真空助力器殼體鉚接螺栓分布壓力的計算
2015-05-07 02:49:56蔡國震張心明
機械工程師 2015年2期
蔡國震, 張心明
(長春理工大學 機電工程學院,長春130022)
0 引言
真空助力器前后殼體通過螺栓分別與制動主缸、車架相連,螺栓與殼體采用鉚接的方式相連。鉚釘根部為圓臺狀,在沖壓工程中,沖模擠壓圓臺上沿,圓臺被墩粗,擠壓鉚釘孔壁,擴張板孔,圓臺上沿在沖模的擠壓下向外擴展,形成圓錐體鉚釘帽。由于真空助力器前殼體與真空源相連,承受大氣壓力與助力盤回位彈簧所產生的往復力,因而前殼體鉚接處設有襯板以加強前殼體的強度。在真空助力器的疲勞壽命實驗中,疲勞裂紋均產生于前殼體鉚釘孔周圍,因而本文以前殼體為例進行分析計算,后殼體無襯板且受力較小,前殼體的分析計算方法完全適用于后殼體。
在以往對真空助力器前后殼體進行有限元分析計算時,將殼體與鉚釘螺栓作為一個整體來處理,這樣得出的殼體強度和疲勞壽命比實際的要大。因此分析計算鉚接螺栓對鉚釘孔的分布壓力,在對真空助力器殼體進行有限元分析計算時,在鉚釘孔的圓柱面上加分布壓力載荷,然后再進行有限元分析計算,所得到的計算結果將更加接近實際情況。
1 施鉚階段鉚接壓力最大時的受力和變形分析
鉚接螺栓分布壓力需要分兩個階段來分析,在施鉚階段和鉚接完成后鉚釘孔壁的分布壓力是不同的,在施鉚階段鉚釘桿被墩粗,發生塑性變形,對孔壁的壓力較大。在沖模離開鉚釘時,鉚釘桿和鉚釘孔發生彈性回復,孔壁受到的壓力減小。
鉚接螺栓與殼體和襯板鉚接的部分可以近似看成沉頭鉚釘,鉚接螺栓的根部圓臺在沖模的沖壓下成圓形向外擴展,最終變為圓錐形鉚釘帽,與沉頭鉚釘相似,如圖1所示。

圖1 真空助力器殼體螺栓鉚釘和典型沉頭鉚釘
與典型沉頭鉚釘不同的是,沉頭鉚釘預制圓錐形鉚釘頭,沉頭鉚釘在沖壓過程中沉頭端的頂鐵不動,另外一端的頂鐵向下運動沖擊鉚釘桿形成圓盤狀墩頭。而鉚接螺栓沖壓過程中,預制圓盤狀鉚釘頭,這一側的頂鐵不動,鉚釘桿在沖模的沖擊下形成圓錐狀墩頭,因此計算鉚釘螺栓的分布壓力以沖壓形成圓錐狀墩頭一側為對象。

圖2 鉚釘飛邊寬度和高度
1.1 鉚接壓力的計算
將鉚釘螺栓與真空助力器殼體鉚接部分看作鉚釘,忽略螺栓桿,如圖2所示。
鉚釘在沖模的沖壓下形成鉚釘帽的過程可以作為圓盤類零件的模鍛過程。鉚釘的鉚接壓力可以用鍛造力計算公式來計算:

式中:σs為屈服極限,MPa;b 為鍛造時飛邊寬度,mm;h為飛邊高度,mm;Fb為飛邊面積,mm2;Fd為鍛件本體投影面積,mm2;d 為鍛件直徑(鉚釘直徑),mm。
與典型鉚釘鉚接不同,鉚接螺栓桿在鉚接過程中,僅鉚釘根部圓臺上沿受到沖模沖擊產生變形,如圖3所示。
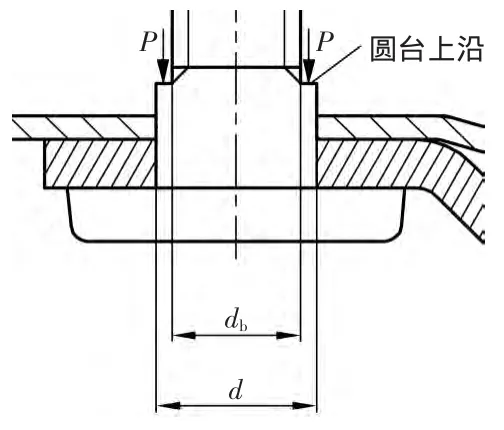
圖3 沖模沖壓方向
鉚釘直徑d為圓臺直徑,鍛件本體投影面積Fd為圓臺上沿(圓環)面積,即鉚釘直徑d與螺栓桿直徑db之差
鉚釘材料為35鋼,取σs=350MPa;經實際測量b=2mm,h=0.5 mm;d=10 mm,db=8 mm;Fb=π103.67 mm2]=28.27 mm2。代入式(1),得P=183.07 kN。
如圖4所示,設鉚釘軸線為Z軸,Z方向上的軸向應力為σ3,設與Z軸垂直的平面內X、Y軸方向上的徑向應力分別為σ1和σ2,則距軸線x處的應力為

