焊縫收縮法焊接變形技術(shù)研究
2015-05-08 08:14:39李曉延張盈彬
造船技術(shù) 2015年2期
徐 東, 李 興, 李曉延, 張盈彬
(1.上海船舶工藝研究所, 上海200032; 2.北京工業(yè)大學(xué), 北京100124)
焊縫收縮法焊接變形技術(shù)研究
徐 東1, 李 興1, 李曉延2, 張盈彬1
(1.上海船舶工藝研究所, 上海200032; 2.北京工業(yè)大學(xué), 北京100124)
以船體甲板結(jié)構(gòu)為研究對(duì)象,采用熱彈塑性法和局部整體法計(jì)算分析甲板分段典型焊接接頭應(yīng)變大小,并將該計(jì)算結(jié)果與實(shí)驗(yàn)測量結(jié)果相對(duì)比控制和驗(yàn)證有限元計(jì)算精準(zhǔn)度。以典型焊接接頭計(jì)算結(jié)果為基礎(chǔ),采用Weld-Planner焊縫收縮法預(yù)測甲板分段結(jié)構(gòu)的焊接變形。采用焊縫收縮法計(jì)算工程結(jié)構(gòu)的焊接變形時(shí),計(jì)算過程易于收斂,計(jì)算效率顯著提高,是預(yù)測大型復(fù)雜結(jié)構(gòu)焊接變形一種方便有效的方法。
大型結(jié)構(gòu) 焊接變形 焊縫收縮法 熱彈塑性法 局部整體法
1 引言
現(xiàn)代造船中焊接工作量在整個(gè)船體建造總工作量中占相當(dāng)大的比例,焊接水平的高低在很大程度上決定了船體的質(zhì)量和生產(chǎn)效率,而焊接變形又是焊接過程中最難控制的一環(huán)。焊接過程不均勻的加熱和冷卻、材料的局部非協(xié)調(diào)塑性應(yīng)變以及焊接殘余應(yīng)力的作用使得船舶結(jié)構(gòu)產(chǎn)生各種焊接變形。焊接變形的存在不僅造成了焊接結(jié)構(gòu)形狀變異,尺寸精度下降和承載能力降低,而且在工作荷載作用下引起的附加彎矩和應(yīng)力集中現(xiàn)象是船舶結(jié)構(gòu)早期失效的主要原因,也是造成船舶結(jié)構(gòu)疲勞強(qiáng)度降低的原因之一。
文章以船體甲板結(jié)構(gòu)為研究對(duì)象,甲板結(jié)構(gòu)由甲板板、縱橫構(gòu)架焊接而成。甲板多焊縫結(jié)構(gòu)在焊接過程中不僅包含典型焊接接頭存在的殘余應(yīng)力、失穩(wěn)變形等問題[1],同時(shí)多個(gè)焊縫結(jié)構(gòu)之間存在內(nèi)部作用力,易產(chǎn)生焊接變形。文中介紹以典型焊接接頭計(jì)算[2~4]為基礎(chǔ)的Weld-Planner焊縫收縮法[5,6]預(yù)測甲板分段結(jié)構(gòu)的焊接變形。