀、貝殼刀及魚尾刀等。
切削型刀具適用于未固結成巖的軟土地層和某些全風化或強風化的軟巖地層,一般破巖能力在單軸抗壓強度20 MPa以下。對于如上海地區、天津、西安、鄭州等均一的軟土地層,通常只使用切刀、邊刮刀類刀具就可以了。
3)沖擊破巖刀具。沖擊破巖刀具主要指撕裂刀,用于破碎砂卵石。撕裂刀隨刀盤高速旋轉產生沖擊慣性能量,對卵石、礫石和漂石等進行“錘擊”破碎(如圖4所示)。
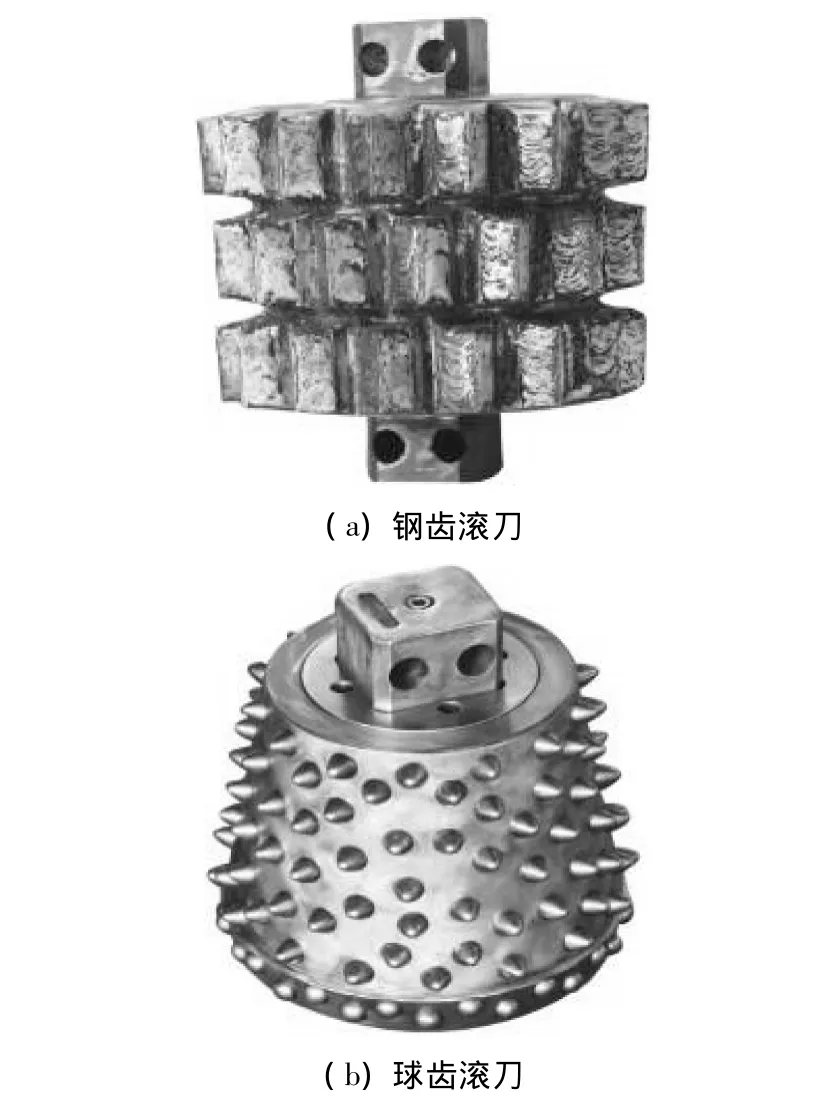
圖1 齒形滾刀Fig.1 Tooth-shaped hob

圖2 盤形滾刀Fig.2 Disc cutter
4)輔助刀具。主要包括周邊刮刀、保徑刀、超挖刀及仿形刀等。
1.2 刀具性能差異性分析
刀盤可分為3個不同的區域:中心區、正面區及邊緣區。其承擔的破巖量和刀具的受力特性存在較大的差異,因而刀具的性能也有差別。
1)中心區。中心區空間小,滾刀轉彎半徑小,滾刀滑動加滾動,承受軸向力大。刀盤中心區域刀具轉動的線速度較小,磨損也相對較小。中心刀是魚尾刀或羊角刀時,高度比其它刀具要高,起到預先疏松土體的作用。
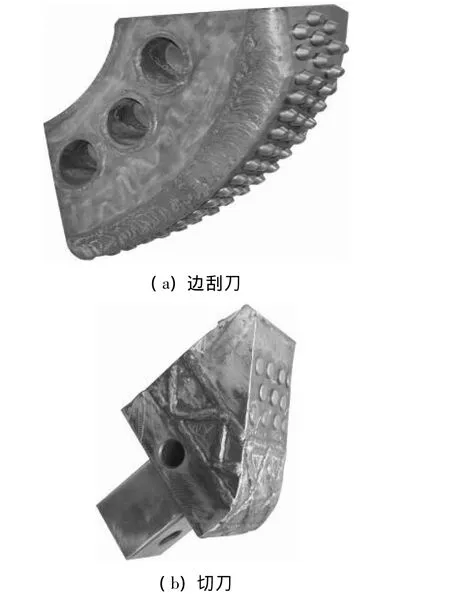
圖3 切削刀具Fig.3 Cutting tool
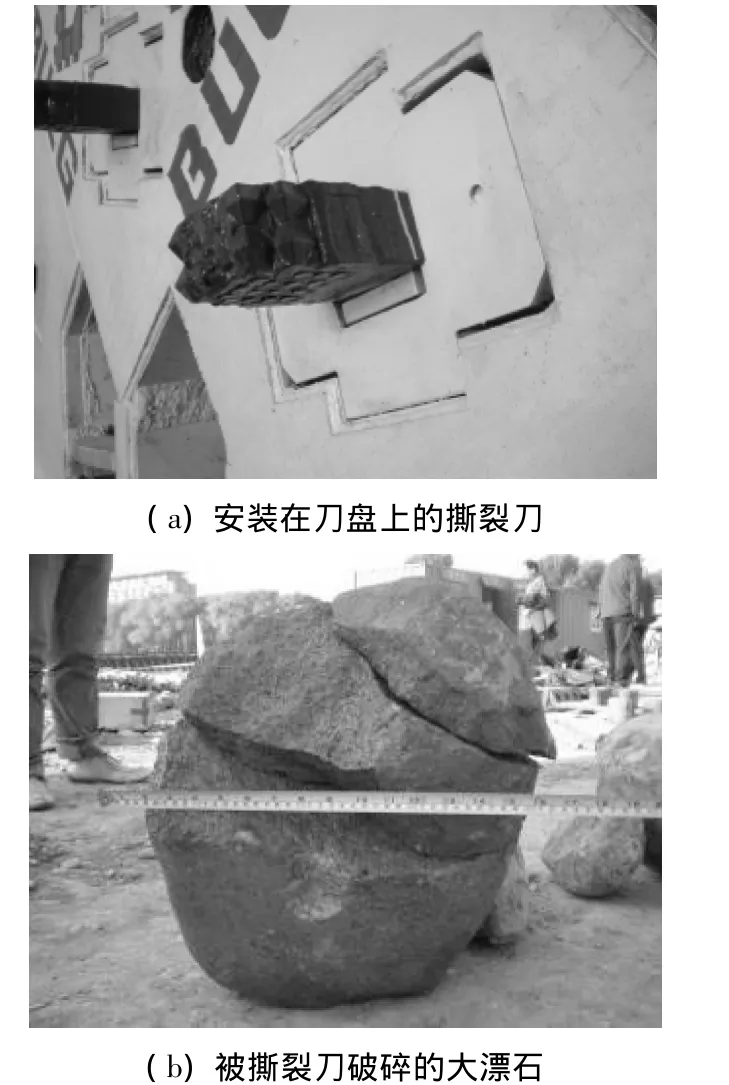
圖4 撕裂刀及破巖效果Fig.4 Tearing knife and its rock-breaking effect
2)正面區。該區處于中心區和邊緣區之間,工作時刀具正對著掌子面,有一定的轉彎半徑,是以純滾動工作,又有足夠的布置空間,該區的滾刀稱為正滾刀,在掘進中,純滾動無論是刀具軸承壽命還是刀圈壽命都較高。
3)邊緣區。位于刀盤邊沿,刀具承擔的破巖量大,且受力復雜,還要保證開挖直徑,刀圈允許磨損量與正滾刀相比較小,刀間距減小。有時還對刀圈形狀和刀體進行特殊處理,做成專用邊滾刀。邊滾刀壽命一般較低。
1.3 刀具技術國內發展歷程
國內刀具技術的發展主要分為初始階段、引進消化吸收階段和自主創新階段。
1)初始階段。以滾刀研發為主,其主要特點是直徑小,一般在400 mm以下;承載能力低,在10 t左右;全部安裝在國產盾構上;刀圈材料差異很大;刀具非正常損壞較多,大于50%。
2)引進消化吸收階段。主要特點是國外施工公司使用國外盾構和刀具在我國施工或國內企業引進國外盾構及刀具施工。國內施工單位、科研院所和刀具制造企業聯合對進口刀具進行攻關。
