基于UG的零件建模和數(shù)控車(chē)削加工方法探究
2015-05-15 08:58:48茆蘭娟
機(jī)電工程技術(shù) 2015年8期
關(guān)鍵詞:按鈕
茆蘭娟,李 軍
(江蘇聯(lián)合職業(yè)技術(shù)學(xué)院鹽城生物工程分院,江蘇鹽城 224051)
0 引言
零件建模(UGCAD)和數(shù)控加工方法(CAM)是數(shù)控專(zhuān)業(yè)學(xué)生必須掌握的知識(shí),要求會(huì)用UGCAD軟件對(duì)零件進(jìn)行三維實(shí)體建模,培養(yǎng)產(chǎn)品設(shè)計(jì)造型的能力;會(huì)用CAM模塊對(duì)零件進(jìn)行加工工藝設(shè)置、刀具及加工參數(shù)的選擇和數(shù)控編制程序等,培養(yǎng)數(shù)控加工的能力。下面以一個(gè)實(shí)例來(lái)說(shuō)明這兩方面的知識(shí)。
高腳杯形狀結(jié)構(gòu)如圖1所示:
主要尺寸:杯體高180.12 mm,杯上身高120.58 mm,杯大肚直徑109.1 mm,杯口直徑100 mm,杯壁厚2.45 mm,杯腿高59.94 mm,腿粗16 mm,腳盤(pán)高4 mm,腳盤(pán)直徑100 mm。考慮到實(shí)例操作需進(jìn)一步了解數(shù)控加工,故材料選用鋼材。
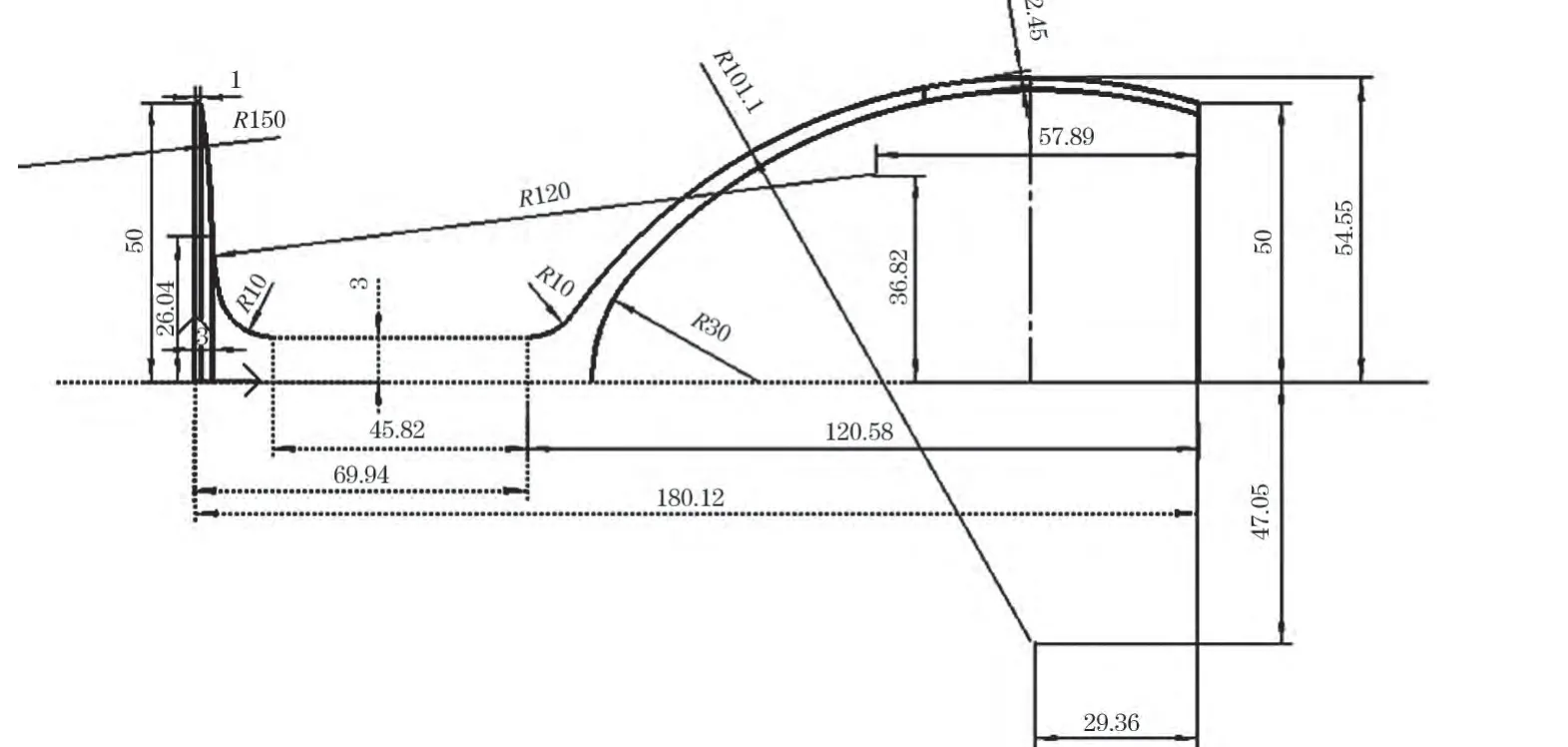
圖1 高腳杯零件圖
1 高腳杯建模
高腳杯可通過(guò)以下步驟進(jìn)行建模造型:繪制高腳杯輪廓截面曲線(xiàn)草圖,利用回旋命令生成高腳杯實(shí)體,實(shí)體邊倒角,隱藏實(shí)體多余輪廓線(xiàn)。
高腳杯實(shí)體造型過(guò)程:
(1)新建高腳杯零件文件
①在桌面上雙擊UGSNX 8.0的快捷方式,打開(kāi)UGSNX 8.0;
③選擇新建文檔的存放位置為E盤(pán),“文件名”為gaojiaobei,“文件類(lèi)型”為部件文件(*.prt),“單位”為mm,單擊“O K”按鈕新建一個(gè)部件文件。
(2)繪制高腳杯截面曲線(xiàn)的草圖
②繪制截面曲線(xiàn)。利用草圖工具欄上的“直線(xiàn)”、“圓弧”、“圓”命令繪制截面曲線(xiàn),利用“約束”命令使各段圓弧光滑連接,如圖2所示。
(3)利用回旋生成高腳杯實(shí)體
