滾珠絲杠BGS-CAPP系統關鍵技術的研究
2015-05-07 02:49:34樊偉李曉王科社高燦查初亮
機械工程師 2015年2期
樊偉, 李曉, 王科社, 高燦, 查初亮
(1.北京信息科技大學 機電工程學院,北京 100192;2.北京機床研究所,北京 101500)
0 引 言
計算機輔助工藝過程設計(簡稱CAPP)是通過向計算機輸入被加工零件的幾何信息(圖形)和加工工藝信息(材料、熱處理、批量等),由計算機自動輸出零件的工藝路線和工序內容等工藝文件的過程[1]。CAPP是將產品設計信息轉化為各種加工、管理信息的關鍵環節,是聯系CAD、CAM的橋梁和紐帶。沒有CAPP,CAD和CAM就成了相互隔離的信息孤島,無法實現真正意義上計算機集成制造(CIMS)。因此,CAPP現已不再是單純的工藝設計技術,而是制造系統不可缺少的一個重要組成環節。
作為重要傳動和定位部件被廣泛運用于機床、醫療設備、航空航天等領域的滾珠絲杠是典型的軸類零件,特征結構和加工工藝相比其它軸類零件較復雜,零件的信息量也比較大,而且其工序較多,夾具和定位基準需要多次更換,工序尺寸鏈的解算也比較繁瑣,導致工藝設計人員編制加工工藝過程中容易出錯,因此滾珠絲杠BGSCAPP系統(簡稱BGS-CAPP)的出現對滾珠絲杠的工藝設計非常重要,也具有現實意義。
1 系統簡介
BGS-CAPP是一個綜合式CAPP系統。從功能結構方面分析,它的功能主要由零件信息輸入描述模塊、工藝過程決策模塊、工藝規程管理模塊、數據庫管理模塊和工藝文件生成模塊計5個功能模塊來實現。
從組成結構方面分析,該系統主要由標準工藝設計系統、典型工藝設計系統和創成工藝設計系統3個子系統構成。
標準工藝設計系統設計的工藝規程主要是工廠中常年加工固定不變的滾珠絲杠工藝規程,將其作為標準工藝存放于標準工藝庫中,如對新產品零件適用則可以直接調用;典型工藝設計系統是在成組技術的基礎上將滾珠絲杠進行成組分類,并將設計出典型工藝存放于典型工藝數據庫中。編制新產品零件的工藝時,只需對所屬零件族的典型工藝進行編輯修改就能產生適用于該產品的工藝規程;創成工藝設計系統不在人為干預的情況下可以自動生產出滾珠絲杠的工藝規程。其中典型工藝設計系統是構成BGS-CAPP的核心部分,標準工藝設計系統和創成工藝設計系統起輔助作用。