3)自主創新階段。主要特點是國產或與國外聯合制造的盾構大量涌現;盾構施工企業增加,遇到的刀具技術問題增多;刀具研發單位迅速增加;國家863計劃、火炬計劃、創新基金等大力支持;刀具制造與應用技術明顯提高,刀具品種增加。
2 盾構刀具關鍵技術及最新發展
2.1 刀具結構
1)梯度結構刀圈。刀圈硬度呈梯度分布(如圖5所示),刃口硬度高,芯部韌性好,刀圈具備良好的耐磨性能和耐沖擊性能,適合全斷面硬巖、上軟下硬復合巖層和高磨蝕性巖層的掘進。
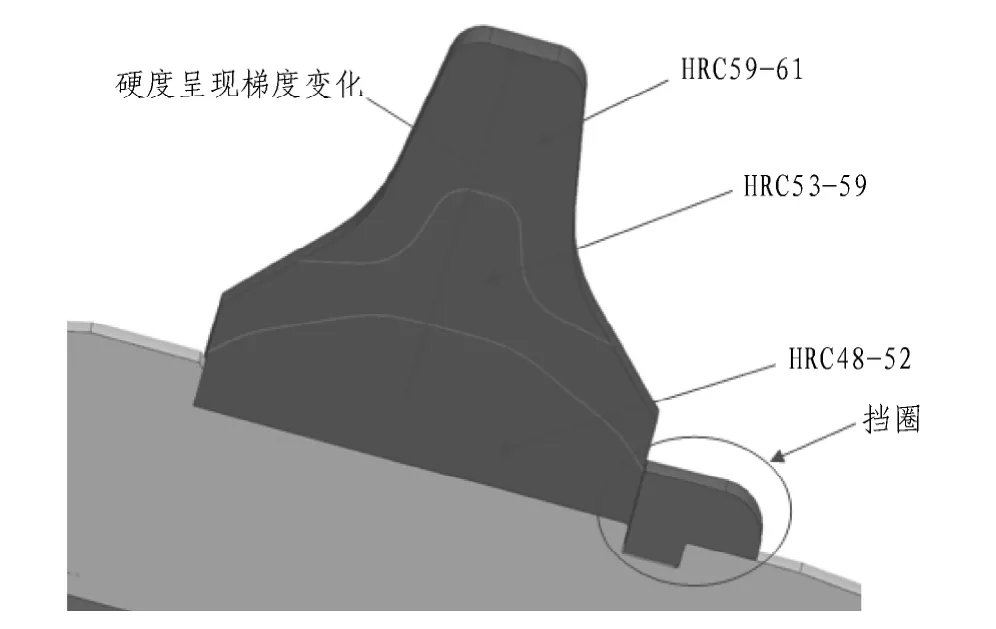
圖5 梯度結構刀圈Fig.5 Cutter ring with gradient structure
2)新型刀轂結構。刀轂蓋住端蓋(如圖6所示),渣土首先沖擊或磨損刀轂,有效保護端蓋,避免因端蓋變形造成密封過早失效;這種創新型設計,使外部入侵的泥沙路徑增加,阻力增加,泥沙對浮動密封的沖擊大大降低,從而能夠提高浮動密封的可靠程度。
3)內腔帶壓滾刀。設計有單向閥(如圖7所示),以保證滾刀內部帶一定壓力(初裝壓力250 kPa),能防止泥漿滲入內腔損毀軸承和密封,使內部潤滑更加充分,能有效防止滾刀偏磨。

圖6 新型刀轂Fig.6 Novel cutter hub
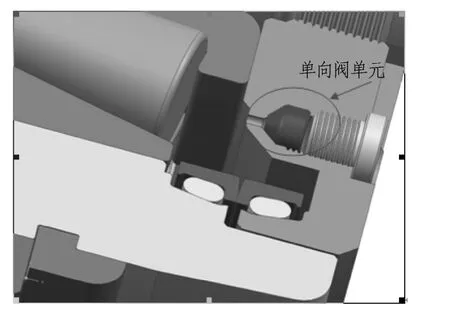
圖7 內腔帶壓滾刀Fig.7 Hob with cavity pressure
4)滾刀內外壓力平衡裝置。滾刀內外壓力平衡裝置(如圖8所示)是通過刀軸內孔將外部壓力引入滾刀內腔,使外部壓力與內腔壓力平衡。目前主要應用于泥水盾構。
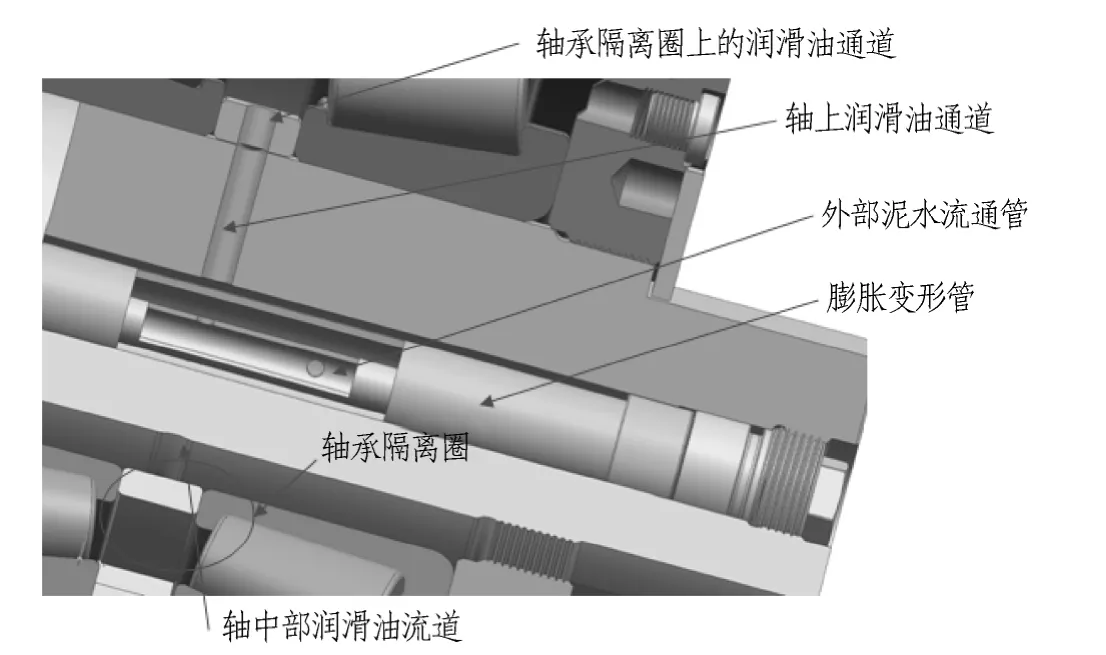
圖8 滾刀內外壓力平衡裝置Fig.8 Pressure balancing device
2011年,國家科技部將“盾構刀具集成制造技術及其產業化技術”列入“十二五”科技支撐計劃,近3年來,盾構國產刀具取得了重大技術突破。主要表現在新研制的滾刀刀圈表面硬度≥60 HRC,心部沖擊韌性≥15 J/cm2,滾刀軸承裝配精度同軸度達到0.01 mm。新開發的硬質合金齒刀、切刀,刀體采用合金工具鋼制造,硬度大于HRC32;耐磨堆焊采用等離子堆焊與保護氣體焊接,表面硬度大于HRC62;焊接采用中高頻焊機,銀釬焊料焊接,破壞性焊接強度檢測與超聲波無損檢測相結合,有效保證了焊接質量。
2.2 刀具材料
2.2.1 新型硬質合金刀圈
