
應(yīng)用宏程序在四軸加工中心上加工錐度內(nèi)螺紋
2015-05-09 01:39:54河源市高級(jí)技工學(xué)校廣東517000曾祥菹甘俊通
金屬加工(冷加工) 2015年21期
河源市高級(jí)技工學(xué)校 (廣東 517000) 曾祥菹 甘俊通
螺紋銑削加工與傳統(tǒng)螺紋加工方式相比,在加工精度和加工效率方面具有極大優(yōu)勢(shì),且加工時(shí)不受螺紋結(jié)構(gòu)和螺紋旋向的限制,如一把螺紋銑刀可加工多種不同旋向的內(nèi)、外螺紋。對(duì)于不允許有過(guò)渡扣或退刀槽結(jié)構(gòu)的螺紋,采用傳統(tǒng)的車(chē)削方法或絲錐、板牙很難加工,但采用數(shù)控銑削卻十分容易實(shí)現(xiàn)。此外,螺紋銑刀的耐用度是絲錐的十多倍甚至數(shù)十倍,而且在數(shù)控銑削螺紋過(guò)程中,對(duì)螺紋直徑尺寸的調(diào)整極為方便,這是采用絲錐、板牙難以做到的。本文以汽車(chē)排氣管密封測(cè)試儀傳感器基座為例,分析了利用宏程序?qū)c1/4傳感器基座錐度內(nèi)螺紋銑削過(guò)程及工藝過(guò)程。
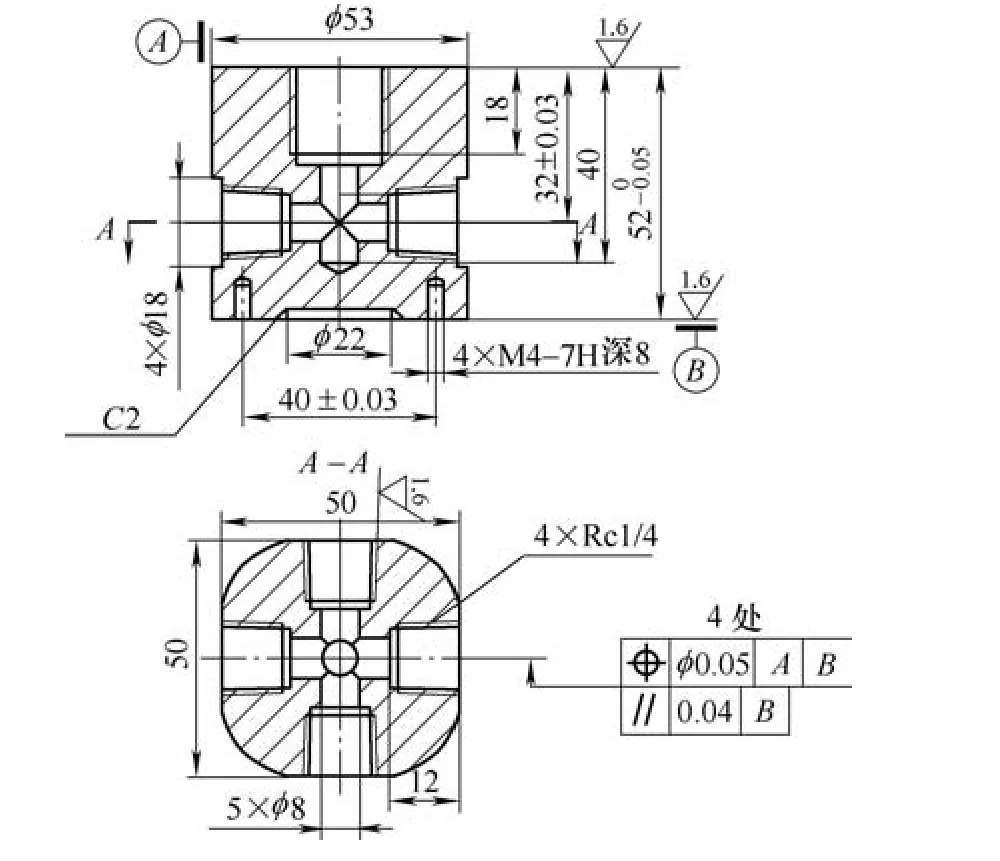
圖1 壓力傳感器基座
1.多軸銑削錐度內(nèi)螺紋的應(yīng)用
(1)Rc1/4錐度內(nèi)螺紋的銑削加工:河源市某企業(yè)需加工一批汽車(chē)排氣管氣密性測(cè)試儀的壓力傳感器基座。該零件圖樣如圖1所示。根據(jù)零件圖樣進(jìn)行試件生產(chǎn),分析零件的特征和加工技術(shù)要求,編制加工工藝和程序,并能根據(jù)工藝參數(shù)、加工路徑等的優(yōu)化及數(shù)控加工的調(diào)整,實(shí)現(xiàn)零件的數(shù)控加工高效性,獲得符合圖樣技術(shù)要求的合格產(chǎn)品。
該零件的材料為L(zhǎng)Y12 半成品件。加工技術(shù)要求為:①保證4個(gè)在空間成90°分布的錐度,內(nèi)螺紋的位置度為φ0.05mm。②銳邊倒鈍。
(2)工藝分析:根據(jù)零件(見(jiàn)圖1)加工精度要求,需保證基座上4個(gè)成90°分布的錐度內(nèi)螺紋,位置進(jìn)度為φ0.05mm,假設(shè)工藝安排在普通車(chē)床或數(shù)控車(chē)床上需利用四爪卡盤(pán),劃線(xiàn)找正或分中,都較難保證精度要求,若專(zhuān)門(mén)制作夾具,也均要多次反復(fù)裝夾,工序多,也難于保證位置公差,加工周期長(zhǎng)。經(jīng)分析,選擇用沈陽(yáng)FANUC 0i-V850四軸加工中心,用多軸宏程序加工錐度螺紋,用三爪卡盤(pán)把零件水平裝夾在四軸分度頭上,完成基座上4個(gè)成90°分布錐度內(nèi)螺紋的加工。這樣裝夾方便、可靠,又能保證位置精度的要求,如圖2所示。

圖2 裝夾方案
2.多軸銑削內(nèi)螺紋底孔和錐度內(nèi)螺紋加工程序