焊縫收縮法是基于焊接后焊縫部分的金屬會(huì)發(fā)生收縮的原理而提出,焊縫在冷卻過程中會(huì)發(fā)生收縮,這個(gè)收縮就是焊接殘余應(yīng)力和變形產(chǎn)生的原因。焊縫在收縮的同時(shí)在焊縫中產(chǎn)生等效收縮力和等效彎矩,通過等效收縮力和等效彎矩即可計(jì)算結(jié)果焊接變形,計(jì)算過程易于收斂,計(jì)算效率很高。
2 焊縫收縮法計(jì)算原理
進(jìn)行工程結(jié)構(gòu)整體焊接變形的計(jì)算方法之一是焊縫收縮法。焊縫收縮法是基于焊接后焊縫部分的金屬會(huì)發(fā)生收縮的原理而提出,在實(shí)際應(yīng)用中,可采用收縮力和收縮彎矩來實(shí)現(xiàn)焊縫收縮的計(jì)算。
焊縫在冷卻過程中會(huì)發(fā)生收縮,這個(gè)收縮就是焊接殘余應(yīng)力和變形產(chǎn)生的原因。焊縫在收縮的同時(shí)在焊縫中產(chǎn)生等效收縮力,等效收縮力與收縮變形之間存在如下的關(guān)系:
式中:x為收縮變形量(mm);K為等效收縮變形剛度(N/mm);F為等效收縮力,(N)。
等效收縮力F可由焊接熱輸入的大小和材料的性能參數(shù)確定,通過如下的式子進(jìn)行計(jì)算:
式中:E為材料的彈性模量(N/mm2);q為焊接線能量(J/mm);α為材料的熱膨脹系數(shù)(℃-1);c為材料的比熱(J/kg℃);ρ為材料的密度(kg/mm3)。
同樣的,收縮彎矩是引起角變形的原因。等效收縮彎矩與角變形之間存在如下的關(guān)系:
式中:θ為角變形量(rad);K0為等效彎曲變形剛度(N·mm);M為等效彎矩(N·mm)。
圖1所示為對(duì)接接頭和T型接頭中的等效收縮力和等效彎矩的示意圖。焊縫收縮法采用的是線彈性的計(jì)算方法,不考慮焊接時(shí)加熱過程和冷卻過程的細(xì)節(jié)以及焊接冶金過程(相變)的變化細(xì)節(jié),也不考慮溫度變化對(duì)材料性能的影響,因此使用這種方法能夠顯著縮短計(jì)算時(shí)間。

圖1 對(duì)接接頭和T型接頭上的等效收縮力和等效彎矩
利用焊縫收縮法計(jì)算工程結(jié)構(gòu)的焊接變形時(shí),計(jì)算效率顯著提高,計(jì)算過程易于收斂;并且利用焊縫收縮法計(jì)算時(shí)只需要材料在常溫下的彈性模量和泊松比等彈性參數(shù),這些參數(shù)都比較容易得到。由于焊縫收縮法進(jìn)行了大量簡化,并且沒有考慮焊接加熱及冷卻過程,因此焊縫收縮法不能用于對(duì)焊接過程應(yīng)力和變形的演化過程進(jìn)行分析,這也是固有應(yīng)變法、體積收縮法等計(jì)算方法都會(huì)遇到的問題。焊縫收縮法一般只適用于對(duì)大型結(jié)構(gòu)焊接完成以后的殘余變形進(jìn)行計(jì)算,這個(gè)焊后殘余變形的結(jié)果正是許多大型焊接結(jié)構(gòu)所需要的。