系統的工作流程如圖1所示,如果新產品零件為標準零件,則只需輸入零件圖號進行檢索,并調出標準工藝就能直接使用。如果新產品零件不是標準零件,則需將其在零件編碼系統內進行編碼處理,然后將編碼進行分類成組,找出所屬零件族和典型工藝,將典型工藝根據新產品零件的結構特征和工藝特征進行編輯修改,即可得到該零件的工藝規程。如果該零件既不是標準零件也不是典型零件,系統將會采用創成式方法來編制其工藝規程。
2 零件信息的描述與輸入
滾珠絲杠的零件信息主要由幾何信息、工藝信息組成。幾何信息主要指零件的幾何形狀和尺寸,如表面形狀、表面間的相互位置、尺寸及其公差等。工藝信息主要指毛坯特征、零件材料、加工精度、表面粗糙度、熱處理、表面處理、配合和嚙合關系等及相應的技術要求[1]。
目前,零件信息描述方法有很多,歸結起來主要有分類法、形體法和型面法3類[4]。根據滾珠絲杠的結構特征和工藝特征以及實際生產的需要,本系統主要采取分類法與型面法相結合的方法對滾珠絲杠的零件信息進行描述。
根據對滾珠絲杠零件族型面特征的頻數分析,不難發現,滾珠絲杠的幾何特征都是由一些典型特征型面組成的,不同類型的滾珠絲杠只是這些特征型面的組成排列不同而已。從生產角度來說,可以將滾珠絲杠的幾何特征分為主要特征型面和輔助特征型面。主要特征型面包括光滑圓柱面、緊固螺紋面、錐體面、滾珠螺紋滾道面、齒輪軸段和花鍵軸段等,而輔助特征型面主要包括扁平面、方平面、平鍵、鍵槽、退刀槽、倒角、中心孔、普通螺紋、單圓弧螺紋、雙圓弧螺紋等。主要特征型面附注于載體軸段上,輔助特征型面附注于主要特征型面上。軸段是滾珠絲杠最大的組成單元,在數據庫中以軸段序號的形式作為主要特征型面的父結點存儲于數據庫的第一層,而主要特征型面作為輔助特征型面的父結點存儲于數據庫的第二層,那么輔助特征型面就作為主要特征型面的子結點存儲于數據庫的第三層,如圖2所示。
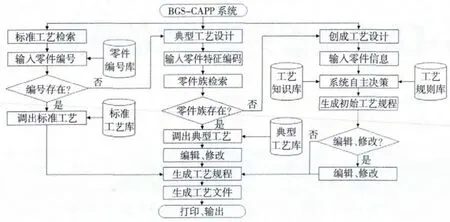
圖1 系統的工作流程
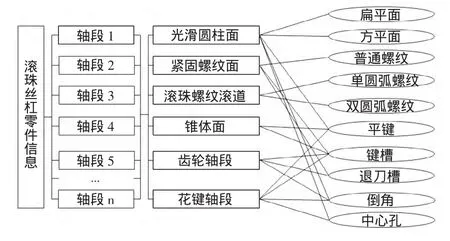
圖2 零件信息的構成
另外,根據零件信息的構成,可以以這些特征型面信息和結構信息為基礎,建立滾珠絲杠的典型零件,從而方便地編制出典型工藝。