汽車(chē)排氣管基座RC1/4錐度內(nèi)螺紋有嚴(yán)格的密封要求,而基座測(cè)試儀工作時(shí),要求在設(shè)計(jì)時(shí)要能承受0.5MPa的空氣壓力,錐度外螺紋的管接頭與圓錐內(nèi)螺紋孔形成錐/錐配合,所以先要分析和加工錐度內(nèi)螺紋底孔。RC1/4錐度螺紋參數(shù)如表1及圖3所示。
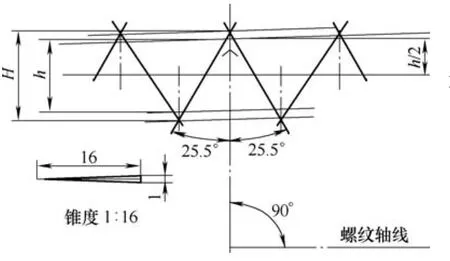
圖3 RC1/4圓錐螺紋牙型
(1)錐度螺紋底孔加工:建立數(shù)學(xué)模型。錐度螺紋基準(zhǔn)面位置在孔口端面下端0.5×P處,螺紋半徑和孔口半徑的差值較小,所以可用參照平面的孔口半徑來(lái)計(jì)算。由表1中基準(zhǔn)平面內(nèi)小徑尺寸及配合間隙要求,計(jì)算出孔底端面直徑為5.842mm。由圖3示,錐度螺紋錐度為1∶16,故其孔底錐角為1.79°,底孔截面如圖4所示。
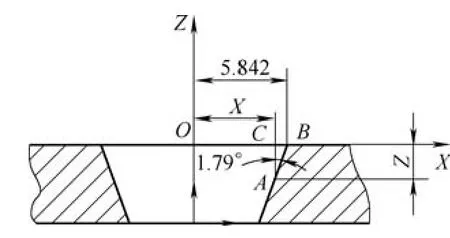
圖4 RC1/4錐度內(nèi)螺紋底孔截面圖
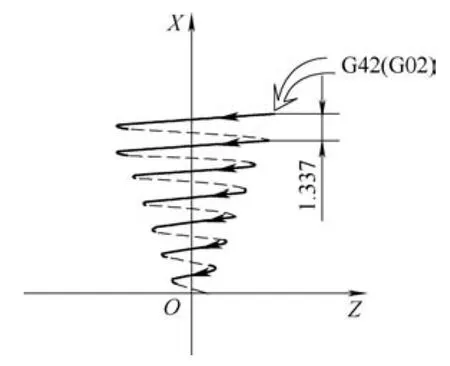
圖5 路線(xiàn)示意圖
本文以錐母線(xiàn)上任意一點(diǎn)A為作為基準(zhǔn)點(diǎn),來(lái)建立數(shù)學(xué)模型,首先確定一個(gè)合理、簡(jiǎn)單數(shù)學(xué)變量,控制A點(diǎn)在AB上的直線(xiàn)位置,即A點(diǎn)的X、Y、Z工件相對(duì)坐標(biāo)值,如圖4所示,過(guò)A點(diǎn)作OB的垂直于AC,則A、B、C三點(diǎn)構(gòu)成一個(gè)直角三角形。由數(shù)學(xué)幾何關(guān)系可表示出A點(diǎn)的工件相對(duì)坐標(biāo)為
X=OB-BC
Y=0 (象限點(diǎn))
Z=AC
Z軸工件相對(duì)坐標(biāo)值設(shè)為變量#1,其計(jì)算如下
X=5.842-#1×tan[1.79]
Z=#1
確定錐度螺紋銑削路線(xiàn):如圖5所示錐度內(nèi)螺紋的螺紋結(jié)構(gòu)簡(jiǎn)圖,每旋轉(zhuǎn)一圈錐面螺旋線(xiàn)進(jìn)給Z軸下降一個(gè)螺距1.336mm,由此可知Z向刀具可銑削較大尺寸,假設(shè)每旋轉(zhuǎn)一圈銑削0.2mm,且銑刀側(cè)刃接觸較大,錐孔表面粗糙度較好。按此方法銑削底孔和銑螺紋的編程思路一樣,內(nèi)容相似,選擇宏程序銑削可提高編程效率和質(zhì)量(參見(jiàn)程序O0010)。
刀具選擇:φ8mm硬質(zhì)合金鋁用立銑刀。

表1 Rc1/4錐度螺紋的基本尺寸
編制錐度內(nèi)螺紋底孔銑削宏程序:按數(shù)控系統(tǒng)FANUC0i編程如下:
O0100
G54 G90 G80 G40 G00 X0 Y0 Z30 A0 (程序開(kāi)始,定位于G54原點(diǎn)上方安全高度)
M03 S3000 (主軸正轉(zhuǎn))
Z5 (快速降至安全高度)
#1=0 (A軸角度#1為自變量,賦初始值0°)
#2=360 (A軸角度#2為旋轉(zhuǎn)終止值)
#3=90 (A軸角度#3為每次遞增值)
WHILE[#1LE#2]DO1 (如果#1<#2°,循環(huán)1繼續(xù))