3 典型焊接接頭焊接變形試驗(yàn)
典型焊接接頭焊接變形試驗(yàn)為甲板結(jié)構(gòu)焊接變形計(jì)算做鋪墊。在準(zhǔn)確掌握典型焊接接頭焊接變形規(guī)律的基礎(chǔ)上,可以準(zhǔn)確提取甲板結(jié)構(gòu)焊縫的等效收縮力、等效彎矩等焊縫收縮法計(jì)算參數(shù),保證甲板結(jié)構(gòu)焊接變形預(yù)測計(jì)算的精度。
甲板結(jié)構(gòu)焊接主要有甲板板面對(duì)接焊以及甲板板與縱橫構(gòu)架、縱橫構(gòu)架間角接焊,考慮到典型焊接接頭焊接方法和焊接工藝的相似性,確定典型接頭試驗(yàn)?zāi)P蜑閮煞N,平位置對(duì)接焊試驗(yàn)?zāi)P秃徒墙雍冈囼?yàn)?zāi)P汀F轿恢脤?duì)接焊試驗(yàn)采用雙面埋弧自動(dòng)焊進(jìn)行焊接,試驗(yàn)?zāi)P统叽鐬殚L600mm×寬250mm×厚20mm;角接焊試驗(yàn)采用手工焊進(jìn)行焊接,角接焊試驗(yàn)?zāi)P桶瑑煞N焊接接頭:一種是水平位置角焊縫接頭(平角焊接頭),另一種是豎直位置角焊縫接頭(立角焊接頭),試驗(yàn)?zāi)P统叽鐬榈装彘L600mm×寬500mm×厚16mm,縱向腹板長600mm×高650mm×厚10mm,兩塊橫向腹板寬245mm×高650mm×厚10mm。平位置對(duì)接焊及角接焊試驗(yàn)?zāi)P腿鐖D2所示,圖2(a)為平位置對(duì)接焊,圖2(b)為角接焊。

圖2 典型焊接接頭焊接變形試驗(yàn)
平位置對(duì)接焊板厚20mm,因此采用多層多道焊焊接,包含正面兩道焊及反身碳刨(碳刨寬度14~15mm,深度7~8mm)后兩道焊,平位置對(duì)接焊焊接工藝參數(shù)如表1所示。手工角焊平均電流150A,平均電壓30V,平角焊接頭平均焊接速度10.71cm/min,立角焊接頭平均焊接速度5.23cm/min。
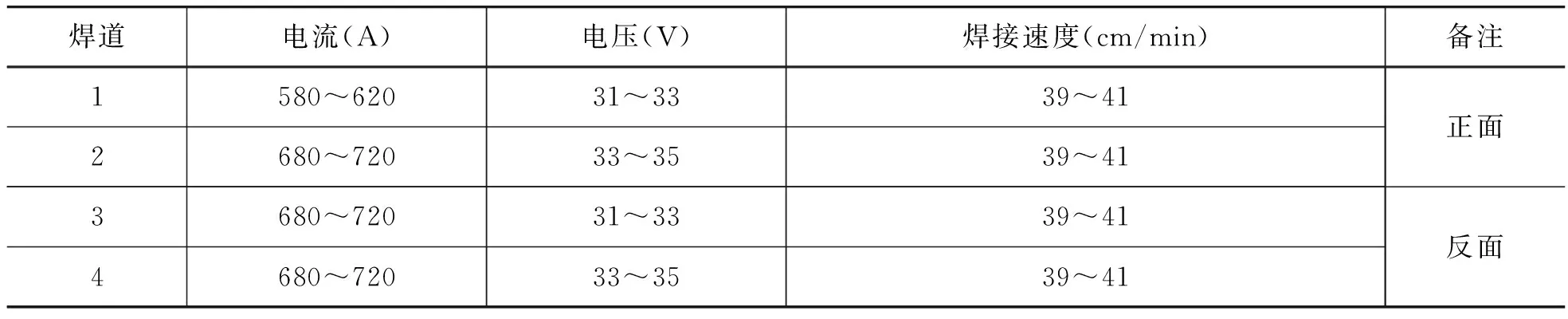
表1 平位置對(duì)接雙面埋弧自動(dòng)焊焊接工藝參數(shù)
平位置對(duì)接焊和角接焊試驗(yàn)過程中焊接變形測量點(diǎn)布置如圖3所示,圖3(a)為平位置對(duì)接焊測量點(diǎn)布置圖,圖3(b)為角接焊測量點(diǎn)布置圖。
