不易裝夾零件專用夾具的制作及使用
2015-05-09 01:39:48濟南二機床集團有限公司山東250022李啟瑞耿新生
金屬加工(冷加工) 2015年21期
濟南二機床集團有限公司 (山東 250022) 李啟瑞 耿新生
濟南市壓力容器廠 (山東 250022) 程永娜
隨著銑床的誕生,各種銑床附件也隨之產生,有便于快速裝夾矩形零件的虎鉗、用于軸類零件的分度頭及銑削圓弧類零件的回轉工作臺等。這些夾具都大大減輕了操作者的勞動強度,提高了工作效率,降低了加工成本。但這些夾具不是萬能的,對于一些形狀怪異或精度較高的零件,或者零件本身精度較低、批量較大,這時用這些普通附件裝夾反而會增加加工成本、加大勞動強度、降低工作效率。為解決這些方面的問題,專門設計了一些專用的夾具。下面介紹兩種典型的專用夾具。
1. 特型開槽零件專用夾具的制作及使用
如圖1所示零件,要求偏心軸與偏心孔處于同一條線上,寬2mm的槽與偏心軸、孔垂直,且垂直度不得超過0.05mm,槽邊與軸端面尺寸要求較嚴。由于該零件外形尺寸較小且有偏心軸突出,故在加工寬2mm槽時不易裝夾。考慮到裝夾不便,使用線切割加工。先用找正盤找正,夾緊后進行加工,這樣加工出來的零件垂直度取決于找正的精度,勞動強度大且效率低。后來又改進到將φ4mm孔內塞一尺寸為φ3.99mm的銷軸,由于偏心軸的直徑為5mm,為保證槽與偏心軸、孔的垂直,故又在平面磨上磨了一塊0.5mm厚的墊塊放在銷軸下,這樣取消了找正的工序,工作效率較原來有所提高。
眾所周知,線切割的加工費用高且走刀較慢,當零件需要大批量生產時,這樣的加工工藝不僅延長了零件的生產周期,還增加了零件的加工費用。針對此情況,設計了一種專用的夾具,將這種零件裝夾在銑床上進行銑削加工。

圖1 偏心定位軸
(1)夾具的制作。首先加工一塊200mm×42mm×16mm的板,尺寸要求不算太嚴,但板的厚度及寬度要在平面磨床上進行磨削,要求其平行度保證在0.03mm。然后在銑床的縱向工作臺上安裝平口鉗并校正,要求平口鉗固定鉗口與機床縱向工作臺平行度<0.03mm,將已經磨削好的平板夾在上面,夾緊并使厚度方向與工作臺臺面平行。
根據零件形狀,首先在板的中間、靠固定鉗口5mm處鉆一個M5的絲孔,然后搖動橫行工作臺8.5mm,鉆一個φ4.9mm的通孔,再用φ5mm的鉸刀鉸一下,孔口處倒角。以固定鉗口面為基準,向內搖動21mm,以剛鉆完的孔中心為基準,左右各搖動60mm,鉆通孔φ9mm,擴臺階孔φ14mm、深10mm。在車床上車一個一頭為M5×8mm的絲軸,另一頭為φ4m m的光軸(軸長為7mm)的零件,目的是讓絲軸與光軸同軸,軸頭倒角。將光軸銼成六邊形,邊與邊之間保留圓弧。加工一塊200mm×62mm×30mm的墊鐵備用。作為定位基準,零件加工完成后,實際測量到孔的尺寸為φ5.01mm,光軸尺寸為φ3.99 mm。偏心定位軸夾具如圖2所示。
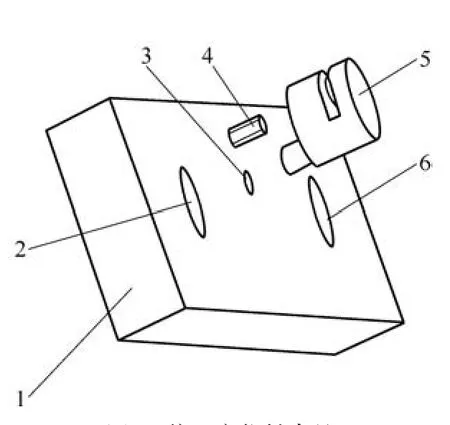
圖2 偏心定位軸夾具
(2)夾具的使用。首先將通用虎鉗安裝固定在X62W萬能臥式銑床工作臺上,鉗口方向與縱向工作臺走刀方向平行。將加工好的絲軸擰緊在200mm×42mm×16mm板上M5的絲孔內。把固定鉗口上的墊鐵卸下,將200mm×42mm×16mm板用M8的內六角圓柱頭螺釘固定在固定鉗口上,固定前先用百分表將板的上側(即42mm尺寸)校正在0.03mm之內,然后校正鉗口方向與縱向工作臺走刀方向平行度0.03mm。加工時,先將定位偏心軸上的孔對準φ3.99mm軸插入一點,并以此為圓心做輕微擺動,以將零件上基本尺寸為φ5mm的光軸塞入鉗口上已加工好的φ5.01mm的孔內。夾緊零件,搖動工作臺,調整好位置,起動機床,進行銑削。
