全回轉Z型軸系的安裝檢驗
2015-05-08 12:59:17于志強
造船技術 2015年4期
關鍵詞:測量
于志強
(中國船級社秦皇島分社, 河北 秦皇島 066000)
全回轉Z型軸系的安裝檢驗
于志強
(中國船級社秦皇島分社, 河北 秦皇島 066000)
全回轉Z型軸系已廣泛應用于工程船舶,其安裝工藝不同于常規(guī)軸系,有其自身的特點,因此本文以4 000 kW拖船Z型軸系安裝為例,詳細介紹了Z型軸系安裝過程以及質量檢驗控制要點,希望能對同類型軸系的安裝帶來幫助。
Z型軸系 舵漿裝置 軸系安裝 對心裝置
1 引言
4 000 kW拖船采用雙機雙槳全回轉Z型軸系,主機為Niigata 8L28HX型船用中速柴油機,舵槳裝置為Niigata ZP-41型全回轉Z型推進裝置。
軸系(單側)包括:二根中間軸(長)、兩套萬向聯軸節(jié)、一根與主機輸出端相聯的短軸、一根與艉部萬向聯軸節(jié)相聯的短軸、十套中間軸承、一套隔艙密封填料、一套高彈聯軸節(jié)。舵槳裝置采用井式安裝,輸入軸中心線與水平成3°夾角,主機為傾斜安裝,曲軸中心線與水平成3°夾角。軸系布置如圖1所示,軸系為折線。
安裝原則:從艉向艏排軸系,即先找正安裝舵槳,然后使用舵槳裝置的對心裝置排軸系,再定位主機(主機位置根據軸系排列情況適當調整)[1]。
2 軸系中心線的測定
軸系中心線的測定采用拉線法。
(1) 拉線條件。主甲板以下主體裝焊基本完工,大型火工矯正工作結束,機艙、舵槳艙內的各雙層底密性試驗結束,船體中線和基線全面測量并驗收[2]。
(2) 基準點位置選擇。艏基點選在35#肋位,艉基點選在0#肋位,由于該船軸系為傾斜軸系,且軸線為折線,因此實際拉線時應選擇多個基點,各基點距中線尺寸均為2 720 mm。
(3) 拉線檢查。通過艏艉基點,拉左右軸系中心線及主機曲軸中心線(鋼絲d=0.3~0.5mm),根據舵槳及軸系布置圖,參考設備安裝手冊[1]和中國造船質量標準[3]。
① 檢查主機基座4點:28#,30#,32#,34#肋位,基座面板距主機曲軸中心線456mm,允差≤±2mm,軸線與水平夾角3°。
③ 根據舵槳及軸系布置圖,舵槳軸線與主機曲軸中心線間距應滿足19 600±2mm。
④ 檢查各基點距船體中心線距離為2 720±2mm,確保左右舷兩條軸線平行。
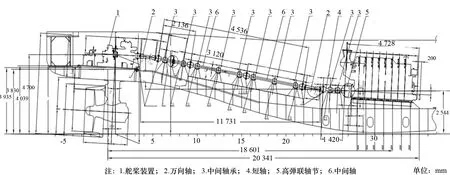
圖1 軸系布置圖
3 舵槳裝置的安裝
(1) 法蘭上端面的船上機加工。
通過圖1可知,舵槳裝置中心距離基線高度為4 700mm,在基線上的投影點距離0#肋位為450mm,根據軸線上0#肋位向船艏方向450mm處拉鉛垂線,垂線距離基線4 700mm處即為基準點,通過該基點拉另一道斜線,斜線在平地上500mm高處的調整儀中穿過,用重鉛錘垂住(鉛錘過輕則斜線撓度就過大)。用調整儀調斜線角度,并觀察鉛錘指向。當鉛錘與預先算定并在地上返出的3°夾角重合時,此斜線則為3°夾角線,也就是法蘭面中心線、舵槳裝置中心線(如圖2所示)。 圖中:L1=(L-L2)×tan3°。該中心線也為鏜桿中心線。

圖2 舵槳裝置中心線示意圖
根據軸系布置圖要求,舵槳裝置法蘭锪平至其中心到基準點距離790mm為止,舵槳法蘭下表面緊固螺母處需锪平。同時加工出O型圓槽(密封環(huán)槽)及V型定位槽,如圖3、4所示。
(2) 安裝舵槳裝置前,舵槳座圈內部要求油漆涂裝施工完畢。通過上述法蘭圓心在法蘭面四周畫出4個永久性的標記點,圖4中畫X處(圓圈圈出位置),且在該處安裝定位舵槳裝置止推器,止推器焊接安裝后要確保舵槳法蘭加工面無焊渣或其它材質雜物,如果有焊渣或雜物需清理。

