雙聯泵ANSI花鍵聯軸套的設計及加工
2015-05-07 09:48:54劉珂
機械工程師 2015年4期
劉珂
(山東省地質探礦機械廠,濟南250014)
0 引言
XD系列全液壓動力頭巖心鉆機選用國外品牌的雙聯柱塞泵為液壓系統提供動力,如圖1所示。其中主泵為鉆機的主功能供油,副泵為鉆機輔助功能及附屬設備供油。主泵和副泵不是同一品牌產品,需要自主解決兩者之間的聯接問題。

圖1 雙聯柱塞泵

圖2 主泵與副泵連接示意圖
主泵后端預留有花鍵取力口,副泵通過該接口與主泵聯接,主泵輸出軸及副泵輸入軸聯接形式為ANSI B92.1標準的漸開線花鍵,因此,需要用花鍵聯軸套實現主泵與副泵之間扭矩的傳遞,如圖2所示。
主泵輸出端花鍵規格為21齒-16/32,副泵輸入端花鍵規格為13齒-16/32,聯軸套兩端花鍵規格不同,加工難度較大。由于新產品試制,批量小,按照傳統插削或拉削加工花鍵的方法,需要購置專用的刀具,這將加大零件的制造成本、增加產品的試制周期。鑒于以上因素,我們嘗試用以下手段解決聯軸套花鍵的加工問題。
1 花鍵連軸套的設計
1.1 工藝性分析
電火花線切割加工可以實現復雜形狀零件的加工,可進行各種類型的精密、復雜、超硬的中小型金屬零件加工。線切割加工需要將電極絲穿過切割的工件,所切割的內花鍵必須是通孔。一開始考慮用線切割分別加工兩種規格的花鍵套后焊接成整體。但焊接過程中的對接及焊接后產生的變形會使兩端花鍵產生較大的同軸誤差,焊后熱處理工序也會影響已切割好花鍵的尺寸偏差。因此,最好采用母材熱處理,再線切割,再裝配的方式以保證花鍵套的同軸度。
1.2 結構設計
由于兩端花鍵分度圓有相差6.35 mm的圓環,考慮采用“套娃”的方式,將兩種花鍵套組合起來,具體結構如圖3所示。

圖3 花鍵聯軸套
聯軸套分成兩部分,內套1和外套3分別加工。其中,外套3加工ANSI 21齒-16/32的內花鍵,內套1加工ANSI 21齒-16/32的外花鍵和ANSI 13齒-16/32的內花鍵。外套3和內套1通過21齒-16/32花鍵配合,內套1左端切槽,安裝軸用彈性擋圈2以限制內套1向主泵輸出端軸向的竄動。
通過該分解的設計方案,將原本線切割難于加工的盲孔花鍵拆解成了通孔花鍵的加工,復雜的聯軸套加工演變成了單一的外花鍵和內花鍵的加工。
2 繪制ANSI B92.1花鍵齒形
Genius軟件是基于AutoCAD軟件二次開發的二維制圖軟件,該軟件涵蓋了大量的GB零件庫,同時有彈簧、軸、鏈條等的計算功能,進行機械設計時作圖效率較高。我們使用Genius軟件的“軸生成器”功能繪制ANSI B92.1花鍵的齒形,以繪制內套ANSI B92.1 21齒-16/32外花鍵為例,進行如下操作:
1)打開Genius軟件,點擊“軸生成器”功能,選擇起始點和終點后彈出對話框,見圖4。

圖4 軸生成器
選擇“外輪廓”項,點擊“輪廓”,見圖 5。
點擊“ANSI B92.1”后點擊“確定”。
2)對話框進入花鍵參數選項,見圖6。
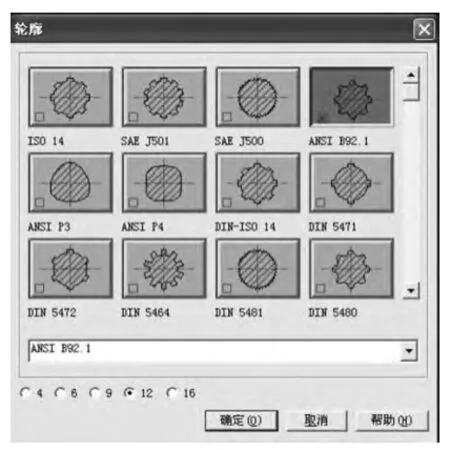
圖5