同時在創成式工藝設計過程中,可以根據零件信息的構成,對其主要特征進行編碼。然后通過零件信息輸入窗口(如圖3和圖4)輸入相關的特征參數,最后就可以得到零件的特征描述矩陣,為整個工藝過程提供原始數據。
另外,系統可以根據生成的特征描述矩陣檢索出對應的加工工序,進行邏輯決策,生成滾珠絲杠的工藝路線和工序內容。最后把相應的工序內容填寫在設計好的加工工藝卡片中。
3 工藝過程的設計
工藝過程的設計包括標準工藝過程的設計、典型工藝過程的設計和創成工藝過程的設計。
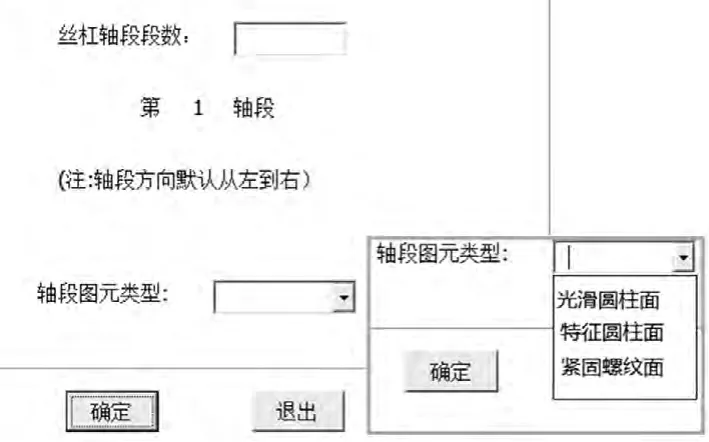
圖3 零件信息輸入窗口
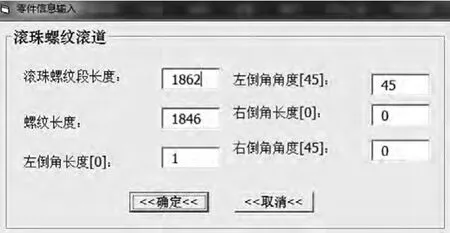
圖4 零件信息輸入窗口
3.1 標準工藝過程的設計
標準工藝設計,首先確定工廠中常年加工固定不變的零件作為標準件,其工藝作為標準工藝,存儲于標準工藝庫內,其零件圖號作為檢索指引。標準工藝庫,可以方便工藝設計人員進行查詢和使用,在生產中起著輔助指導的作用。
3.2 典型工藝過程的設計
典型工藝設計,首先要將各種類型的滾珠絲杠在成組技術的基礎上根據相似性原理進行分類成組,形成不同的零件族。即此過程是通過零件的相似性而實現的。零件的相似性可以通過下面的公式得出,其中零件j是由零件h和零件g合成。

式中:θh=Nh/Nh+Ng;θg=Ng/Nh+Ng;Wij為零件 i、j的相似度;Wih為零件 i、h 的相似度;Wig為零件 i、g的相似度;Nh為零件 h 的個數;Ng為零件 g 的個數[1]。
將滾珠絲杠成組分類后,就會得到不同的零件族,然后在每個零件族內找到一個能包含該族所有零件特征的零件作為典型零件。如果找不到這樣的零件,可以設計一個能代表該族零件的復合零件。然后編制典型零件或復合零件的加工工藝作為典型工藝,最后將編制好的典型工藝存儲于典型工藝庫中。
3.3 創成工藝過程的設計
創成工藝設計是系統自動生成的,不需要人機交互干預。它是通過系統內部自主決策和邏輯推理的原則實現的。工藝知識庫和工藝規則庫為系統的邏輯推理和決策提供技術支持。創成工藝設計的過程一般包含以下幾個步驟:
1)毛坯的選擇。滾珠絲杠均采用鍛件作為毛坯。系統根據零件的尺寸、長徑比、切削余量、技術要求等確定毛坯尺寸。毛坯尺寸的選擇可以通過決策表來表示,如表1和表2所示。其中:L為滾珠絲杠全長;dmax為滾珠絲杠最大外徑;d0為螺紋外圓直徑,δ為切削余量;M為外圓有尺寸公差及形位公差要求。
2)各特征表面加工方法的選擇。滾珠絲杠屬于典型軸類零件,其各特征表面加工方法都基本上選用了通用的加工方法及設備、工裝[3]。
3)各表面工序內容和整個零件工藝路線的確定。各表面的工序內容和整個零件的工藝路線是根據零件的幾何信息和工藝信息,在工藝規則庫和工藝知識庫的支持下形成的。其中建立工藝路線的推理過程如圖5所示。
4)生成滾珠絲杠的派生式工藝規程,同時將工藝規程保存在設計好的工藝卡片中。
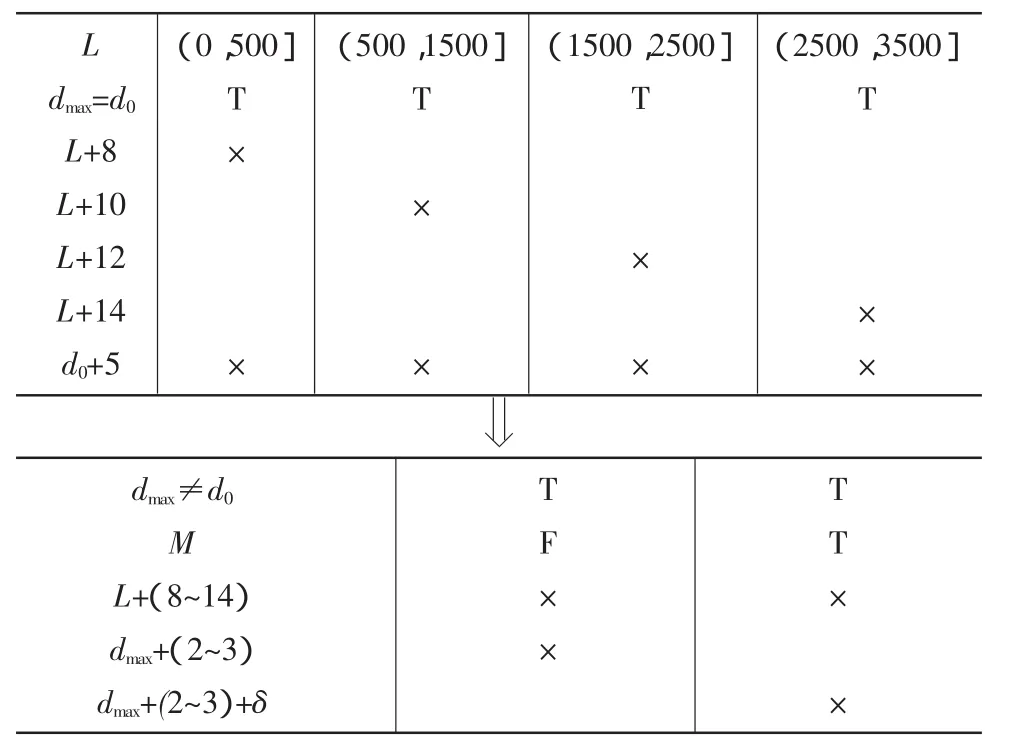
表1 有粗車工序的毛坯尺寸決策表
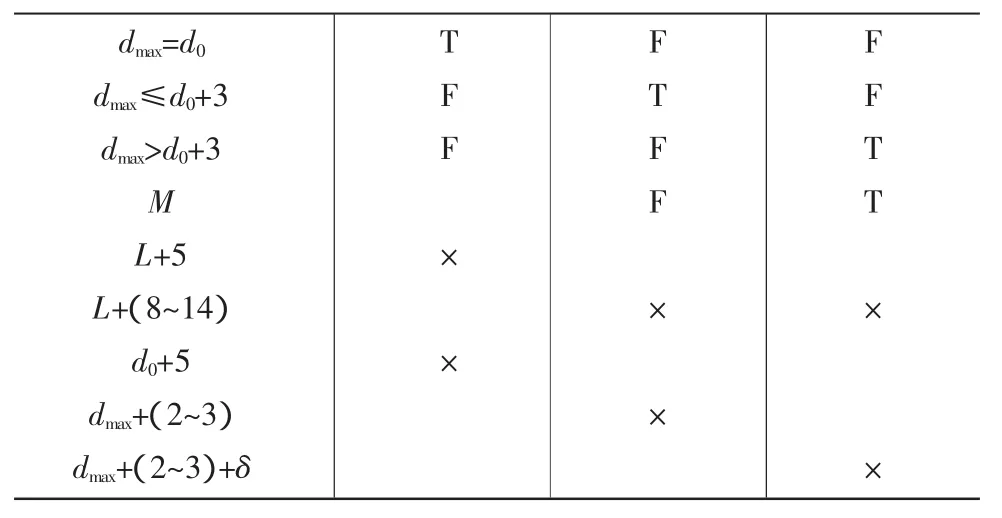
表2 無粗車工序的毛坯尺寸決策表
4 數據庫技術與設計
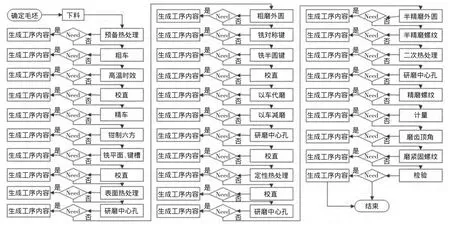
圖5 工藝路線的推理過程
本系統采用的是Access數據庫,利用ADO技術建立VB與Access數據庫的連接,利用ODBC技術和VB提供的API函數實現數據庫的訪問和設計。
另外,本系統的數據庫主要由零件信息庫、標準工藝庫、典型工藝庫、工藝知識庫、工藝規則庫和工藝資源管理庫等組成。
1)零件信息庫。包含零件的圖號、零件族號,零件的幾何信息、工藝信息、毛坯的種類及材料等基本內容。
2)標準工藝庫。包含工廠所有標準件的工藝規程。該庫中的工藝規程不需要編輯修改,即可直接調出使用。
3)典型工藝庫。此庫是建立在成組技術基礎上的,對工廠所有類型的滾珠絲杠進行分類成組,形成零件族,然后設計出每個零件族的典型工藝存儲于此庫中。
4)工藝知識庫。該數據庫是在分析各種型號滾珠絲杠的加工工藝后,總結其全部工藝知識而建立起來的。該庫在結構上分為兩層,上層存放的是滾珠絲杠各種型面的加工工序,第二層存放的是各型面加工工序的作業內容。
5)工藝規則庫。該庫也是在總結各種型號滾珠絲杠工藝文件的基礎上,結合滾珠絲杠的加工工藝特點而制定的,其結構和工藝知識數據庫相同,也分為兩層,第一層存放的是各種工藝邏輯推理原則,第二層存放的是各種工藝邏輯推理原則的具體內容。