平位置對(duì)接焊試驗(yàn)實(shí)際測量焊接變形值如表2所示,角接焊試驗(yàn)實(shí)際測量焊接變形值如表3所示。其中長度值、寬度值解釋:以L0105為例,L代表寬度,0105代表01、05測量點(diǎn)間的長度值;B0111,B代表寬度,0111代表01、11測量點(diǎn)間的寬度值。
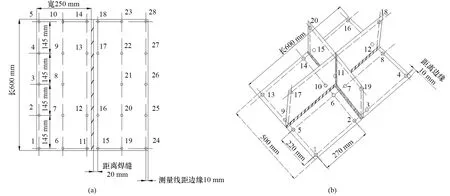
圖3 典型焊接接頭焊接變形試驗(yàn)變形測量點(diǎn)布置圖
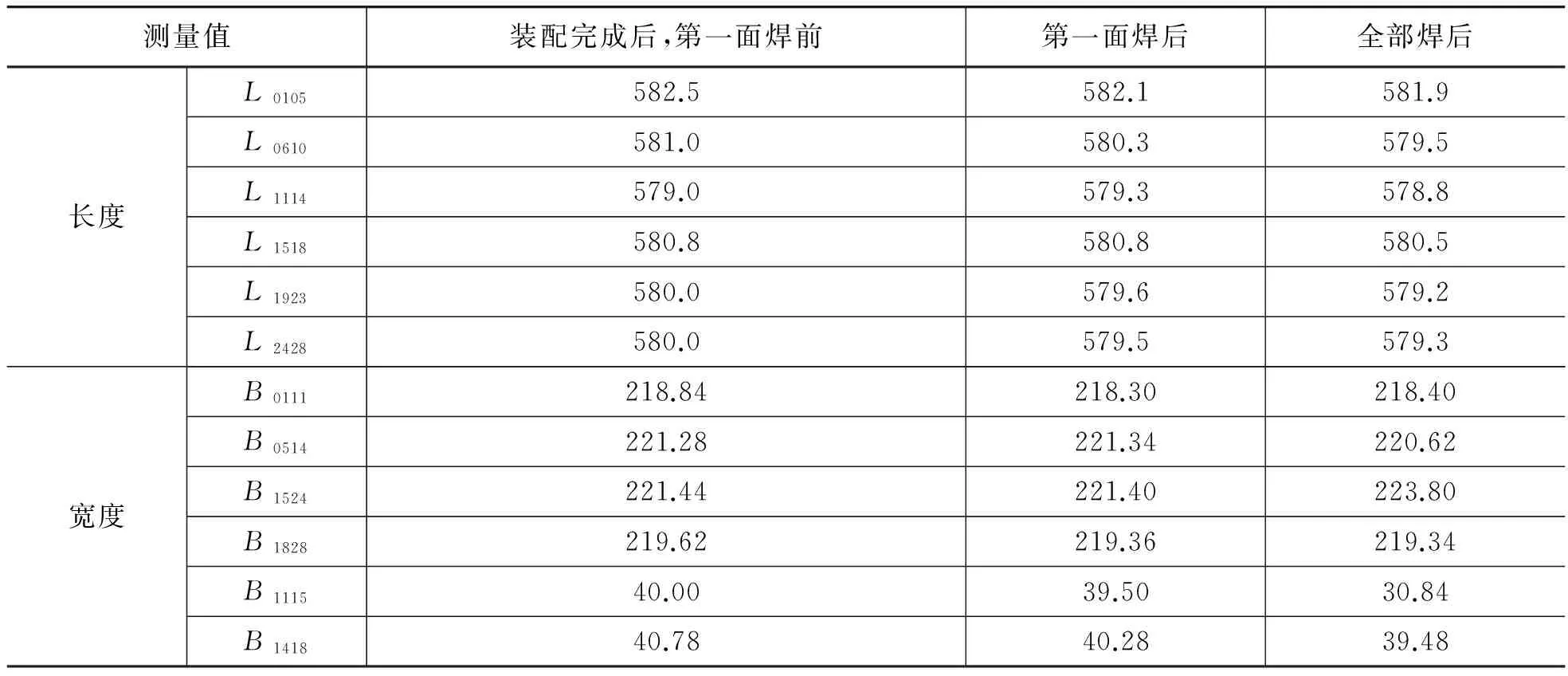
表2 平位置對(duì)接焊試驗(yàn)焊接變形值 單位:mm
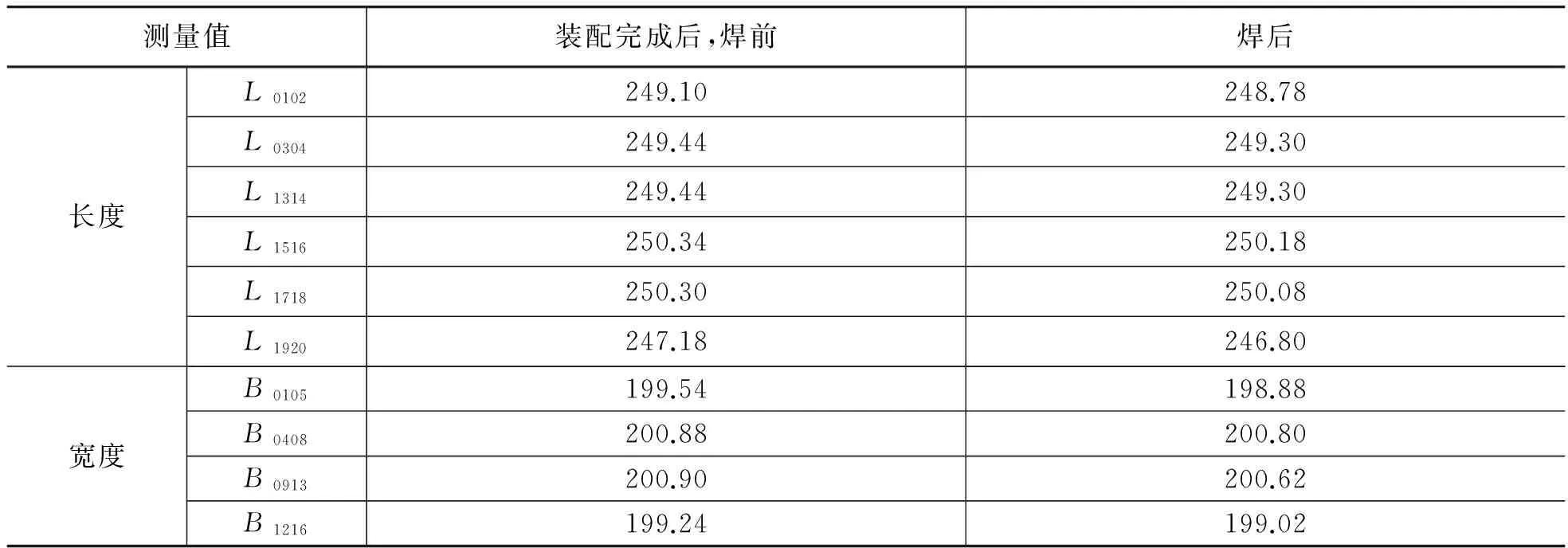
表3 角接焊試驗(yàn)焊接變形值 單位:mm
4 典型焊接接頭有限元計(jì)算
平位置對(duì)接焊模型結(jié)構(gòu)簡單采用熱彈塑性法進(jìn)行計(jì)算,保證計(jì)算效率和計(jì)算精度;由于角接焊模型大,采用熱彈塑性法進(jìn)行計(jì)算網(wǎng)格數(shù)量龐大,計(jì)算效率低,因此采用局部-整體法進(jìn)行計(jì)算。甲板分段采用的鋼材材料參數(shù)如表4所示,其他計(jì)算條件及參數(shù)(如焊接電流、電壓、焊接速度、層間溫度等)均參照試驗(yàn)測量數(shù)據(jù)進(jìn)行設(shè)置。
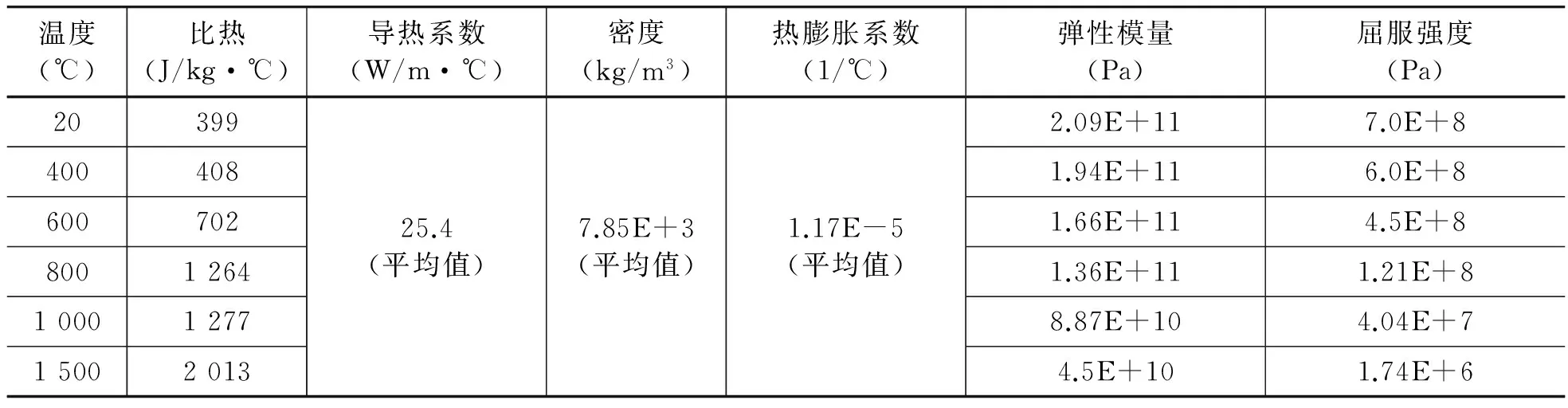
表4 鋼材材料屬性
4.1 平位置對(duì)接焊模型計(jì)算
平位置對(duì)接焊模型的焊接變形計(jì)算選用焊接專用數(shù)值計(jì)算軟件SYSWELD,熱源模型采用雙橢球熱源。圖4所示為對(duì)接焊各道焊接時(shí)的熔池形貌,第二道焊前層間溫度最高131.45℃,第三道焊前層間溫度最高108.35℃,第四道焊前層間溫度最高123.65℃,冷卻后模型最高溫度23.2℃。圖5所示為對(duì)接焊各道焊結(jié)束后的模型變形情況。

圖4 各道焊接的熔池形貌

圖5 各道焊接結(jié)束后的焊接變形
由表2數(shù)據(jù)統(tǒng)計(jì),平位置對(duì)接焊實(shí)測寬度方向最大收縮值(L0528和L0124)分別為2.24mm和0.64mm,均值為1.44mm;從有限元計(jì)算結(jié)果中提取相同位置的收縮值,為1.325mm。計(jì)算結(jié)果與試驗(yàn)結(jié)果對(duì)比,誤差為
