避雷帶焊接施工工藝與方法
2015-05-15 08:59:06李生兵易少兵
機電工程技術(shù) 2015年8期
李生兵,高 文,易少兵,陳 忠
(武漢建工集團股份有限公司,湖北武漢 430023)
0 引言
在避雷帶結(jié)構(gòu)組成中,鍍鋅圓鋼焊接技術(shù)在避雷帶安裝過程中尤為重要,避雷帶鍍鋅圓鋼焊接質(zhì)量將直接影響整個避雷帶的接閃效果和美觀程度。在傳統(tǒng)避雷帶鍍鋅圓鋼焊接施工過程中,傳統(tǒng)避雷帶焊接是將鍍鋅圓鋼一端彎成乙字型再將另一根鍍鋅圓鋼與其搭接進(jìn)行雙面施焊,導(dǎo)致施工強度大,不易操作,觀感質(zhì)量差,施工效率低,且嚴(yán)重破壞了避雷帶圓鋼的鍍鋅防腐層,并使焊接部位碳化、變脆,增大電阻,降低接閃靈敏度。隨著建筑業(yè)的發(fā)展,建筑行業(yè)對避雷帶的焊接質(zhì)量要求越來越高,避雷帶焊接施工技術(shù)正是為適應(yīng)這一新形勢而快速發(fā)展起來的。
武漢市民行政服務(wù)中心工程是湖北省重點建設(shè)工程,2014年武漢市民行政服務(wù)中心工程榮獲國家建設(shè)工程魯班獎。避雷帶焊接施工技術(shù)在此項目上創(chuàng)新應(yīng)用,效果顯著,贏得了建設(shè)單位、監(jiān)理單位、設(shè)計單位、質(zhì)量檢測單位及魯班獎評審專家的一致認(rèn)可和好評。避雷帶焊接施工安裝這一新型綠色施工技術(shù)具有良好的發(fā)展前景。
1 工藝原理
避雷帶焊接施工技術(shù)是在傳統(tǒng)的避雷帶焊接施工技術(shù)工藝基礎(chǔ)上的改進(jìn)與創(chuàng)新。通過焊接件的細(xì)部處理及焊接方法,合理安排焊接件的焊接位置。焊接件長度控制在14D,兩端用打磨機倒45°圓弧,雙面焊接在對接的避雷帶圓鋼上,焊接時焊縫寬度為0.5D,焊縫兩端控制45°圓弧與焊接件圓弧弧度一致,焊接位置控制在避雷帶整體的非看面。焊接位置刷銀粉漆進(jìn)行防腐。
2 工藝特點
(1)成型效果好、工藝簡單、施工效率高、創(chuàng)新性高;
(2)將焊接件雙面焊接在非看面,提高避雷帶整體觀感質(zhì)量;
(3)采用焊接件分別與兩根鍍鋅圓鋼進(jìn)行搭接,雙面施焊,施工強度小,易操作,且不會破壞避雷帶圓鋼的鍍鋅防腐層,控制了電阻值,保證了接閃靈敏度;
(4)焊接件兩側(cè)倒45°圓弧,焊接時控制焊縫兩端成45°圓弧,與焊接件弧度一致,成型效果好;
(5)規(guī)范的搭接長度,精心的焊接工藝,有效提高了避雷帶的接地效果。