①選擇回旋功能。選擇主菜單上“插入”→“設(shè)計(jì)特征”→“回旋”,系統(tǒng)將彈出回旋實(shí)體特征向?qū)凇_x擇剛生成的草圖,單擊“自動(dòng)判斷的矢量”按鈕,選擇草圖上CY方向的直線(xiàn)。單擊“應(yīng)用”按鈕,顯示參數(shù)并自動(dòng)生成高腳杯回旋實(shí)體。
②在圖形預(yù)覽確定模型正確后,在特征向?qū)谥袉螕簟叭∠卑粹o生成實(shí)體,如圖3所示。
(4)高腳杯實(shí)體倒圓角
②選擇高腳杯實(shí)體上邊界。在圖形上選擇回旋體的上底面的邊界,在浮動(dòng)菜單中輸入半徑值。單擊特征向?qū)谥械摹按_定”按鈕生成高腳杯實(shí)體圓角。
③選擇高腳杯實(shí)體下邊界。在圖形上至上往下選擇回旋體的四個(gè)下底面的邊界,在浮動(dòng)菜單中依次輸入半徑值,單擊特征向?qū)谥械摹按_定”按鈕生成高腳杯實(shí)體圓角,繪圖結(jié)果如圖4所示。
(5) 隱藏高腳杯實(shí)體多余輪廓線(xiàn)
選擇隱藏功能。選擇主菜單上“編輯”→“隱藏”,系統(tǒng)彈出字菜單,選擇隱藏選項(xiàng),選擇截面曲線(xiàn)和XC-YC主平面,單擊浮動(dòng)菜單中的“確定”按鈕完成操作,生成效果如圖5所示。
(6)保存高腳杯文件
完成高腳杯實(shí)體造型各個(gè)特征的建立后,選擇主菜單的“文件”→“保存”,系統(tǒng)彈出UGS NX 8.0瀏覽器,選擇需要保存的文件夾,并輸入文件名“gaojiaobei”單擊“保存”按鈕保存高腳杯文件。
2 高腳杯編程加工
(1)高腳杯加工工藝分析
高腳杯零件的加工,可按先進(jìn)行零件內(nèi)表面的粗、精車(chē)加工,后進(jìn)行外輪廓的粗、精車(chē)加工的方式進(jìn)行切削加工。表1所示為加工過(guò)程中有關(guān)工藝參數(shù)選擇(參考)。
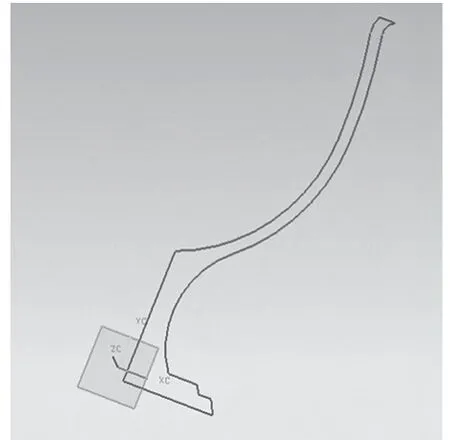
圖2 高腳杯造型流程

圖3 高腳杯截面曲線(xiàn)

圖4 高腳杯的回旋實(shí)體

圖5 完成高腳杯實(shí)體后倒圓角
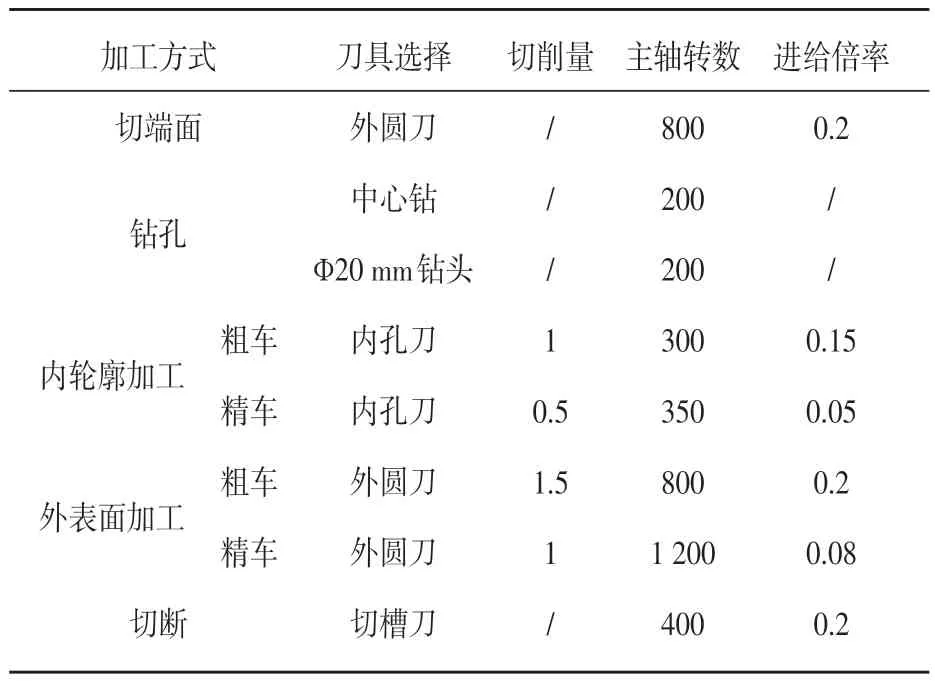
表1 工藝參數(shù)
(2)分析高腳杯零件圖樣,確定加工方案
高腳杯零件主要由直線(xiàn)、圓弧及曲線(xiàn)組成,高腳杯杯身的曲線(xiàn)部分采用圓弧相切的方式連接而成,各切點(diǎn)坐標(biāo)已知。
高腳杯零件結(jié)構(gòu)工藝性分析:高腳杯零件屬于薄壁、細(xì)長(zhǎng)件,杯自身結(jié)構(gòu)剛性差,易產(chǎn)生振動(dòng);承受切削和夾緊能力差,易引起熱變形,必須正確選擇刀具和切削余量,合理安排加工工序,以減小和補(bǔ)償形變,保證高腳杯加工精度。