圖3 舵槳座法蘭車削加工

圖4 舵槳座
(3) 舵槳裝置采用井式安裝。
通過主甲板Ф4 000mm開孔將舵槳裝置由主甲板上部吊入舵槳艙,直至舵槳裝置與法蘭上端面無間隙貼合。通過舵槳裝置止推器調整舵槳裝置的對中位置,測量V型槽至舵槳裝置法蘭邊緣距離(如圖4所示),滿足以下要求,同時保證舵槳裝置的沖壓標志(前、后、左、右)與舵槳法蘭座所做標記對正。
E1=E2,F1=F2
對中結束后加工其中鉸制孔螺栓,隨后檢查輸入端法蘭面距標記點的距離,檢查中心線距法蘭上端面的距離,檢查安裝角度的正確性。圖5為在塢內的舵槳裝置圖。

圖5 舵槳裝置圖
4 軸系安裝
(1) 軸系安裝條件。
舵槳裝置安裝完畢,主機按安裝圖要求初定位后,應測量舵槳裝置輸入端法蘭距主機輸出端短軸后法蘭的尺寸及舵槳軸線與主機曲軸中心線間距離,若尺寸不符合圖紙要求,需對主機進行適當調整。同時將軸系中除萬向軸以外的其它各中間軸按要求聯接好, 初步放置到所要求的安裝位置。萬向軸處用長度相等的對心裝置代替, 然后調整各軸承支撐, 便得對心裝置的尖端相互對準, 并按主機的要求, 校正與主機相聯接的軸中心線, 從而找到整個軸系的理想位置。
(2) 中間軸定位安裝。
上船安裝短軸、中間軸前將對心環(huán)和導環(huán)安裝在中間軸承端部,如圖6所示。導環(huán)作用是將中間軸與軸承隔離開來,防止安裝及運輸過程中中間軸碰撞中間軸承。對心環(huán)的作用是將中間軸固定在中間軸承中心處,這樣軸系處于軸承中心線位置,便于軸系校中。
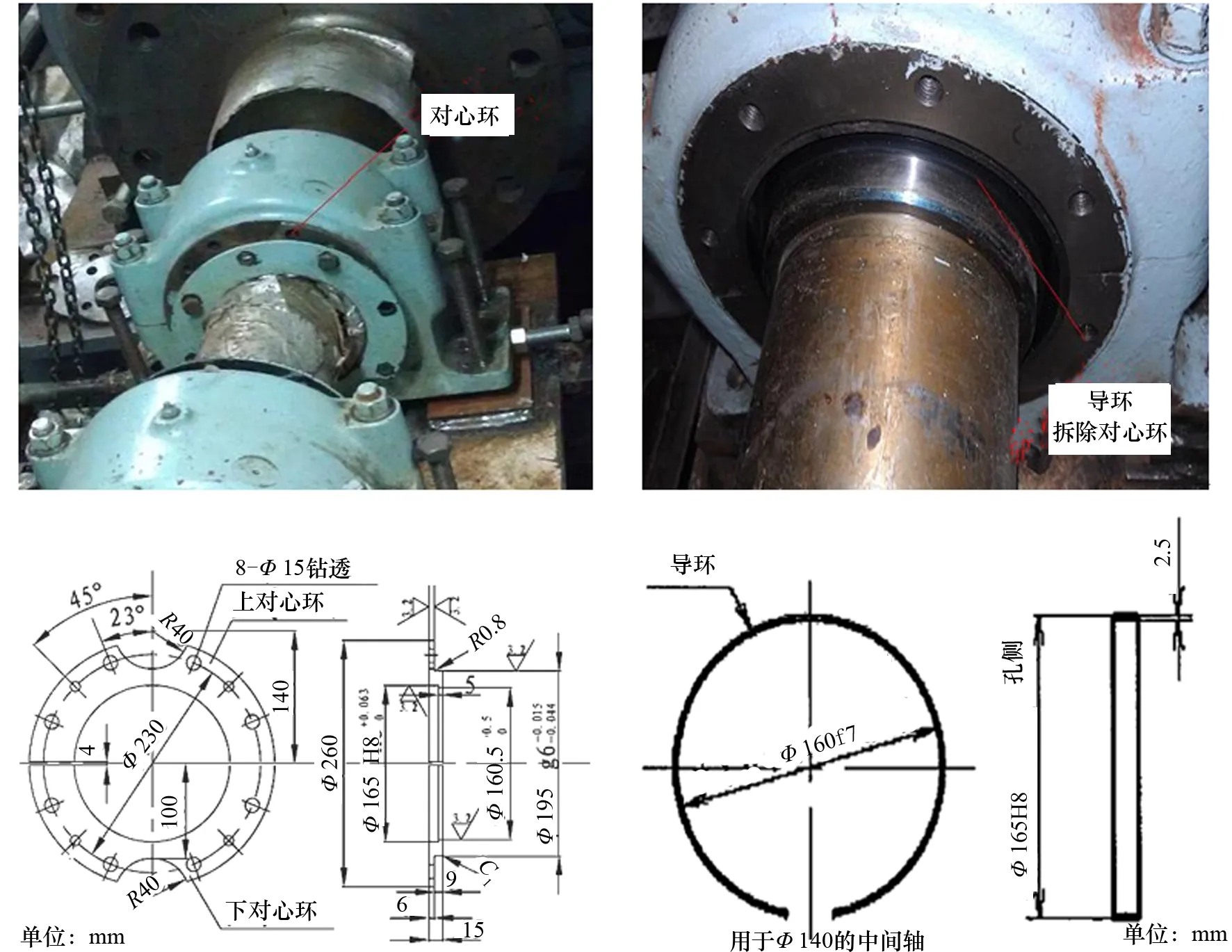
圖6 對心環(huán)和導環(huán)
進行中間軸的定位,軸系中間軸承已由舵槳廠家事先安裝于中間軸上,可不進行調整。中間軸由機艙進入,并穿過水密壁的開孔。中間軸承如圖7所示,用臨時頂推裝置按實際安裝位置臨時固定。 (3) 對心裝置調整。
調整上述臨時頂推裝置,使中間軸的兩端法蘭、舵槳裝置輸入端的法蘭、短軸尾部一端上軸系調整工具,即對心裝置位置滿足工藝要求,如圖8、9所示。圖10為實船測量對心裝置B的長度,表1為核應急保障船ZP端對心裝置測量結果舉例。
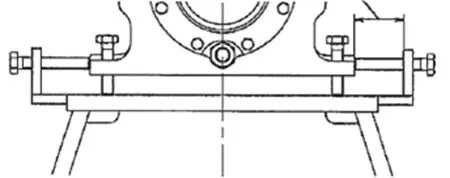
圖7 中間軸承安裝典型圖
對心裝置原理是[4]:
① 根據兩相交直線確定唯一平面的原理, 為保證萬向軸及其輸入、輸出軸在一個平面內, 應采取對心裝置, 使得萬向軸輸入、輸出軸的中心線相交。
② 根據等腰三角形兩底角相等的原理, 為保證萬向軸的中間軸與主、從動軸的軸間角相等, 應采取對心裝置, 使得輸入、輸出軸中心線的交點到兩軸法蘭端面的距離相等。
③ 要保證萬向軸的中間軸兩端軸叉在同一平面內, 主要由萬向軸制造商及在船上安裝萬向軸時保證。不要輕易拆開萬向軸中間的花鍵部分, 如必須拆開, 則安裝時應注意兩端軸叉的相對方向。