在鉚釘孔壁上 x=0.5d,代入式(2)得 σ3=-1 925 MPa。
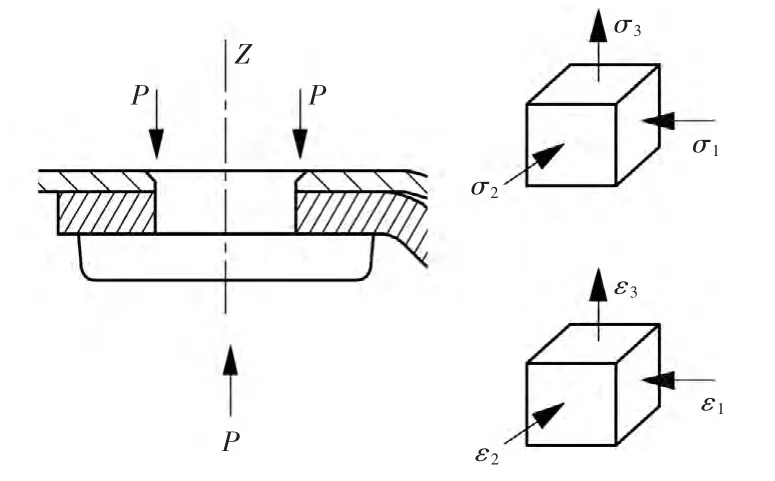
圖4 鉚接壓力最大時鉚釘的受力狀態和鉚釘桿中一點的應力、應變狀態
由于鉚釘為圓柱體,所以σ1=σ2,再由塑性屈服條件σ1-σ3=σs,可得 σ1=σ2=σ3+σs=-1 575 MPa。因此,在鉚接力最大時,鉚釘孔壁上的分布壓力為P2=σ1=1 575 MPa。
1.2 鉚接壓力最大時鉚釘的應力、應變分析
在沖模下壓過程中,鉚釘螺栓根部的圓臺上沿被沖模向下擠壓相對螺紋桿進行剪切運動,此時鉚釘桿被墩粗,釘孔被脹大。當鉚接孔被壓縮到一定程度,金屬向下流動的阻力過大,在釘孔內的鉚釘直徑無法繼續增加,在釘孔外的鉚釘將向外擴張,并且在沖模的作用下,向斜下方擠壓上板面形成鉚釘沉頭。因此,在鉚釘頭形成之前,鉚釘孔的脹大量已接近極限,在計算釘孔被脹大量時,可以忽略鉚釘帽飛邊對板材的壓力,而將釘孔被脹大視為孔壁受到均勻壓力p=p2的無限域開圓孔。釘孔壁的徑向位移可用下式計算:

式中:p為作用在鉚釘孔圓柱面上的徑向分布壓力;r為鉚釘孔的半徑;E為板材的彈性模量;ν為板材的橫向變形系數;釘孔壁的徑向位移即為鉚釘半徑的增加量,ur=2△r。
取p=p2=1 575 MPa,r=10 mm,鋼板的彈性模量一般在200~210 GPa之間、泊松比一般在0.28~0.3之間,取E=200 GPa,ν=0.3。代入公式(3),得 ur=0.102 75 mm。
2 鉚接完成后分布壓力的計算
當沖模抬起,離開鉚釘后,由于鉚接孔直徑變小鉚釘徑向受到擠壓,此時Z軸方向上由于板材厚度的恢復,鉚釘受到Z軸方向的拉力。在二者共同作用下,鉚釘先發生塑性變形,當(σ1-σ3)<σs時,鉚釘再發生彈性變形,鉚釘長度增加,直徑減小。