同理,最大縱向收縮值試驗(yàn)數(shù)據(jù)均值為0.68mm,有限元計(jì)算值為0.6625,誤差為2.57%。
4.2 角接焊模型計(jì)算
角接焊模型焊縫較多,采用熱彈塑性法計(jì)算對(duì)計(jì)算條件要求較高,計(jì)算效率低。這里采用局部-整體映射計(jì)算方法,即先利用熱彈塑性方法計(jì)算出局部的T型和十字型焊接接頭的變形,然后將計(jì)算得到的塑性應(yīng)變結(jié)果提取出來導(dǎo)入到整體角焊接結(jié)構(gòu)的模型上,進(jìn)行彈性求解進(jìn)而得出整體結(jié)構(gòu)的焊接變形,計(jì)算軟件采用PAM-ASSEMBLY。
有限元計(jì)算建模過程分別先建立局部模型、整體焊接SHELL模型,然后采用PAM-ASSEMBLY軟件將局部模型向整體SHELL模型導(dǎo)入,實(shí)現(xiàn)結(jié)構(gòu)焊接局部-整體映射,映射方向與實(shí)際焊接方向一致(紅箭頭方向),如圖6所示。將熱彈塑性法計(jì)算得到的焊接變形值通過PAM-ASSEMBLY軟件導(dǎo)入到整體角接焊模型,獲得整體焊接模型結(jié)構(gòu)的焊接變形大小,計(jì)算結(jié)果如圖7所示。

圖6 角接焊模型
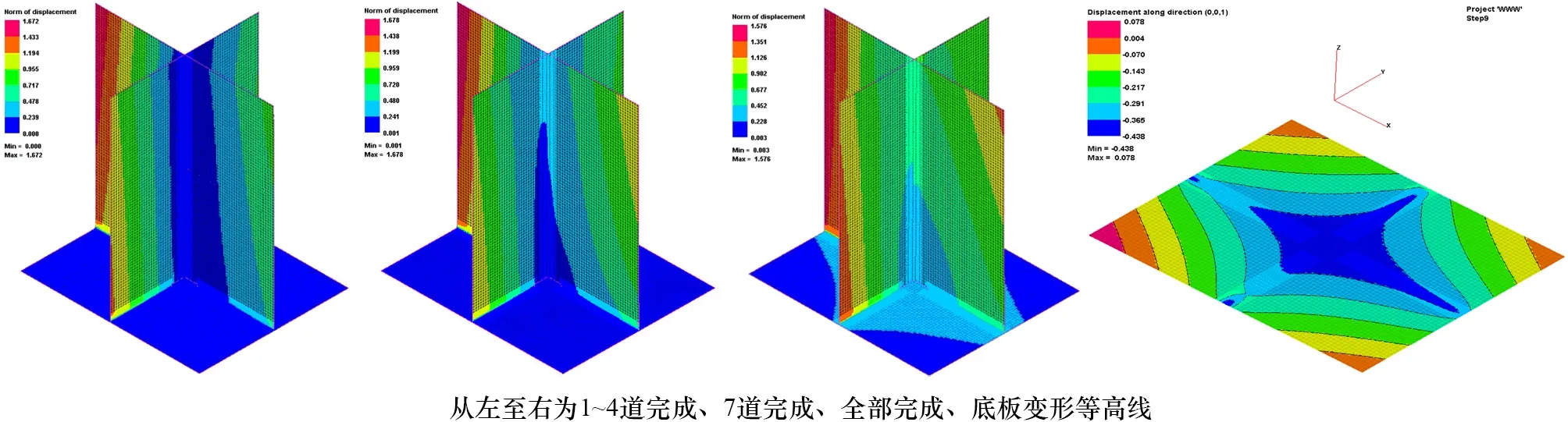
圖7 角接焊變形計(jì)算結(jié)果
同上章節(jié),對(duì)角接焊試驗(yàn)結(jié)果與有限元計(jì)算結(jié)果做對(duì)比,這里僅針對(duì)較關(guān)注的底板變形情況。最終結(jié)果為底板長度方向,試驗(yàn)測量收縮值為0.19mm,有限元計(jì)算收縮值為0.175mm,誤差7.9%;底板寬度方向,試驗(yàn)測量收縮值0.31mm,有限元計(jì)算收縮值為0.280mm,誤差9.7%。
從平位置對(duì)接焊和角接焊有限元計(jì)算結(jié)果與試驗(yàn)測量結(jié)果對(duì)比,驗(yàn)證了有限元計(jì)算的高精度,為后續(xù)甲板分段計(jì)算時(shí)等效收縮力、等效彎矩的計(jì)算和提取提供數(shù)據(jù)支撐。
5 甲板分段結(jié)構(gòu)焊接變形計(jì)算
甲板分段結(jié)構(gòu)的整體模型長21m,寬17.46m,甲板厚度為20mm,縱向構(gòu)架和橫向構(gòu)架的圍欄板厚10mm,扁鋼尺寸為800×10mm,T型材尺寸16×550/20×250mm。甲板分段有限元模型如圖8所示。甲板分段焊接采用的工藝參數(shù)與典型焊接接頭采用的工藝參數(shù)相同,采用Weld-Planner焊縫收縮法進(jìn)行計(jì)算,等效收縮力、等效彎矩根據(jù)典型焊接接頭試驗(yàn)數(shù)據(jù)及有限元仿真計(jì)算提取。