6)工藝資源管理庫。該庫中主要存儲各種機床、刀具、夾具、量具等一些裝備的主要信息,此庫可以方便工藝設計人員在編制滾珠絲杠工藝時進行查詢和使用。
5結 語
BGS-CAPP是在分析和研究北京精密天工滾珠絲杠股份有限公司各種型號滾珠絲杠加工工藝的基礎上設計開發出來的,為綜合式CAPP系統,兼備了派生式CAPP系統和創成式CAPP系統的優點,邏輯決策能力比較強,能快速便捷地編制出滾珠絲杠的工藝規程,實現了工藝編制的自動化。
該系統由標準工藝設計系統、典型工藝設計系統和創成式工藝設計系統3個子系統組成,這樣大大提高了工藝規程的編制效率和設計質量,同時也減輕了工藝設計人員的工作壓力。又因為CAPP是連接CAD和CAM的橋梁和紐帶,是實現CIMS重要的環節,BGS-CAPP的出現,促進了工廠信息化的進程。
[1] 王先逵.計算機輔助制造[M].北京:清華大學出版社,1999:40-41.
[2] 百萬民,何博雄,周志友.CAPP系統中零件信息輸入方法[J].機械設計與制造,1992(4):15-18.
[3] 梁熠葆,文懷興,韓偉.噴射泵CAPP系統的開發研究[J].輕工機械,2003(3):53-55.
[4] 王紅軍.CAPP中軸類零件信息的輸入方法 [J].湘潭工學院學報,1995 (3) :19-24.
[5] 張學友,王中王,薛建彬.軸類零件實用CAPP系統研究與開發[J].組合機床與自動化加工技術,2010(8):89-91.
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
瘋狂英語·新策略(2019年10期)2019-12-13 08:43:28
世界農藥(2019年2期)2019-07-13 05:55:12
當代陜西(2019年10期)2019-06-03 10:12:04
數學小靈通·3-4年級(2017年9期)2017-10-13 08:10:54
中華手工(2017年2期)2017-06-06 23:00:31
銅業工程(2015年4期)2015-12-29 02:48:39
中外會展(2014年4期)2014-11-27 07:46:46
石油化工應用(2014年8期)2014-03-11 17:40:03
河南科技(2014年23期)2014-02-27 14:19:15