圖5 鉚接力最大時板材厚度壓縮量
在鉚接力達到最大時,由于沖模的沖壓,鉚釘孔附近與沖模接觸區域的板材被擠壓變薄,設板材厚度δ減小了△δ,如圖5所示。

式中:d為鉚釘部分的直徑;db為螺紋桿的直徑;l為鉚釘部分的長度。
取l=6.3 mm,代入式(4),得 V=178.13mm3。

圖6 飛邊部分的體積
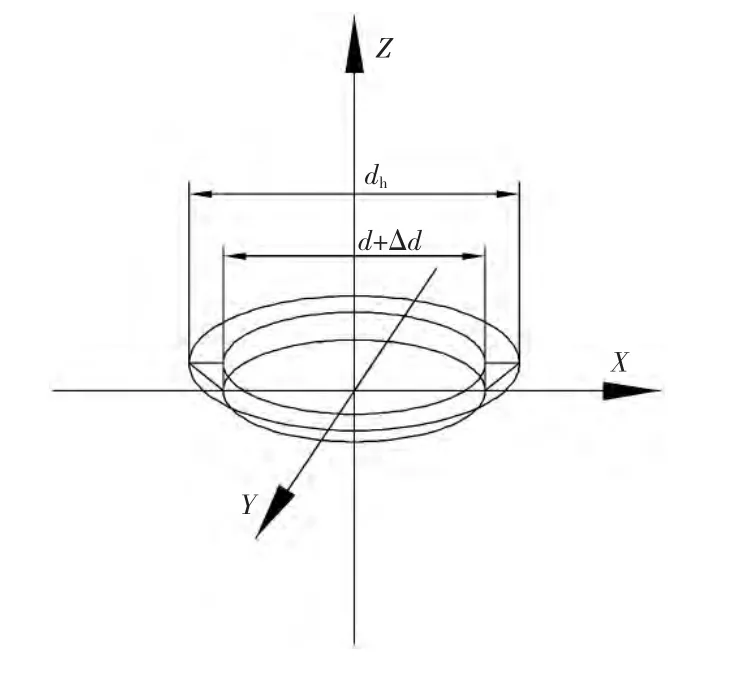
圖7 飛邊形狀
設沖壓形成的鉚釘沉頭飛邊(截面為三角形的圓環)體積為Vj,如圖 6 所示,飛邊高度為h,飛邊外沿的直徑為dh,如圖7所示建立直角坐標系。

式中:S為圓環面積;△d為鉚接壓力最大時鉚釘的直徑增加量,△d=2ur;dh為飛邊外沿直徑,dh=d+△d+2b。


取鉚接后的頂桿長δ=5 mm,代入式(6),得鉚接力最大時板材厚度壓縮量△δ=0.053 3 mm。
為了使制動主缸螺紋孔端面更好地與助力器接觸,在鉚接完成后,要保證鉚接孔周圍的板材恢復到原厚度。假設板材厚度恢復到δ,鉚接孔直徑恢復到d。則鉚接完成后,鉚釘和板材之間存在Z軸方向和徑向的分布力。
如圖8所示,設Z軸方向上的應力為σ1,應變為ε1′;徑向應力為 σ2、σ3,徑向應變為 ε2′=ε3(′ 鉚釘為圓柱體),則

圖8 鉚接孔壁的受力情況

μ為鉚釘的橫向變形系數,即鉚釘材料的泊松比,取螺栓材料的橫向變形系數 μ=0.28。聯立式(7)、式(9)和式(8)、式(10)可得:

在鉚接壓力達到最大之后,鉚接孔壁擠壓鉚釘、板材拉伸鉚釘,使得鉚釘先發生塑性變形再發生彈性變形,因此滿足塑性屈服條件,(σ1-σ3)<σs。 (13)
聯立式(11)、式(12)、式(13),解得:σ1<237 MPa,σ2=MPa,因此,鉚釘沉頭對板材的分布壓力為pz=65 MPa,鉚接孔壁圓柱面上的分布壓力為pxy=σ2=σ3<113 MPa。
3 結語
通過以上計算得到的Z軸方向分布壓力Pz和鉚接孔壁圓柱面上的分布壓力Pxy的數值是分布壓力上限。因為分布壓力的大小受到很多其它因素的影響,鉚釘材料的塑性和均勻性、鉚接孔壁的表面質量等因素對分布壓力均有影響。在進行有限元分析計算時,應取比理論計算得到的分布壓力略小的數值。
由鉚接壓力的計算公式(1)可知,鉚接時所需的壓力大小主要受鉚釘直徑d和鉚釘材料的屈服強度σs影響,因此,在選擇鉚釘機型號時主要參考鉚釘直徑和材料。
由式(11)、式(12)、式(13)可知,鉚接孔壁圓柱面上的分布壓力受鉚釘材料影響較大,與鉚釘直徑大小關系不大。Z軸方向分布壓力即為鉚釘對上下板材的緊固力,其主要取決于鉚釘的直徑和鉚釘材料。因此,如果需要增加上下板材的緊固力大小,可以通過選擇較大直徑的鉚釘或者采用更高強度的材料制造的鉚釘,但是需要注意的是,如果選擇高強度材料的鉚釘,鉚接孔壁圓柱面上的分布壓力將會增大,這會導致鉚接孔附近更易產生疲勞裂紋,鉚釘鉚接對真空助力器殼體疲勞壽命的影響也將變得更為明顯,在有限元分析計算真空助力器殼體疲勞壽命時,考慮鉚接的影響意義更大。
[1] 夏平,劉蘭.鉚接鉚釘分布壓力的計算[J].設備設計與維修,2003(12):99-108.
[2] 劉平.鉚接變形及其有限元分析[D].西安:西北工業大學,2007.
[3] 趙學仁.工程彈性力學[M].北京:北京理工大學出版社,1988.
[4] 張洪雙.鉚接工藝參數分析[J].機械設計與制造,2011(6):241-243.
[5] Q/BQB 403-2003 冷連軋低碳鋼板及鋼帶[S].