淺談宏程序在橢圓手柄加工中的應(yīng)用*
2015-05-11 07:58:26簡(jiǎn)金平
機(jī)械研究與應(yīng)用 2015年6期
簡(jiǎn)金平
(江西省冶金技師學(xué)院機(jī)械工程系,江西新余 338025)
0 引言
普通機(jī)床很難加工非圓曲線,而數(shù)控機(jī)床確能夠輕松的加工出來(lái),主要是因?yàn)槠哲?chē)只具備加工直線類(lèi)的輪廓。而圓弧或橢圓加工的時(shí)候X、Z兩坐標(biāo)是同時(shí)變化的,數(shù)控機(jī)床是通過(guò)程序控制的方式來(lái)驅(qū)動(dòng)兩軸,實(shí)現(xiàn)兩軸的共同運(yùn)動(dòng)。數(shù)控車(chē)床只具有直線插補(bǔ)和圓弧插補(bǔ)兩種基本插補(bǔ)功能,不具備橢圓插補(bǔ)功能,所以加工橢圓時(shí)可采用直線逼近法的方式進(jìn)行加工[2]。雖然可以用繪圖軟件將橢圓分成若干段直線,然后采用自動(dòng)編程這樣也能加工出來(lái),但程序會(huì)較長(zhǎng),且加工出來(lái)的零件誤差會(huì)比較大。因此運(yùn)用宏程序,不僅可以使程序短小而且只要改變變量的值,可以完成不同曲線的加工和操作。如圖1所示。
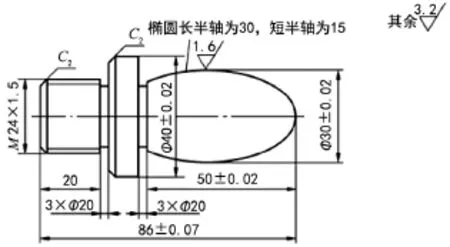
圖1 手柄零件圖
1 零件圖分析及相關(guān)知識(shí)
該零件中含有橢圓曲線,在數(shù)控車(chē)床加工中只能進(jìn)行直線和圓弧的插補(bǔ),對(duì)于該橢圓曲線運(yùn)用宏程序進(jìn)行加工既可以縮短程序又可以減少加工誤差[3]。
1.1 橢圓走刀路線
一般情況下,數(shù)控系統(tǒng)只有直線和圓弧插補(bǔ)功能,要對(duì)橢圓、雙曲線、拋物線等非圓曲線進(jìn)行加工,數(shù)控系統(tǒng)無(wú)法直接實(shí)現(xiàn)插補(bǔ),需要通過(guò)一定的數(shù)學(xué)處理。數(shù)學(xué)處理的方法是,用直線段或圓弧段去逼近非圓曲線,逼近線段與被加工曲線的交點(diǎn)稱(chēng)為節(jié)點(diǎn),各幾何要素之間的連接點(diǎn)稱(chēng)為基點(diǎn)。如圖2所示,OE是一段橢圓,在OE之間節(jié)點(diǎn)A、B、C、D,相鄰兩點(diǎn)之間在Z方向上的距離相等,均為a。節(jié)點(diǎn)數(shù)目越多,橢圓的加工精度越高。當(dāng)然,采用直線段 OA、AB、BC、CD、DE 去逼近橢圓,關(guān)鍵是求節(jié)點(diǎn) O、A、B、C、D、E。
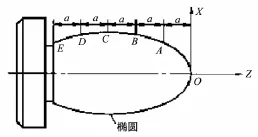
圖2 橢圓加工節(jié)點(diǎn)圖
1.2 零件橢圓宏程序的編制方法
做橢圓零件,首先就要會(huì)寫(xiě)出正確的方程,如果方程不對(duì),加工出來(lái)的橢圓肯定是錯(cuò)的。根據(jù)圖形可知該零件的橢圓方程為:
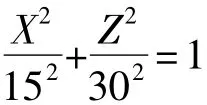