由于零件上φ5m m的光軸已經塞入鉗口上φ5.01mm的孔內,故夾緊處為零件兩端面,夾緊面積大,銑削過程中零件不會松動,故銑削快速。在活動鉗口與定位偏心軸之間放置200mm×62mm×30mm墊鐵的目的是在不影響零件夾緊力的情況下,只要松動活動鉗口,抽出墊鐵,就可快速拿出零件。
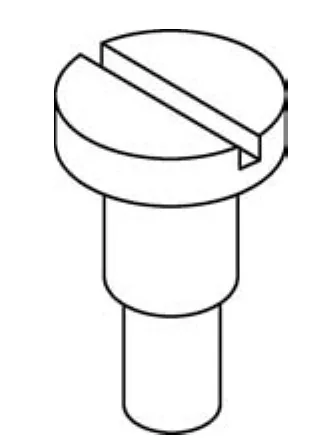
圖3 定位螺釘
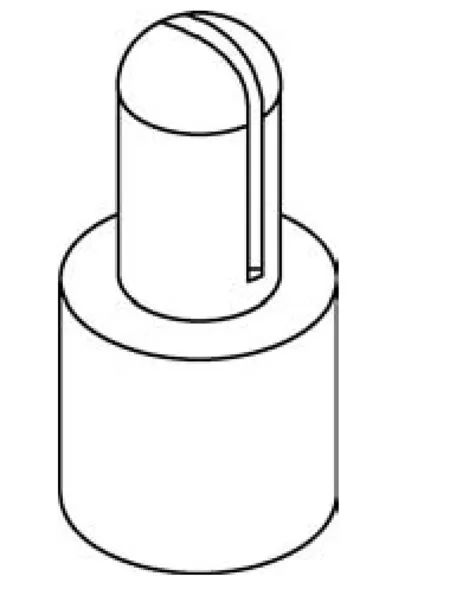
圖4 圓頭開口銷
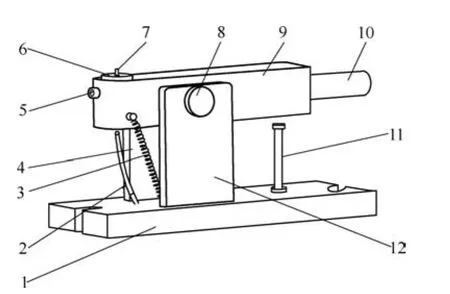
圖5 簡單開槽夾具
2. 非標開槽零件的專用夾具制作及使用
如圖3、圖4所示,有幾種尺寸小、用量大且對開槽精度要求不高的非標圓形零件。原有的加工方法是在銑床上用錐度心軸加絲軸共同定位,分度頭裝夾,鋸片銑刀進行銑削。具體加工工件銑削步驟為:裝夾工件→起動機床→按快速鍵接近零件→用正常走刀或手搖方式銑削工件→按快速鍵使刀具遠離零件→停車并拆卸工件。
加工這種工件,只要在起初調整好尺寸,除了因工件尺寸小而不易裝夾,進而影響加工速度外,不存在其他加工難點。怎樣解決因工件尺寸小而不易裝夾所影響的工作效率,成為當時的關注點。為此,經過技術攻關,設計加工出一套用于加工小工件開槽的專用夾具,專用夾具制作簡易且操作簡單、易學,可實現快速裝夾。
(1)夾具的制作。首先加工一塊400mm×140mm×30mm的底板,要求30mm及140mm兩尺寸要磨削平行,140mm尺寸中心位置銑一寬18m m的長槽并裝上定位塊,長度兩端銑18mm×40mm的U形槽。在它上面接左右兩塊側板(尺寸為150mm×100mm×15mm),側板底部攻有絲孔,并通過內六角圓柱頭螺釘將其固定在底板上。側板上部鏜φ25mm孔,且左右側板上孔要求同心。并通過φ25mm軸將部件和左右側板安裝在一起。部件一端為手柄,另一端鏜孔為φ30mm可安裝專用芯套。緊固螺釘用于將專用芯套固定在部件上。彈簧聯接底板與部件,頂尖固定在底板上,另一部分朝向專用芯套。調整螺桿用于部件的微調。簡單開槽夾具如圖5所示。
(2)夾具使用時,先用兩個M16mm螺釘將夾具固定在縱向工作臺上或直接將夾具夾在通用虎鉗上。右手按動手柄,操作調整螺桿使部件與底板平行,搖動工作臺,使專用芯套中心處于鋸片銑刀中心的正下方。芯套內放入工件,起動機床,左手搖動升降臺,右手按手柄使部件與調整螺桿接觸并不動,讓鋸片銑刀銑至尺寸,第一個工件銑完。右手握手柄向上虛抬,彈簧拉動部件逆時針轉動,頂尖頂入芯套內,工件被頂出。左手隨即安上工件,右手順時針下按,完成第二個,周而復始,直至銑完。
該夾具以零件外圓為定位基準,零件的加工精度取決于定位外圓的精度,現在加工批量零件,基本上都用數控機床,零件的外圓精度保證在0.02mm,對切槽精度要求不高的零件影響不大。零件加工時,使用該夾具減少了零件靠近刀具的時間,且加工完成后頂尖將零件頂出,減少了裝夾時間,故加工效率比用分度頭裝夾加工工件快十幾甚至幾十倍。如果加工類似的開槽類零件,只需松開緊固螺釘,將專用芯套取出,換上與之匹配的專用芯套,再將螺釘緊固,將調整螺桿調好,即可進行加工。
此夾具的缺點是:只要零件的定位外圓不同,就需要加工新的芯套。加工零件時,由于銑刀一直旋轉,所以操作者一定要精力集中且不能佩戴手套。
3. 結語
論語曾有“工欲善其事,必先利其器”之說,比喻要做好一件事,準備工作很重要,其實這也適用于現代機加工行業。我們加工一個合格的零件,不僅需要高精尖的機床、鋒利耐用的刀具及各種各樣的通用或專用夾具,同時也需要合格的操作者。在零件的加工過程中,一個合格的操作者需要把復雜的零件簡單化,簡單的零件程序化。有時操作者在不影響零件精度的前提下,改動工藝或制作一些簡單、實用的小夾具,就能使零件的加工速度提高、成本降低。