G01A#1F800 (A軸旋轉(zhuǎn)到當(dāng)前角度)
#4=0 (Z軸坐標(biāo)(絕對(duì)值)設(shè)為自變量,初始值為0)
#5=5.842 (X軸#5為自變量)
#6=1.79 (錐度底孔夾角為#6)
#7=10 (錐度底孔需加工深度(絕對(duì)值))
G41D01X#5Y0F600 (快速移到初始點(diǎn))
G01Z#4F200 (快速移到初始點(diǎn))
WHILE[#4LE#7]DO2 (如果加工深度#4≤#7,循環(huán)2繼續(xù))
#8=#5-#4*TAN[#6] (X軸#8為遞增每圈自變量值)
G03X#8Z-#4I-#8F800 (錐度底孔螺旋加工)
#4=#4+0.2 (Z坐標(biāo)(絕對(duì)值)依次遞增#4變量值(層間距))
E N D 2 (循環(huán)2結(jié)束(此時(shí)#4≥#7))
G03I-#8 (錐度底孔底部走一圈)
G01X0Y0
G00Z80
G40
#1=#1+#3
E N D 1 (循環(huán)1結(jié)束(此時(shí)#1≥#2))
G00Z80 (G00提刀至安全高度)
G40 (取消刀補(bǔ))
M30 (程序結(jié)束)
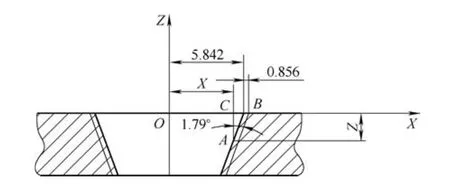
圖6 RC1/4圓錐內(nèi)螺紋示意圖
加工小結(jié):考慮到底孔表面質(zhì)量要求較高,銑削過(guò)程中精銑時(shí)用順銑G41,但此孔為螺紋底孔,且此程序稍為改動(dòng)可作為銑螺紋程序,故選用G42;孔口端面與底孔粗加工或精加工建議選用同一把刀具加工,則可避免能因Z向?qū)Φ恫粶?zhǔn),影響底孔在Z向的位置;分粗加工、精加工兩個(gè)階段(如粗加工半徑補(bǔ)償值為4.96,精銑為4.19);經(jīng)實(shí)際加工一個(gè)底孔僅需6~8min,且孔表面粗糙度達(dá)到Ra1.6μm。
(2)Rc1/4錐度內(nèi)螺紋編程與加工:建立數(shù)學(xué)模型。由表1知螺紋牙型高度為0.856mm,如圖6所示。經(jīng)分析,可繼續(xù)使用底孔的數(shù)學(xué)模型——直角三角形ACB。牙型角的角平分線(xiàn)垂直于螺紋軸線(xiàn),螺紋牙型高0.856mm可以通過(guò)刀具半徑補(bǔ)償值的修正來(lái)達(dá)到。這樣大大的減小了銑螺紋的編程工作量、方便了實(shí)際操作。
刀具選擇:55o單刃螺紋銑刀定購(gòu)困難、周期長(zhǎng)、費(fèi)用高,而55o錐度外螺紋和錐度內(nèi)螺紋配合用于密封時(shí),錐/錐配合是在內(nèi)、外螺紋相互旋緊的整個(gè)錐面上進(jìn)行密封,因?yàn)槭艿絻?nèi)、外螺紋錐度、牙型角等多個(gè)因素一致性的制約,完成全錐面的密封是比較困難的,允許螺紋副內(nèi)添加合適的密封介質(zhì),如膠帶、密封膠等。筆者用φ6mm高速鋼鍵槽銑刀在萬(wàn)能工具磨床上配合手工磨制了一把55o的單刃螺紋銑刀,如圖7所示。

圖7 55o的單刃螺紋銑刀
編制錐度內(nèi)螺紋銑削宏程序。按數(shù)控系統(tǒng)FANUC0i編程如下:
O0200
G54 G90 G80 G40 G00 X0 Y0 Z30 A0 (程序開(kāi)始,定位于G54原點(diǎn)上方安全高度)
M03 S3000 (主軸正轉(zhuǎn))
Z5 (快速降至安全高度)
#1=0 (A軸角度#1為自變量,賦初始值0°)
#2=360 (A軸角度#2為旋轉(zhuǎn)終止值)
#3=90 (A軸角度#3為每次遞增值)
WHILE[#1LE#2]DO1 (如果#1<#2,循環(huán)1繼續(xù))
G01A#1F800 (A軸旋轉(zhuǎn)到當(dāng)前角度)
#4=0 (Z軸坐標(biāo)(絕對(duì)值)設(shè)為自變量,初始值為0)
#5=5.842 (X軸#5為自變量)
#6=1.79 (錐度底孔夾角為#6)
#7=10 (錐度底孔需加工深度(絕對(duì)值))
#8=1.337 (錐度螺紋#8)
G42D01X#5Y0F600 (快速移到初始點(diǎn))
G01Z#4F200 (快速移到初始點(diǎn))
WHILE[#4LE#7]DO2 (如果加工深度#4≤#7,循環(huán)2繼續(xù))
#9=#5-#4*TAN[#6] (X軸#8為遞增每圈自變量值)
G02X#9Z-#4I-#9F800 (錐度螺紋加工)
#4=#4+#8 (Z坐標(biāo)(絕對(duì)值)依次遞增#4變量值(層間距))
E N D 2 (循環(huán)2結(jié)束(此時(shí)#4≥#7))
G02I-#9 (錐度底孔底部走一圈)
G01X0Y0
G00Z80
G40
#1=#1+#3
E N D 1 (循環(huán)1結(jié)束(此時(shí)#1≥#2))
G00Z80 (G00提刀至安全高度)
G40 (取消刀補(bǔ))
M30 (程序結(jié)束)
如果圓錐內(nèi)螺紋的公稱(chēng)直徑發(fā)生變化時(shí),只需改變程序O0100和O0200中的#4、#5、#7、#8變量的初始值即可,這樣,編制的宏程序就有一定的通用性、靈活性。
加工小結(jié):φ6mm單刃螺紋銑刀剛性較差,且為單刃切削,故選擇主軸轉(zhuǎn)速較高3 000r/min,進(jìn)給較慢150mm/min,在實(shí)際銑削加工時(shí)通過(guò)修改刀補(bǔ),來(lái)控制每次銑削深度小于0.3mm;平底銑刀刀尖要與底孔上端面平齊,不然Z向螺紋位置誤差太大,會(huì)影響配合質(zhì)量;銑削加工時(shí)要注意確定銑削路線(xiàn)和左、右旋向,防止加工錯(cuò)誤。銑削到理論相對(duì)尺寸時(shí),要用與之裝配的管接頭檢查試配,再調(diào)整刀補(bǔ),達(dá)到旋合要求為止。
3. 結(jié)語(yǔ)
本文對(duì)圓錐內(nèi)螺紋底孔、內(nèi)螺紋的數(shù)學(xué)分析、宏程序編制和加工工藝進(jìn)行了詳細(xì)介紹,具有較大的代表性,為各種不同結(jié)構(gòu)的內(nèi)、外螺紋數(shù)控銑削提供了一種新的編程思路和加工方法。
[1] 陳海舟. 數(shù)控機(jī)床銑削加工宏程序及應(yīng)用[M]. 北京:機(jī)械工業(yè)出版社,2006.