國內刀圈材料普遍采用H13鋼材作為刀圈的首選材料,并嘗試采用萊氏體模具鋼作為滾刀圈新材質,利用特殊熱處理工藝研制新型刀圈,萊氏體模具鋼具有很高的淬透性、淬硬性和紅硬性,熱處理后可獲得較高的耐磨性能。而日本、韓國等采用SKD 11的材料制作刀圈。
針對普通盾構滾刀在開挖全斷面硬巖,尤其是地層單軸抗壓強度在120 MPa以上的全斷面硬巖和上軟下硬復合地層時滾刀刀圈材料磨損嚴重、掘進距離短的問題。株洲鉆石鉆掘工具有限公司設計了一種新型可鍛硬質合金刀圈[8],其性能指標為表面硬度HRC達到60以上,沖擊韌性≥15 J/cm2,并且內部非工作區硬度應稍低,形成內軟外硬的梯度結構。在這種滾刀刀圈合金鋼的成分設計上應全面考慮該合金鋼應具有良好的淬透性、淬硬性和良好的回火穩定性。
2.2.2 粗晶顆粒硬質合金
根據資料統計,硬巖及軟硬不均對盾構切刀能產生巨大的破壞作用。切削類刀具更換最為頻繁的是在硬巖地層、砂卵石地層及含大量漂石的地層,它使得刀具的刃口部位承受很大的沖擊荷載,同時刀具在與巖石不斷地摩擦,不可避免的產生熱量,硬質合金處于不斷地升降溫循環中,合金表面出現熱疲勞裂紋,裂紋不斷擴展,最終導致刀具損壞。若在軟巖中夾雜有堅硬巖石,刀具在切割硬巖的瞬間受到極大的剪切應力,極易出現斷齒現象。盾構刀具切刀失效的主要機理為沖擊、沖擊疲勞以及熱疲勞裂紋。因此,對盾構切削類刀具用硬質合金提出的要求就是:高導熱性,低熱膨脹系數,以保證最小的熱裂紋長大速率,良好的抗疲勞沖擊特性。
株洲鉆石鉆掘工具有限公司針對盾構刀具的工況特點及盾構掘進技術發展的需求,聯合株洲硬質合金集團設計開發了ZS01牌號的超粗晶硬質合金。ZS01牌號超粗晶硬質合金具有良好的耐磨性、優良的導熱性和低的熱膨脹系數,良好的抵御疲勞沖擊性能,性能優于其他常規結構盾構刀用硬質合金。
2.2.3 新型耐磨堆焊材料
普通的鑄造碳化鎢焊條由于WC含量過高導致表面裂紋很多,這樣的耐磨層是經受不了外界巖石頻繁而又巨大的沖擊的,很容易造成堆焊層的剝落。同時,由于堆焊層采用氣焊的方式,很容易造成堆焊層氣孔的出現,直接表現為堆焊層疏松,影響堆焊層的抗沖擊性和耐磨性。
現已有單位根據盾構刀具的使用環境經過反復試驗,對焊條的材質和成分進行調整,降低WC含量,增加微量金屬含量的同時里面還添加了Nb等元素,形成低摩擦因數的碳化鈮硬質項,保證焊后硬度達到HRC63-65。同時由于提高了Ni和V的含量,并添加了Ni這種金屬元素,使得堆焊層組織具有更好的韌性,堆焊層裂紋急劇減少,同時與鋼基體結合強度更好,刀具不容易發生脫落。另外由于多種元素的加入,提高了焊條的焊接工藝性能,焊接過程中飛濺小、成型好。