3 施工工藝流程及操作要點
3.1 施工工藝流程
避雷帶焊接安裝施工工藝流程如圖1所示。

圖1 避雷帶焊接安裝施工工藝流程
3.2 操作要點
3.2.1 施工準(zhǔn)備
(1)認(rèn)真閱讀施工文件,詳細(xì)研究設(shè)計內(nèi)容、設(shè)計要求,掌握設(shè)計意圖;
(2)根據(jù)施工圖紙,結(jié)合現(xiàn)場實際情況,熟悉避雷帶安裝走向,確保避雷帶安裝有序進(jìn)行;
(3)根據(jù)避雷帶圓鋼規(guī)格型號,編制下料清單;
(4)編制專項施工方案,并對現(xiàn)場施工作業(yè)人員進(jìn)行詳盡的技術(shù)交底,形成文字記錄。
3.2.2 材料下料
鍍鋅圓鋼、焊接件及輔助材料下料見表1。
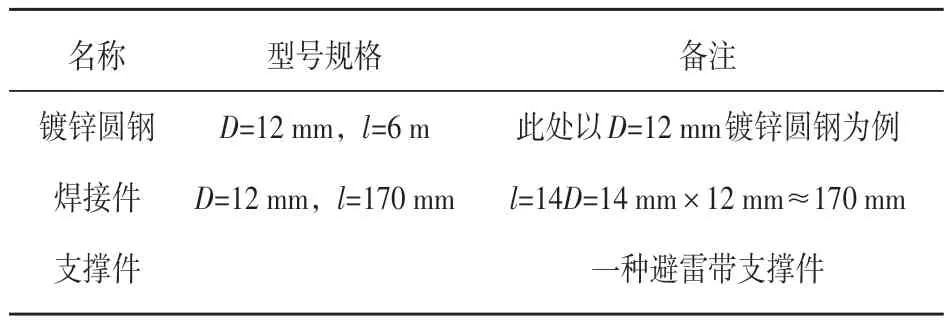
表1 鍍鋅圓鋼、焊接件及輔助材料下料表
3.2.3 焊接件加工
避雷帶鍍鋅圓鋼焊接件采用的是鍍鋅圓鋼同型號材料,參考文獻(xiàn)[2]規(guī)范要求圓鋼與圓鋼焊接時搭接長度及焊接方法:搭接長度不應(yīng)小于圓鋼直徑的6倍,雙面施焊。搭接長度為l1=12D,為了提高觀感質(zhì)量,用打磨機將焊接件兩端打磨成45°圓弧。則長度l=2tan45°D+l1=14D=14 mm×12 mm=168 mm,規(guī)定焊接件的長度l=170 mm。用打磨機將焊接件兩端打磨成45°圓弧,焊接件刷銀粉漆進(jìn)行防腐處理。
3.2.4 避雷帶的安裝
根據(jù)圖紙及避雷帶鍍鋅圓鋼的預(yù)留位置,預(yù)安裝避雷帶鍍鋅圓鋼。參考文獻(xiàn)[2]規(guī)范要求,確定避雷帶支撐件的安裝位置及距離,固定支撐件,將鍍鋅圓鋼兩兩對接,依次固定在支撐件上。
3.2.5 焊接
將加工好的焊接件均分焊接在兩兩對接的鍍鋅圓鋼處,采用雙面施焊。焊接位置選在避雷帶的非看面。焊接時焊縫寬度為D/2,焊縫兩端控制45°圓弧與焊接件圓弧弧度一致,如圖2。
3.2.6 防腐
將銀粉漆均勻刷至焊縫處,刷兩遍銀粉漆,進(jìn)行防腐處理。
3.2.7 清理用抹布將避雷帶擦拭干凈,屋面的施工垃圾清理干凈。
3.2.8 測試
接地電阻測試,接地電阻用接地?fù)u表ZC-8型:一般是三個接線端子:一個接測試接地極,一個接20 m放線電壓極,一個接40 m放線電流極。要求2根測試線相距20 m。有效接地不超過4Ω。
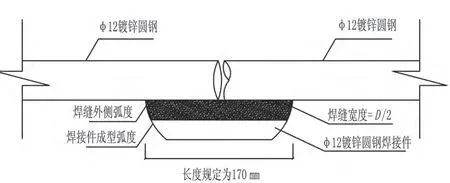
圖2 避雷帶鍍鋅圓鋼焊接平面圖
3.2.9 驗收
