數控機床伺服系統過熱和伺服不能就緒報警維修技術
2015-05-07 02:49:48王會峰
機械工程師 2015年2期
王會峰
(許昌技師學院,河南 許昌 461000)
1 報警一:伺服過熱報警(報警號為400)
1.1 系統檢測原理
伺服放大器側具有過熱檢測信號,該信號由放大器內的智能逆變模塊發出。當放大器的逆變模塊溫度超過規定值時,通過PWM指令傳遞到CNC系統,CNC系統發出400號過熱報警。
伺服電動機的過熱信號是由伺服電動機定子繞組的熱偶開關檢測的,當伺服電動機的溫度超過規定值時電動機有的熱偶開關(常閉點)動作,通過伺服電動機的串行編碼器(數字伺服)傳遞給CNC系統,CNC系統發出400號過熱報警。系統伺服過熱報警檢測原理圖如圖1。
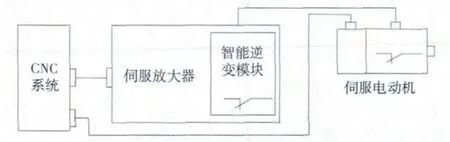
圖1 系統伺服過熱報警檢測原理圖
1.2 故障的診斷方法
首先確認CNC系統伺服過熱報警,FANUC Oi系統為200或伺服調整畫面的ALM1的#7是否為1來判定。然后判別是電動機過熱還是伺服放大器過熱,可以通過系統診斷號201或伺服調整畫面的ALM2的#7是否為0來判定。如果為"1"則為電動機過熱;如果為"0"則為放大器過熱。
1.3 故障產生的原因
1)電動機過熱:a.機械傳動故障引起的;b.切削用量選擇不正確引起的;c.電動機本身不良(電動機定子繞組的熱偶開關不良);d.系統伺服參數整定不良,可進行伺服參數初始化。
2)伺服放大器過熱:a.伺服放大器的風扇故障。b.如果為伺服單元(SVU),還可能是TH1、TH2接口或熱保護元件損壞。c.伺服放大器本身故障,智能逆變模塊損壞,伺服軟件不良。
1.4 故障實例
實例:某數控機床系統為FANUC-Oi,系統出現400號報警。
根據上面故障診斷方法和故障現象,首先通過系統診斷號200的#7是為1判定為CNC系統伺服過熱報警。其次查看系統為201的#7為“1”判定為電動機過熱。再次在掉電狀態下,用手轉動絲杠也正常,說明故障在于電動機。最后打開電動機發現電動機內部熱敏電阻不良,更換熱敏電阻后,系統恢復正常,故障排除。
通過該例子的故障分析可知,數控機床有些故障若無法判定時,將兩者斷開,先判斷電氣系統部分,再判斷機械部分。斷開后,判斷CNC是否有問題,若無,則電氣部分正常,后轉動絲杠是否有異常。
2 報警二:伺服不能就緒報警(報警號為401)
當系統還出現其他4xx號伺服報警時,先排除其他的伺服報警(因為其他伺服報警他會導致401號報警)。
2.1 系統檢測原理
當系統的軸控制電路正常時,控制電路會向伺服驅動裝置發出準備信號。當伺服裝置接收到該信號后,如果伺服裝置正常工作,則伺服裝置內部的繼電器獲電動作,一方面接通伺服的主回路,另一方面通過伺服裝置向系統發出DRDY信號。當系統得到來自軸控制電路的伺服就緒信號后,系統發出伺服使能信號。伺服裝置準備接收來自軸控制電路的控制信號。如果系統軸控制電路發出準備信號而得不到伺服就緒準備信號時,系統就會產生401號報警。伺服就緒控制信號流程圖如圖2。
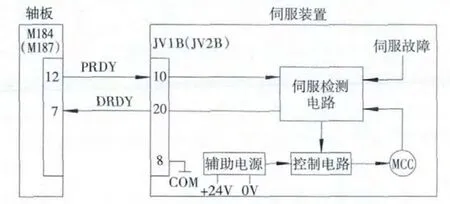
圖2 伺服就緒控制信號流程圖
2.2 故障產生的原因
1)當發生該故障時,首先要確認系統急停按鈕是否處于釋放狀態,如果處于急停狀態時,伺服裝置就不能正常工作,這一點請注意。
2)伺服驅動裝置故障:連接電纜故障;伺服裝置的繼電器MCC控制回路或線圈本身故障;內部控制回路或檢測電路故障。
3)系統軸控制卡(軸板)故障或系統伺服模塊故障(此時需要更換系統軸板或對該板進行檢修)。
2.3 故障的診斷方法
采用信號短接的方法來判斷故障的部位。具體的做法是短接軸控制板的7-12管腳(M184),如果系統報警消失,則故障在伺服裝置或連接電纜;如果信號短接后系統報警號不消失(系統復位后),則為系統軸控制板故障。
2.4 故障實例
實例:某數控機床系統為FANUC-Oi,系統出現401號報警,伺服單元上顯示“-”。
根據上面故障診斷方法和故障現象,可采用短接法來判斷故障點位置。首先撥下軸板上的M184電纜接頭,短接軸控制板的7-12管腳,系統上電后,系統報警號消失,而伺服單元還是“-”,說明伺服單元出現了故障。檢查伺服單元的供電壓是正常的,說明故障在伺服單元的內部。拆下伺服單元,將JV1B的8-10管腳短接后,接上電源。用電壓表測量控制電路有電壓輸出,說明伺服單元的輔助電路和檢測電路都正常,故障在繼電器MCC線圈回路。仔細檢查后發現,MCC線圈的一個焊點虛焊,焊好虛焊點,系統恢復正常,故障排除。
通過該例子的故障分析可知,數控機床有些故障可以采用信號短接的方法進行故障的診斷與排除,這樣可以比較準確地判斷故障發生的具體部位,但要求維修人員必須清楚系統的信號流程及各接頭的管腳功能。
[1] 龔仲華.數控機床故障診斷與維修500例[M].北京:機械工業出版社,2005.
[2] 王風蘊,張超英.數控原理與典型數控系統[M].北京:高等教育出版社,2003.
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
汽車維修與保養(2019年7期)2020-01-06 03:30:42
電子制作(2018年11期)2018-08-04 03:25:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
海峽科技與產業(2016年3期)2016-05-17 04:32:12
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25