2.3 制造工藝
刀具制造的工藝主要包括:鋼材冶煉的真空熔煉工藝和電渣重熔工藝、鍛造成型的模鍛成型工藝、真空熱處理工藝、數控加工工藝、真空釬焊和中頻釬焊工藝、裝配工藝等[9-10]。
2.3.1 熔煉及鍛造
刀圈鍛造一般有以下幾種鍛造工藝:1)先鑄造成型再模鍛,優點是對鍛造設備噸位要求低,容易制作;缺點是內部鋼材紋理、晶粒、致密度不好,碳化物聚集,造成成品刀圈容易崩裂。2)圓鋼先熱沖孔再碾環,優點是熱鍛成型,節約材料;缺點是大部分屬于手工操作,鍛造時間長,始鍛溫度和終鍛溫度掌握不好,廢品率高,如果在碾環之前沒經過三向鍛造,則碳化物不能擊碎。國內多數廠家主要采用模鍛方式進行刀圈的生產,然后輔助以車加工處理,這樣金屬流線自然就被打斷,從而造成刀圈容易斷裂。
為了提高刀圈的抗裂、抗崩性能,采用中頻感應真空熔煉爐熔煉,刀圈的鍛造工藝可采用輥鍛方式,這樣可使刀圈毛坯金屬流線分布合理。
2.3.2 等溫球化退火
根據滾刀使用的工況條件和合金鋼材的熱處理特點,設計合金的熱處理工藝為高溫淬火加二次高溫回火。高溫淬火的目的是保證碳化物充分溶解,獲得均勻的奧氏體組織。高溫回火能夠保證淬火應力的消除,通過析出小的碳化物產生二次硬化,保證材料有高硬度和耐磨性,同時具有一定的韌性。
2.3.3 熱處理工藝
刀具熱處理一般通過真空爐多用爐進行熱處理。但作為破巖的工具,要求刀圈必須具有高的硬度,但高硬度就存在著崩裂的風險。目前已研制出刀圈梯度硬度工藝和設備,通過刀圈的梯度硬度使刀圈刃部硬度高,利于破巖,心部硬度低,增強韌性,不易崩裂。刀圈熱處理后,刀圈和刀體配合安裝后的內部應力也不可忽視,這是造成刀圈斷裂的主要原因之一[11]。
2.4 刀具失效分析及磨損檢測技術
2.4.1 刀具失效形式
1)滾刀失效形式。滾刀失效的形式主要有正常磨損;偏磨、多邊形弦磨(如圖9所示),刀圈斷裂、擋圈磨損或脫落,滾刀漏油(密封損壞),輪轂磨損,油封座損壞及軸承損壞等。
軸承損壞主要有:破損或滾道劃出溝槽,疲勞點蝕,磨損或是軸承保持架破損,滾子損壞及壓坑/震蝕等。

圖9 滾刀破壞形式Fig.9 Failure types of disc cutter
2)切削刀具失效形式。磨損是導致切刀、先行刀、周邊刮刀等切削刀具失效的主要原因,如圖10所示。
2.4.2 刀具失效原因分析
1)質量穩定性。受刀具設計、選材、生產設備條件、工藝技術水平、檢測手段和組織管理等因素的影響,刀具的質量穩定性有待提高。刀具因其質量問題,在使用中表現為以下形式的非正常失效:刀圈不耐磨、斷裂或崩裂,軸承或密封損壞,刀體崩裂或變形,切刀或邊刮刀的合金脫落或崩裂(如圖11所示)。