由橢圓的方程得:該零件以Z為自變量,X為函數(shù)。編程時(shí)要注意Z坐標(biāo)量的變化,因?yàn)闄E圓方程是以橢圓的中心作為原點(diǎn),但數(shù)控車(chē)床編程時(shí)是以零件右端面中心為編程原點(diǎn)(工件原點(diǎn))。用變量進(jìn)行編程時(shí),為了編程方便,一般用Z來(lái)表示X,所以橢圓方程可變?yōu)椋?]:

2 零件圖工藝分析
2.1 結(jié)構(gòu)分析
如圖1所示,該零件由橢圓面、圓柱面、溝槽、螺紋、倒角組成。其幾何形狀為圓柱形的軸類(lèi)零件。
2.2尺寸分析
該零件輪廓幾何要素定義完整,尺寸標(biāo)注符合數(shù)控加工要求,有統(tǒng)一的設(shè)計(jì)基準(zhǔn),且便于加工、測(cè)量。零件徑向尺寸與軸向尺寸都有精度要求,其中外圓柱面尺寸公差等級(jí)為IT8級(jí),長(zhǎng)度尺寸為IT8和IT10級(jí),圖中未注尺寸公差按IT14級(jí)處理[5]。
3 制定加工工藝方案
3.1 選擇加工方法
該零件表面質(zhì)量要求為Ra3.2。由于該零件徑向尺寸與軸向尺寸都有精度要求。因此,可考慮采用以下加工方案:粗車(chē)—半精車(chē)—精車(chē)。
3.2 擬定工藝路線
(1)按Φ45×100 mm下料,材料為45號(hào)鋼。
(2)車(chē)削左端各表面。
(3)車(chē)削右端各表面。
(4)去毛刺。
(5)檢驗(yàn)。
4 設(shè)計(jì)數(shù)控加工工序
4.1 確定工步
車(chē)工件左端的工步為:車(chē)端面→粗車(chē)各外圓→精車(chē)各外圓→切槽→切螺紋。
車(chē)工件右端的工步為:車(chē)端面→粗車(chē)橢圓→精車(chē)橢圓→切槽。
4.2 選擇刀具
外圓機(jī)夾車(chē)刀T0101,車(chē)端面,粗車(chē)、半精車(chē)各外圓,倒角。切斷刀(寬3 mm)T0202,切槽。外螺紋車(chē)刀T0303,切外螺紋。外圓機(jī)夾車(chē)刀T0404(刀片的刀尖角為35°),車(chē)橢圓面。
4.3 確定切削用量
背吃刀量ap:粗車(chē)時(shí)背吃刀量為1.5 mm,精車(chē)時(shí)背吃刀量為0.25 mm。
主軸轉(zhuǎn)速S:粗車(chē)外圓時(shí),主軸轉(zhuǎn)速為800 r/min,精車(chē)時(shí),主軸轉(zhuǎn)速為1 200 r/min,精車(chē)橢圓時(shí),主軸轉(zhuǎn)速為1 500 r/min,切槽時(shí),主軸轉(zhuǎn)速為400 r/min,車(chē)螺紋時(shí),主軸轉(zhuǎn)速500 r/min。
進(jìn)給量F:粗車(chē)時(shí),進(jìn)給量為160 mm/min(0.2 mm/r),精車(chē)時(shí),進(jìn)給量為120 mm/min(0.08 mm/r),切槽時(shí)進(jìn)給量為 20 mm/min(0.05 mm/r),車(chē)螺紋時(shí),進(jìn)給量為 1.5 mm/r[6]。
5 編制數(shù)控加工工序卡
如表1列為橢圓手柄加工工序卡。
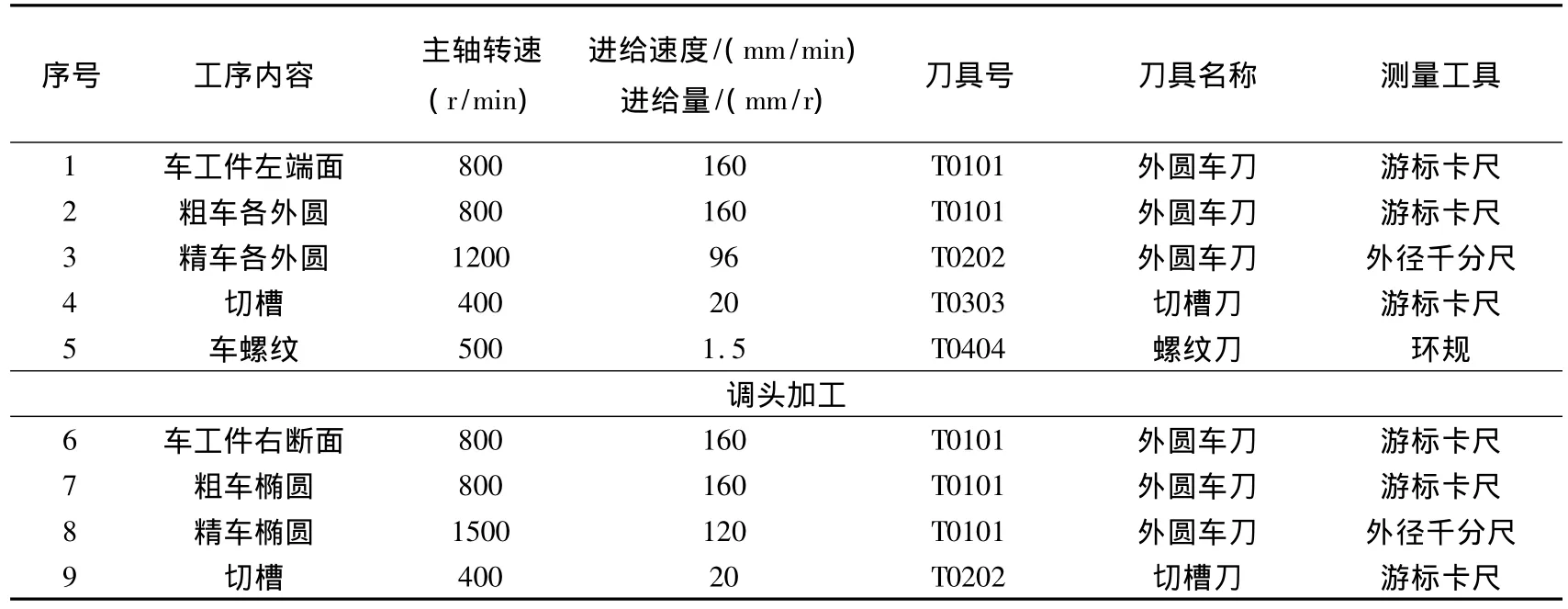