圖6
花鍵的參數按照以下選擇,“節圓直徑×齒數”選擇1.312 500 0×21;由于我們只需要花鍵的齒形,“長度”L可任意填寫;“壓力角”選擇 30°;“1/模數”選擇 16,點選“平根,側部”。
參數選擇完畢后點擊“確定”,之后彈出圖4對話框,點擊“配置”。
3)“配置”對話框如圖 7。
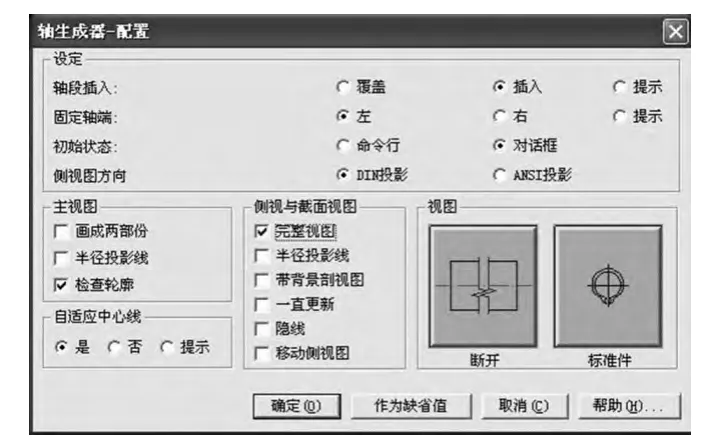
圖7
點選“側視與截面視圖”項中的“完整視圖”,點擊“確定”。軟件截面回到圖 4,點擊“側視圖”,選擇“左視圖”,點擊插入花鍵齒形圖,見圖8。

圖8
依照此方法,可分別繪制ANSI B92.1 21齒-16/32內花鍵及ANSI B92.1 13齒-16/32內花鍵的齒形,并導出DXF圖形文件。
3 ANSI B92.1花鍵齒形的加工
電火花線切割是利用“放電加工”原理,用一根細金屬絲作工具電極的負極,工件作正極,使金屬絲保持運動,在電極絲和工件之間注入工作液,使電極絲和工件之間產生火花放電來割除工件材料。工件放在坐標工作臺上以數控裝置或微型計算機程序控制下的預定軌跡運行,最后得到所需形狀的工件。將花鍵齒形DXF文件導入電火花線切割設備便可以切割出極為精確的花鍵齒形。
線切割可以加工高硬度的材料,熱處理后的外套及內套零件可直接切割花鍵齒形。我單位線切割機床采用HX-W6控制柜,依照花鍵的技術參數要求,電參數設定如下:脈寬 ton=10 μs;脈沖間隙 toff取脈寬的 3~5 倍;功放管是并聯使用的,功放管越多,加工電流越大,表面粗糙度就越差,選擇窄脈寬進行精加工,為了保證加工的穩定性,工件較厚時應投入功放管多一些,功放管選擇5。經切割后的花鍵連軸套如圖9、圖10所示。

圖9

圖10
4結語
通過對加工后的連軸套進行檢測,花鍵各項尺寸均符合技術要求。聯軸套裝機試運轉良好,經后期跟蹤回訪,該鉆機已連續運轉超5 000 h,主泵和副泵運轉良好,發熱正常,未曾出現任何故障。ANSI花鍵連軸套的設計完全滿足了使用要求。
[1] 成大先.機械設計手冊[M].5版.北京:化學工業出版社,2008.
[2] 程新平,呂小榮.用電火花線切割加工漸開線花鍵[J].新技術新工藝,2004(2):31-32.