2)刀具現場管理。刀具的現場管理是保障盾構安全和高效施工的有效手段之一。在盾構施工過程中,不僅需要合理的刀具配置,而且要從建立刀具檔案、制定科學的換刀計劃、正確使用刀具及定期檢查刀具等方面采取相應的措施,以使得刀具在實際使用過程中達到最優效果。
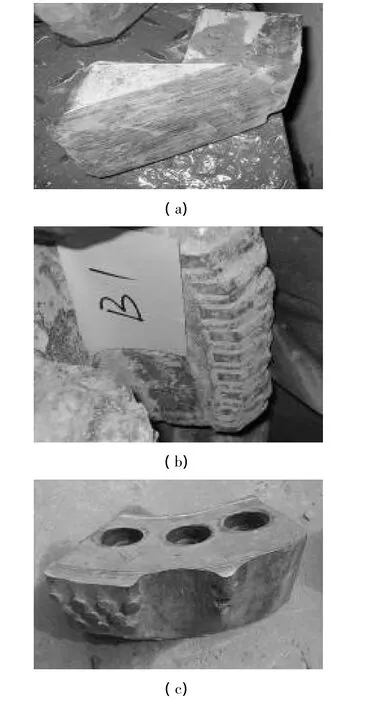
圖10 失效的切削刀具Fig.10 Damaged cutting tools
3)刀具安裝形式。盾構與TBM相比,由于盾構刀盤的雙向旋轉(TBM是單向旋轉),刀具在使用過程中,受到的載荷不均,因交變載荷造成疲勞(螺栓連接)失效。
4)受力變化頻繁。在軟弱地層時,刀具在掘進過程中所受載荷變化為偏置的正弦曲線;上軟下硬地層時,刀具在掘進過程中,由于受到隧道底部基巖作用,受到的沖擊,動載荷突變。
5)密封失效。浮動金屬環密封失效形式:密封的破損、表面熔化、磨損。密封失效原因:裝配誤差、阻力太大、密封內部壓力過低、長期未使用生銹。
2.4.3 刀具磨損檢測技術
2.4.3.1 刀具磨損檢測技術現狀
1)開艙檢查。這是最常用、最直接、最可靠的方法,停機后由人工進艙對刀具進行逐個檢查。在不穩定地層中,開艙前需首先進行地層加固或帶壓作業,方可入艙檢查。開艙檢查雖直接有效,但卻存在很高的風險,很可能由于掌子面不穩定而造成地面坍塌等事故。
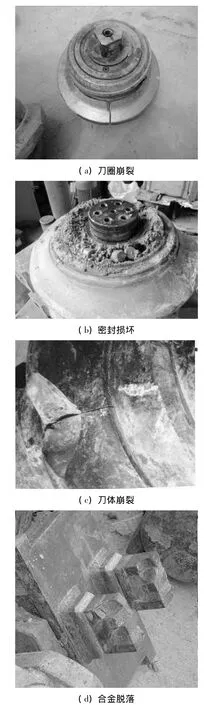
圖11 質量不可靠引起的刀具破壞Fig.11 Cutter damage caused by poor quality
2)磨損感應裝置。在刀具內安裝液壓或電子傳感器系統,一旦刀具磨損到一定程度就自動報警或指示。滾刀磨損感應裝置則是采用液壓油缸從刀盤伸出至滾刀刃尖,通過比較伸出行程與磨損前行程的差值判斷滾刀的磨損量[12]。此外還有一些采用液壓短路、光纖維短路或超聲波等方式來判斷滾刀磨損的感應裝置。由于感應裝置只能在少量刀具上安裝,應用范圍小,使用效果受到很大限制。
3)通電式刀具磨損檢測。在刀具制作時先將電線埋入刀具中,隨著盾構的掘進,當刀具磨耗達到限定磨耗量時,通電電線被磨斷,于是電路斷路,通知外界。該方法簡單直接,但不能連續定量檢測刀具磨損的進展情況。針對切削類的盾構刀具,可優化設計通電式傳感裝置,實現連續定量檢測磨損量。按間距設置多支通路隨刀具磨損,使用單片機控制選通其中支路,通過電量判斷其通斷,從而得知刀具的磨損量。