避雷帶安裝完成后,進(jìn)行質(zhì)量驗收。按照文獻(xiàn)[1]、[2]要求,確保:
(1)人工接地裝置或利用建筑物基礎(chǔ)鋼筋的接地裝置必須在地面以上,按設(shè)計要求位置設(shè)測試點;
(2)測試接地裝置的接地電阻值必須符合設(shè)計要求;
(3)接地裝置的焊接應(yīng)采用搭接焊,搭接長度應(yīng)符合規(guī)定:圓鋼與圓鋼搭接為圓鋼直徑的6倍,雙面施焊;
(4)除埋設(shè)在混凝土中焊接接頭外,有防腐措施;
(5)單根圓型導(dǎo)體固定支架的間距為1 000 mm;
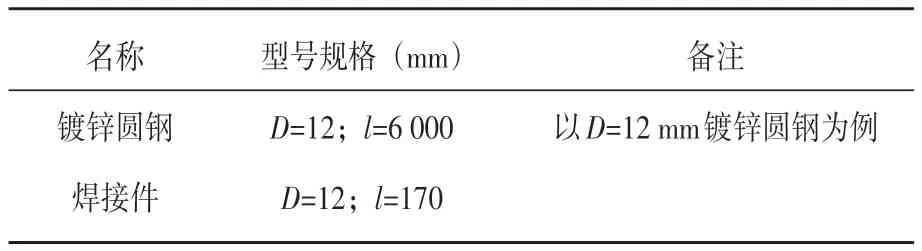
表2 主要材料
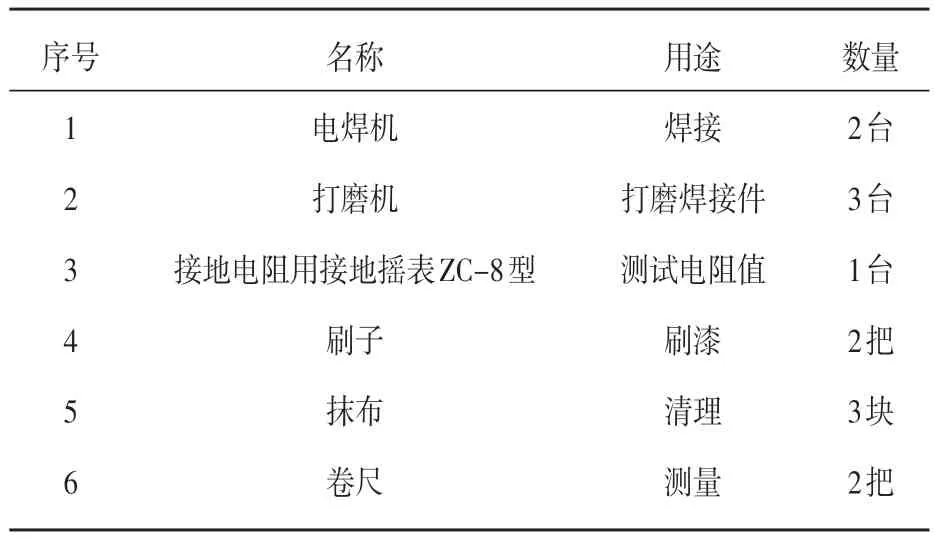
表3 主要機具設(shè)備
(6)焊接件焊接位置控制在非看面。
4 材料與設(shè)備
主要材料見表2,主要機具設(shè)備見表3。
5 結(jié)論
避雷帶焊接施工技術(shù),難度在于如何解決避雷帶鍍鋅圓鋼焊接施工強度大,對鍍鋅圓鋼鍍鋅防腐層破壞大等問題。它通過焊接件分別與兩根鍍鋅圓鋼進(jìn)行搭接,進(jìn)行雙面施焊,焊接件位置控制在避雷帶非看面,重點控制焊縫的寬度及焊縫兩側(cè)的弧度與焊接件弧度一致。該技術(shù)有效地減小施工強度,易操作,且不會破壞避雷帶圓鋼的鍍鋅防腐層,控制了電阻值,保證了接閃靈敏度,提高了觀感質(zhì)量,提高了施工效率,節(jié)約了施工成本。
[1]GB50303-2002.建筑電氣工程施工質(zhì)量驗收規(guī)范[S].
[2]GB50601-2010.建筑物防雷工程施工與質(zhì)量驗收規(guī)范[S].
猜你喜歡
中學(xué)生數(shù)理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發(fā)展導(dǎo)向(2021年9期)2021-07-16 07:11:36
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中國生殖健康(2019年2期)2019-08-23 08:12:08
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
中國房地產(chǎn)業(yè)(2016年2期)2016-03-01 01:25:48
汽車觀察(2016年3期)2016-02-28 13:16:26
河南電力(2016年5期)2016-02-06 02:11:34