高腳杯精度及技術(shù)要求分析:尺寸公差、形位公差、表面粗糙度和其他一些特殊要求。
高腳杯的加工方案:零件毛坯采用鋼材,機(jī)床采用CYNC-400TA數(shù)控車(chē)床,系統(tǒng)為FANUC Seriesoi Mate-TC;刀具選擇:外圓車(chē)刀、內(nèi)孔車(chē)刀、切槽刀及中心鉆、Ф20mm鉆頭;夾具為三爪自定心卡盤(pán)。內(nèi)表面加工結(jié)束采用軸-徑向退刀,避免撞刀;外輪廓采用斜線(xiàn)退刀,編程選擇手工編程。
(3)高腳杯零件材料分析
45鋼是軸類(lèi)零件的常用材料,調(diào)質(zhì)(或正火)處理后,可得到較好的切削性能,并能獲得較高的強(qiáng)度和韌性等綜合機(jī)械性能,淬火后表面硬度可達(dá)45~52HRC。GB/T699-1999標(biāo)準(zhǔn)規(guī)定45鋼抗拉強(qiáng)度為600 MPa,屈服強(qiáng)度為355 MPa,伸長(zhǎng)率為16%,斷面收縮率為40%,沖擊功為39 J。
(4)數(shù)控機(jī)床的選擇
高腳杯零件為薄壁、細(xì)長(zhǎng)的懸伸件,適用數(shù)控車(chē)床加工。車(chē)床采用學(xué)校數(shù)控車(chē)實(shí)訓(xùn)室提供的CYNC-400TA臥式數(shù)控車(chē)床,系統(tǒng)為FANUCSe?ries oi Mate-TC。床身上最大回轉(zhuǎn)直徑:400 mm,過(guò)拖板最大回旋直徑:230 mm,最大工件長(zhǎng)度:750 mm,X軸最大行程:210 mm,Z軸最大行程:630 mm,主軸頭型號(hào):ISOA2-6,主軸通孔直徑:Ф52 mm,變速方式:無(wú)級(jí),主軸轉(zhuǎn)速:200~300 r/min,主軸電極功率:7.5 kW,尾座套筒直徑與行程:Ф52 mm、100 mm,尾座錐度孔:MT4,刀架∶四工位電動(dòng)刀架,冷卻電機(jī):90 W,冷卻流量:20 L/min,潤(rùn)滑電機(jī):20 W,潤(rùn)滑排量和時(shí)間:3~6 mL/次、15 min/次,電源電壓:380 V,相數(shù):3,頻率:50 Hz,熔斷器額定電壓:50 A,設(shè)備容量:20 kVA,加工精度:IT5~I(xiàn)T6。
(5)工件的定位與裝夾