2.4.3.2 磨損檢測技術發展方向
實時獲取刀具的磨損量對研究刀具的磨損規律、刀具壽命預測、刀具設計、刀盤刀具布置優化、刀具消耗量的估計以及施工成本預測等具有重要意義。實時獲取刀具的磨損量是發展的趨勢,但成本是一個最大的制約因素。具有可行性的磨損檢測技術有如下幾種:
1)切刀磨損測量。利用超聲波傳感器進行測量,利用同一個發射接收電路,實現多通道的采集。
2)滾刀磨損測量。利用電渦流傳感器進行測量,進行兩個方位同時測量,監測滾刀刀圈的磨損及轉速。
3)刀具可視化測量。利用攝像頭等在盾構停機時進行測量,以減少開艙檢查的次數。
3 結論與討論
論文對盾構刀具關鍵技術及其最新發展進行了分析與研究,能夠為盾構刀具優化設計及盾構施工中的刀具管理提供一定的參考。針對目前國產盾構刀具種類多、品牌多、質量參差不齊、性能差異較大的現狀,建議從以下3個方面開展相關研究工作:
1)刀具適應性理論及技術研究。主要側重于刀盤刀具整體動態破巖機理,刀具壽命預測管理技術,刀具磨損量實時動態檢測技術,刀具快速更換技術研究等方面。
2)高效破巖刀具技術研究。開發適用于特殊地質條件的刀具:①極硬巖、高地溫、高水壓等特殊極端地質;②砂卵石、漂石、孤石等地質條件;③軟硬不均地層;④高水壓條件下可常壓更換的刀具。
3)刀具技術標準化研究。包括:①加強行業管理,規范市場行為,促進刀具系列化和標準化;②統一刀圈內孔與刀體之間的配合公差及內孔處厚度尺寸,制定刀圈耐磨性、抗斷裂性等硬性檢測標準,推進刀圈的標準化發展;③推進滾刀本體的標準化、軸承及密封標準化;④制定不同地質情況下刀具性能指標及配置方案。
[1] 宋克志,袁大軍,王夢恕.盤形滾刀與巖石相互作用研究綜述[J].鐵道工程學報,2005(6):66-69.(SONG Kezhi,YUAN Dajun,WANG Mengshu.Study review on the interaction between disk cutter and rock[J].Journal of Railway Engineering Society,2005(6):66 -69.(in Chinese))
[2] 夏毅敏,薛靜,周喜溫.盾構刀具破巖過程及其切削特性[J].中南大學學報:自然科學版,2011(4):954-959.(XIA Yimin,XUE Jing,ZHOU Xiwen.Rock fragmentation process and cutting characteristics on shield cutter[J].Journal of Central South University:Natural Science Edition,2011(4):954 -959.(in Chinese))