表1 核應急保障船ZP端對心裝置測量結果
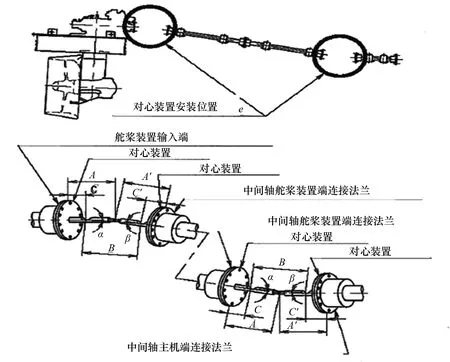
圖8 對心裝置布置圖
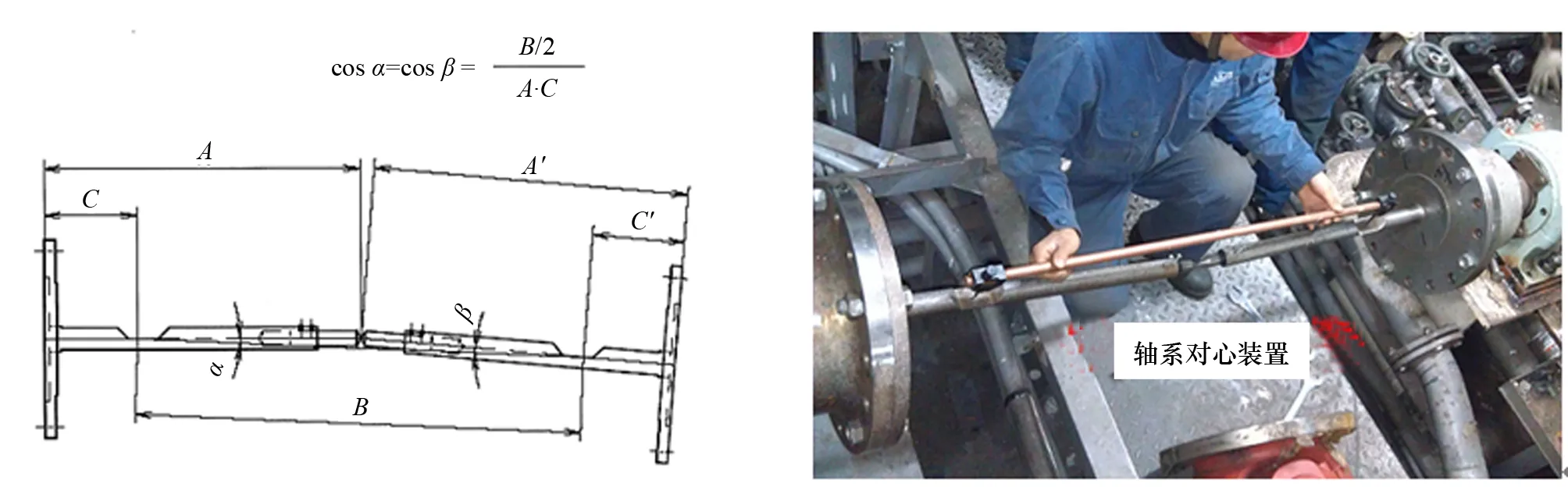
圖9 對心裝置 圖10 核應急保障船對心裝置測量
(4) 高彈聯軸節(jié)安裝。
將彈性聯軸節(jié)連接至主機,調節(jié)各主機各頂升螺栓和調整墊塊,架設如圖11所示千分表,使短中間軸與聯軸節(jié)間的叉口和偏移滿足工藝要求,同時要求主機各缸曲臂差值滿足要求,以及彈性聯軸節(jié)與短軸連接后其軸向對中間隙均勻,且在要求范圍內。