機(jī)械加工中必須使工件相對(duì)刀具和機(jī)床處于正確的位置,高腳杯零件屬于圓柱面定位,可用三爪自定心卡盤(pán)裝夾。三爪自定心卡盤(pán)裝夾方便,有自定心作用,適應(yīng)性強(qiáng),可縮短生產(chǎn)準(zhǔn)備周期,成本低。但定心精度不高、夾緊力小。用三爪自定心卡盤(pán)裝夾適用于生產(chǎn)中小尺寸、形狀規(guī)則的單件工件。
(6)刀具選擇與安裝
刀架選用四工位電動(dòng)刀架,分別裝夾外圓刀、內(nèi)孔刀和切斷刀;麻花鉆及中心鉆裝于尾座。
(7)編制高腳杯數(shù)控加工程序
加工程序如下:

3 數(shù)控加工注意事項(xiàng)
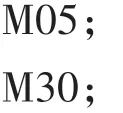
(1)高腳杯零件屬于薄壁細(xì)長(zhǎng)工件,加工中徑向受力容易增大圓度誤差和直線(xiàn)度誤差,故應(yīng)做到粗車(chē)時(shí)夾緊力大,精車(chē)時(shí)適度減小夾緊力;孔內(nèi)用撐桿支撐,使工件的承受力增強(qiáng);刀具采用較大主偏角和刀刃鋒利的車(chē)刀,選用切削用量時(shí)以減小切削力和切削熱為原則,切削深度和進(jìn)給量應(yīng)減小。防止工件溫度過(guò)高,工件受熱伸長(zhǎng)會(huì)引起彎曲變形,切削用量不宜過(guò)大,要注意充分冷卻。如圖6和圖7所示為加工零件高腳杯內(nèi)孔和外圓。
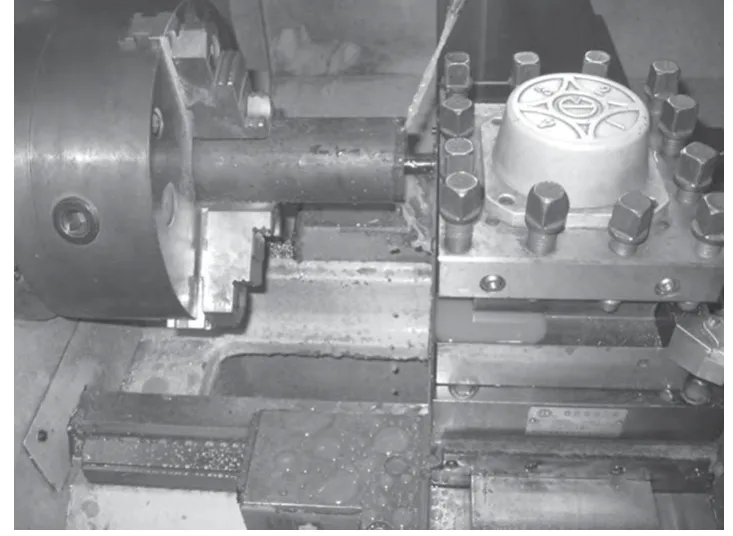
圖6 加工零件內(nèi)孔
圖7 加工零件外圓
(2)高腳杯工件驗(yàn)收與質(zhì)量誤差分析。高腳杯工件的測(cè)量主要是測(cè)量高腳杯各軸向的長(zhǎng)度、外徑值及內(nèi)外圓弧圓度。因高腳杯整體尺寸精度要求不高,故可采用實(shí)訓(xùn)室提供的游標(biāo)卡尺等量具。
高腳杯零件的成品經(jīng)測(cè)量發(fā)現(xiàn)各軸向尺寸合格,杯腳部分的徑向尺寸也在控制范圍內(nèi),但圓弧尺寸不正確,尤其是內(nèi)圓弧誤差較大;另外杯肚底因鉆頭鉆的過(guò)深,留下明顯凹陷部分。總結(jié)原因:主要是由于裝夾時(shí)定位精度不高,加工內(nèi)圓弧時(shí)因無(wú)法使用頂尖定位,使工件加工時(shí)振動(dòng)強(qiáng)烈,影響精度;其次,刀具刀尖有磨損,也直接影響工件的加工精度,如圖8所示。

圖8 高腳杯零件成品
4 結(jié)束語(yǔ)