[3] 張耘獲,樂貴平,蘇藝.盾構刀具的磨損及檢測措施[J].市政技術,2008(5):417-419.(ZHANG Yunhuo,LE Guiping,SU Yi.The mechanism of cutting wearing of shield and the detection method[J].Municipal Engineering Technology,2008(5):417 -419.(in Chinese))
[4] 夏曉中.盾構刀具異常磨損及改進研究[J].現代交通技術,2010(2):67 -70.(XIA Xiaozhong.Research on abnormal abrasion of TBM tools and improvement[J].Modern Transportation Technology,2010(2):67 -70.(in Chinese))
[5] 陳雷.關于提高盾構刀具性能的研究分析[J].市政技術,2012(5):163 - 166.(CHEN Lei.Analysis of performance improvement of shield machine cutter[J].Municipal Engineering Technology,2012(5):163 -166.(in Chinese))
[6] 閆洪,陳磊,阮先明,等.盾構刀具用5Cr5MoSiV1鋼淬火組織[J].金屬熱處理,2013(6):76 -79.(YAN Hong,CHEN Lei,RUAN Xianming,et al.Quenched microstructure of 5Cr5MoSiV1 steel for shield tools[J].Heat Treatment of Metals,2013(6):76 -79.(in Chinese))
[7] 張國京.北京地區土壓式盾構刀具的適應性分析[J].市政技術,2005(1):9-13.(ZHANG Guojing.Adaptable analysis on the cutter of EPB in Beijing area[J].Municipal Engineering Technology,2005(1):9 -13.(in Chinese))