表1 橢圓手柄加工工序卡
6 程序編制
6.1 左端加工程序
O0001
%1
T0101 M03 S800
G00 X50 Z2 M07
G71 U1.5 R1 P10 Q20 X0.1 Z0.1 F160
N10 G00 X15.8
G01 X23.8 Z-2 S1200 F96
Z-23
X36
X40 W-2
Z-90
N20 X48
G70 P10 Q20
G00 X100 Z100
T0202 M03 S400
G00 X28
Z-23
G01 X20 F20
G04 X2
G01 X100
Z100
T0303 M03 S500
G00 X30 Z3
G76 C1 R-2 E1 A60 X22.05 Z-22 I0 K0.975 U0.1 V0.1 Q0.25 F1.5
G00 X100 Z100
T0202 M03 S400
G00 X45
Z-90
G01 X35 F20
X28 F15
X20 F10
X10 F10
X5 F10
X-1 F10
G00 X100 Z100 M09
M05
M30
6.2 調(diào)頭加工右端
O00002
%2
T0101 M03 S800
G00 X42 Z2
G71 U1.5 R1 P5 Q15 X0.1 Z0.1 F160
N5 G00 X0
G01 Z0 S1500 F120 M07
#1=50
WHILE#1 GE 0
#2=15*SQRT[1-#1*#1/900]
#11=#1-50
G01 X[2*#2]Z[#11]
#1=#1-0.5
ENDW
G01 X32
Z-53
N15 X45
G70 P5 Q15
G00 X100 Z100
T0202 M03 S400
G00 X35
Z-53
G01 X26 F20
X20
G04 X2
G01 X100 M09
Z100
M05
M30
7 結(jié)語(yǔ)
通過(guò)橢圓手柄的加工方法,探討宏程序的應(yīng)用。宏程序編制橢圓程序時(shí),首先應(yīng)選對(duì)變量和寫(xiě)出正確的方程,通過(guò)方程計(jì)算出另一變量,其次確定工件原點(diǎn)與橢圓中心之間的關(guān)系,再編出正確的橢圓宏程序。應(yīng)該具體問(wèn)題具體分析,不能硬套固定模式,綜合考慮圖形的實(shí)際情況,合理運(yùn)用宏指令進(jìn)行編程,才能加工出精度高質(zhì)量好的零件。
[1] 郎一民.?dāng)?shù)控加工工藝[M].北京:中國(guó)鐵道出版社,2009.
[2] 楊仲崗.?dāng)?shù)控加工技術(shù)[M].北京:中國(guó)輕工業(yè)出版社,2008.
[3] 顧力萍.?dāng)?shù)控加工技師培訓(xùn)教程[M].北京:化學(xué)工業(yè)出版社,20011.
[4] 韓鴻鸞.?dāng)?shù)控車(chē)床編程與加工[M].北京:中國(guó)勞動(dòng)社會(huì)保障出版社,2010.
[5] 李 鋒.?dāng)?shù)控宏程序?qū)嵗坛蹋跰].北京:化學(xué)工業(yè)出版社,2010.
[6] 沈春根.?dāng)?shù)控車(chē)宏程序編程實(shí)例精講[M].北京:機(jī)械工業(yè)出版社,2012.