文章通過(guò)高腳杯實(shí)例,結(jié)合UG軟件,說(shuō)明零件的建模過(guò)程和數(shù)控車(chē)削加工方法,從而進(jìn)一步達(dá)到加深對(duì)數(shù)控加工的認(rèn)識(shí),特別是薄壁零件加工的技巧,同時(shí)培養(yǎng)產(chǎn)品設(shè)計(jì)造型的能力。
[1]李云龍.數(shù)控加工實(shí)例精解[M].北京:機(jī)械工業(yè)出版社,2004.
[2]FANUC Oi-MC操作說(shuō)明書(shū)[Z].北京發(fā)那科機(jī)電有限公司,2009.
[3]陳海舟.數(shù)控銑削加工宏程序及應(yīng)用實(shí)例[M].北京:機(jī)械工業(yè)出版社,2006.
[4]劉雄偉.數(shù)控加工編程的理論基礎(chǔ)[M].北京:機(jī)械工業(yè)出版社,2000.
[5]肖軍民.UG數(shù)控加工自動(dòng)編程經(jīng)典實(shí)例[M].北京:機(jī)械工業(yè)出版社,2011.
[6]周曉紅.數(shù)控銑削工藝與技能訓(xùn)練(含加工中心)[M].北京:機(jī)械工業(yè)出版社,2011.
[7]陳炳光,陳昆.模具數(shù)控加工及編程技術(shù)[M].北京:化學(xué)工業(yè)出版社,2011.
[8]唐利平.數(shù)控車(chē)削加工技術(shù)[M].北京:機(jī)械工業(yè)出版社,2011.
[9]朱勇.數(shù)控機(jī)床編程與加工[M].北京:中國(guó)人事出版社,2011.
[10]關(guān)雄飛.數(shù)控加工工藝與編程[M].北京:機(jī)械工業(yè)出版社,2011.
猜你喜歡
兒童故事畫(huà)報(bào)·發(fā)現(xiàn)號(hào)趣味百科(2025年8期)2025-08-23 00:00:00
青少年科技創(chuàng)新報(bào)(2024年23期)2024-07-12 00:00:00
中學(xué)生天地(A版)(2022年10期)2022-11-23 06:42:50
奧秘(創(chuàng)新大賽)(2019年12期)2019-11-29 18:26:17
模具制造(2019年7期)2019-09-25 07:30:00
少年文藝·我愛(ài)寫(xiě)作文(2017年6期)2017-06-12 23:21:56
商業(yè)評(píng)論(2014年9期)2015-02-28 04:32:41
中學(xué)語(yǔ)文(2013年35期)2013-11-14 03:29:12
移動(dòng)一族(2008年9期)2008-12-31 00:00:00
看世界(2004年9期)2004-04-29 00:00:00