[8] 劉利輝,大波.追求過硬掘進無限:株洲硬質合金集團有限公司盾構刀具產業化紀實[J].中國有色金屬,2013(12):58 -59.(LIU Lihui,DA Bo.Development of shield cutter industrialization of Zhuzhou Cemented Carbide Group Co.,Ltd[J].The Chinese Journal of Nonferrous Metals,2013(12):58 -59.(in Chinese))
[9] 鄒健.盾構刀具的加工工藝研究[J].金屬加工(熱加工),2012(4):41 -43.(ZOU Jian.Study on manufacturing technology of shield cutter[J].MW Metal Forming,2012(4):41 -43.(in Chinese))
[10] 溫曉妮.盾構機刀具中滾刀的設計及加工工藝[J].煤礦機械,2013(11):127 -128.(WEN Xiaoni.Design and processing technology of shield cutter[J].Coal Mine Machinery,2013(11):127 -128.(in Chinese))
[11] 陳饋.重慶過江隧道盾構刀具磨損與更換[J].建筑機械化,2006(1):56 - 58.(CHEN Kui.Abrasion and replacing of cutting tools of shield machine for across Yangtse river tunnel of Chongqing city[J].Construction Mechanization,2006(1):127 -128.(in Chinese))
[12] 杜佩陽,李月強,方依文.改進型通電式盾構刀具磨損檢測裝置的設計[J].北京信息科技大學學報:自然科學版,2012(3):30 - 32.(DU Peiyang,LI Yueqiang,FANG Yiwen.Design of improved electrical detection device for shield cutter abrasion[J].Journal of Beijing Information Science&Technology University:Natural Science Edition,2012(3):30 -32.(in Chinese))