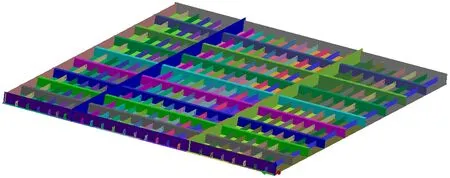
圖8 甲板分段有限元模型
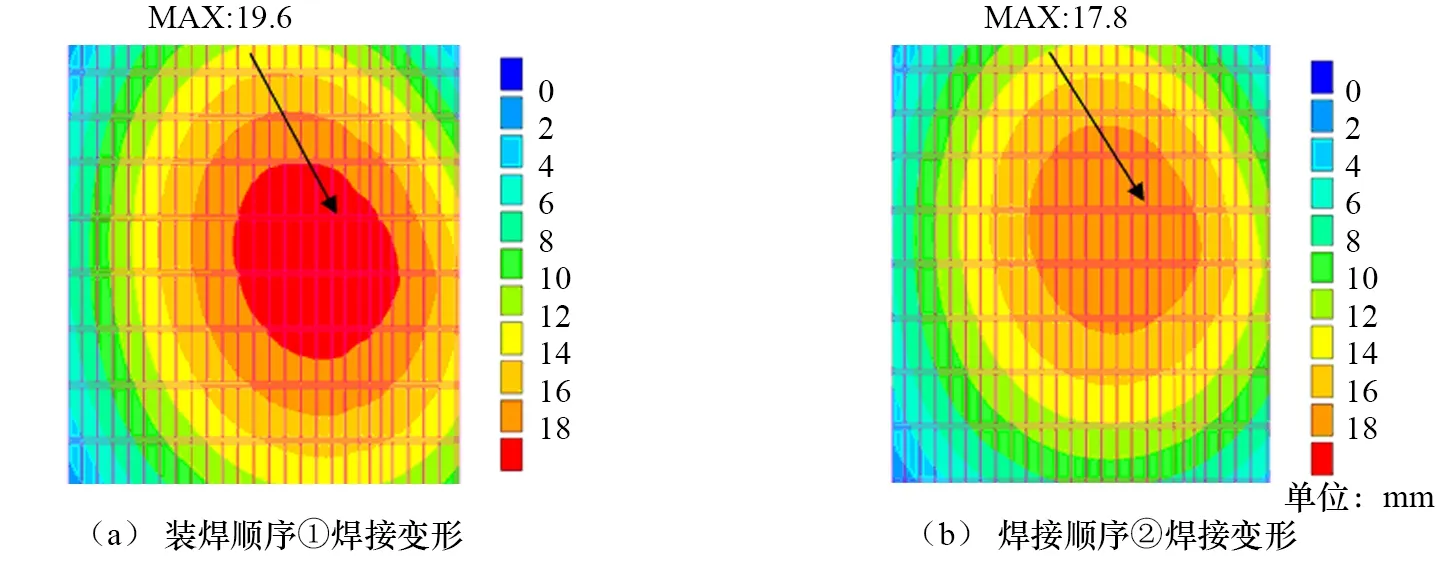
圖9 兩種裝焊順序結(jié)構(gòu)焊接變形
甲板分段結(jié)構(gòu)焊接變形計(jì)算過程中考慮了兩種不同的裝焊順序:① 甲板拼焊對(duì)接焊縫→橫向構(gòu)架與甲板間角焊縫→縱向構(gòu)架與甲板間角焊縫→縱向構(gòu)架和橫向構(gòu)架之間的角焊縫焊接;② 甲板拼焊對(duì)接焊縫→縱向構(gòu)架和橫向構(gòu)架之間的角焊縫→橫向構(gòu)架與甲板間角焊縫→縱向構(gòu)架與甲板間角焊縫焊接。
兩種裝焊順序的結(jié)果焊接變形如圖9所示。從圖中可以看出,第一種焊接順序下結(jié)構(gòu)的最大焊接變形量是19.6mm,第二種焊接順序時(shí)結(jié)構(gòu)的焊接變形量是17.8mm,比第一種焊接順序時(shí)的變形量大約小9%。
上述焊接變形計(jì)算結(jié)果均與實(shí)際測量焊接變形數(shù)據(jù)(最大變形量15~20mm)相近。說明采用焊縫收縮法對(duì)于大型復(fù)雜結(jié)構(gòu)計(jì)算的精度符合要求,可以為船體實(shí)際建造提高參考和依據(jù)。
6 結(jié)論
(1) 探討了焊縫收縮法的計(jì)算原理,采用Weld-Planner建立甲板分段結(jié)構(gòu)模型,進(jìn)行焊縫收縮法焊接變形計(jì)算,計(jì)算精度較高。
(2) 分析了結(jié)構(gòu)網(wǎng)格大小對(duì)計(jì)算結(jié)果的影響,當(dāng)網(wǎng)格尺寸小于3mm×3mm時(shí),計(jì)算得到的變形值是穩(wěn)定的。網(wǎng)格尺寸小,計(jì)算精度高;為保證計(jì)算效率,細(xì)化焊縫附近網(wǎng)格,遠(yuǎn)離焊縫區(qū)域可逐漸加大網(wǎng)格尺寸,既保證計(jì)算效率,也可保證計(jì)算精度。
(3) 分析了不同裝焊工藝對(duì)焊接變形的影響,計(jì)算表明甲板結(jié)構(gòu)在焊接過程中先進(jìn)行縱向構(gòu)架與甲板的焊接,再進(jìn)行橫向構(gòu)架與甲板的焊接,可以增加結(jié)構(gòu)的剛性,所得最終的結(jié)構(gòu)焊接變形要小一些。
[1] C.A.庫茲米諾夫著,王承權(quán)譯.船體結(jié)構(gòu)的焊接變形[M]. 北京:國防工業(yè)出版社,1978.