圖11 高彈聯軸節(jié)校中
5 主機及軸系最終定位
復校中間軸、中間軸承、萬向聯軸節(jié)和主機位置符合要求后,研配主機調整墊片,鉸制緊配地腳螺栓孔,隨后安裝各地腳螺栓;研配中間軸承調整墊片,安裝其緊固螺栓;安裝萬向聯軸節(jié);拆卸中間軸承對心環(huán)和導環(huán);最終復核萬向聯軸節(jié)安裝,圖12為安裝后的萬向聯軸節(jié),表2為復核萬向聯軸節(jié)安裝的測量數據舉例。

圖12 ZP端萬向聯軸節(jié)(左舷)

ZP端萬向聯軸節(jié)(P表示左舷)GEWES4136-97測量點標準值誤差值最大值測量結果A1-Pmm--384.6A2-Pmm--360.7B1-Pmm--384.7B2-Pmm--360.6C1-P965mm±15mm-964α1-Pdegrees(α-P)-(β-P)=±0.5°6.5°3.5°~4°之間(查閱下方表格)β1-Pdegrees(α-P)-(β-P)=±0.5°6.5°3.5°~4°之間(查閱下方表格)萬向聯軸節(jié)安裝角度對應表α1-P&β1-PA1-P&B1-PA2-P&B2-P3.5384.3362.14.0385.9360.4
6 結論
以上便是4 000 kW拖船軸系安裝過程,從中可以看出全回轉拖船的Z型軸系安裝特點。在具體安裝過程中,根據Z型軸系自身的特點, 嚴格按照安裝說明書要求操作,采用得當的安裝工具,同時通過相關船舶標準檢測安裝質量,從而確保整個軸系的有效運轉。
[1] Niigata-ken: Niigata Power Systems Co., Ltd.INSTALLATION MANUAL[S].2011.
[2] 國防科學技術工業(yè)委員會.CB/Z 338-2005 船舶推進軸系校中[S].2005.
[3] 國防科學技術工業(yè)委員會.CB/Z 338-2005 中國造船質量標準[S].2005.
[4] 張言才.艉舵槳裝置全回轉拖船艉井的定位安裝與軸系排裝[J].江蘇船舶,2000,2:29-32.
The Installation Inspection of Full-rotating Z Type Shaft
YU Zhi-qiang
(Qinhuangdao branch, CCS, Qinhuangdao Hebei 066000, China)
The Z type shaft has been widely used in the engineering ships. The installation process has its own characteristics which are different from the conventional shaft. So this paper takes the Z type shaft installation of 4 000 kW tug as an example and introduces the Z type shaft installation process and quality inspection in detail. Finally, we hope the reader get the benefit form this paper.
Z type shaft Rudder propeller Shaft installation Alignment tool
于志強(1983-),男,工程師。
U664
A
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