[2] Y Vincent, F.B.J.B. Prediction of welding residual distortions of large structures using a local/global approach[J]. Journal of Mechanical Science and Technology, 2007,21: 1700-1706.
[3] X Fan, I.M.R.R.Simulation of distortion induced in assemblies by spot welding. Proceedings of the Institution of Mechanical Engineers, Part B[J].Journal of Engineering Manufacture, 2007: 1317-1327.
[4] Tsirkas S A, P.P.K.P. Evaluation of distortions in laser welded shipbuilding parts using local-global finite element approach[J].Science and Technology of Welding and Joining, 2003,2(8): 79-88.
[5] Mohd Shahar Sulaiman, Y.H.M.E. Simulation and experimental study on distortion of butt and T-joints using WELD PLANNER[J].Journal of Mechanical Science and Technology, 2011,10(25): 2641-2646.
[6] LU Yaohui, W.P.Z.J. Numerical simulation of welding distortion using shrinkage force approach and application[J].Advanced Materials Research, 2010,129/130/131: 867-871.
Research on the Calculation of Welding Distortion Based on Welding Shrinkage Method
XU Dong1, LI Xing1, LI Xiao-yan2, ZHANG Ying-bin1
(1.Shanghai shipbuilding Technology Research Institute, Shanghai 200032, China; 2.Beijing University of Technology, Beijing 100124, China)
This article focuses on hull deck structure and applies the thermal-elastic-plastic method and the local-global method to calculate the strain of welding joint in deck block, then compares the calculation results with experimental results to verify the accuracy of finite element calculations. Based on the calculation results of typical welding joint, the Weld-Planner shrinkage method is applied to predict the welding distortion of deck block structure. With this method, the calculation process of welding distortion in engineering structure is easy to converge and the calculation efficiency is significantly improved. It proves that this is a convenient and effective way to predict the welding distortion in large complex structure.
Large structure Welding distortion Welding shrinkage method Thermal-elastic-plastic method Local-global method
上海市博士后科研資助計(jì)劃重點(diǎn)項(xiàng)目,項(xiàng)目編號(hào):13R21420200。
徐 東(1976-),男,工學(xué)博士。
U671
A
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)械工程師(2015年10期)2015-02-02 01:14:03
機(jī)電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
