一步法錦綸分纖母絲紡絲設備及工藝探討
2015-05-25 19:36:06許海軍
紡織導報 2015年5期
許海軍
摘要:文章介紹了一步法生產錦綸分纖母絲的紡絲設備及工藝特點,詳細論述了螺桿擠壓機、熔體管道系統、紡絲組件、冷卻裝置及牽伸卷繞機的設備特征。并以生產錦綸264 dtex/8 f的分纖母絲為例,探討了錦綸分纖母絲的高速紡絲、牽伸-卷繞-熱定形等工藝特點。
關鍵詞:錦綸單絲;分纖母絲;一步法
中圖分類號:TQ342+.1 文獻標志碼:B
The Equipment and Process for One-step Spinning of Nylon Mother Yarn
Abstract: In this article, the characteristics of the main equipment and process for one-step spinning of nylon mother yarn are introduced, with the characteristics of the screw extruder, melt pipe system, spinning pack, quenching device and draw-winding machine introduced in details. By taking the production of the 264dtex/8f nylon mother yarn for an example, the features of high-speed spinning, drawing-winding-heatsetting processes are analyzed and discussed.
Key words: nylon monofilament; nylon mother yarn; one-step method
錦綸單絲作為錦綸差別化系列產品中的一種,其產品廣泛應用于女性內衣、紋胸、超薄面料、閃光面料、服裝服飾、三明治網布(鞋材)、絲網印刷、織帶等方面。
目前,用于生產錦綸單絲的生產工藝路線有一步法和二步法之分。二步法生產錦綸單絲的紡絲速度和單機產量低,特別是UDY母絲可存放周期短,對平衡、存放環境的溫濕度要求高。另外,由于生產路線長,錦綸單絲產品質量的穩定性較差,整體生產效率低、運行成本高。
本文將介紹一步法生產錦綸分纖母絲的紡絲牽伸設備。在同一臺機器上先后完成紡絲成形、初生纖維牽伸取向、纖維熱定形和卷繞等工藝流程,再卷繞成絲餅得到分纖母絲,最后經過分絲機分纖后得到錦綸單絲。采用這種生產錦綸分纖母絲的工藝路線,不僅流程短、生產效率高、能耗低、設備占地面積小,而且生產工藝過程的穩定性和產品質量穩定性較二步法有較大提高。
1 工藝流程及主要設備
1.1 工藝流程
PA6切片 → 熔融擠出 → 紡絲成形 → 單體抽吸 → 側吹冷卻 → 上油 → 牽伸 → 熱定形 → 卷繞 → 分纖母絲→分纖 → 錦綸單絲。
1.2 螺桿擠壓機
螺桿擠壓機設計與所熔融物料的物理性能有直接關系。由于錦綸切片很硬且耐磨性好,研制了適于紡制錦綸單絲的螺桿擠壓機。此螺桿擠壓機的螺桿、螺套表面采用合金披覆式焙射技術處理,具有高耐腐、耐磨性,螺桿棱上噴涂1 ~ 1.5 mm,螺套噴涂厚1.5 ~ 2 mm。螺桿、螺套間隙控制在0.06 ~ 0.12 mm。螺桿為LTM型銷釘螺桿,可使熔體受到進一步的剪切均化及混合,采用圓柱銷釘低溫混合元件,塑化性能好,可使熔體反復分流混合,提高了熔體的紡絲質量。螺桿擠壓機并帶有氮氣保護裝置。
1.3 熔體管道系統
由于錦綸在熔體管道內容易熱降解和再聚合,因此在選擇合理的熔體流速前提下,應盡量減小管道內徑、減短管程,縮短熔體在管道內的停留時間,并且可以精確控制熔體溫度。溫度過高會加劇聚合物熱降解,溫度過低會使熔體粘度過高,熔體擠出脹大現象嚴重,甚至出現“熔體破裂”現象。基于錦綸熔體的特性,應考慮熔體在管道輸送中因摩擦發熱而產生的溫升,溫升計算公式為: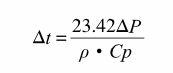
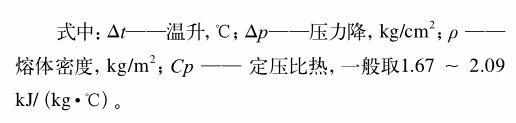
根據公式計算可得,熔體在熔體管道內的溫升約為5.1℃,故熔體管道采用從擠出頭直通到紡絲箱入口的方式,并且采用電加熱形式伴熱保溫,可單獨調節熔體管道的溫度,以得到合適的熔體溫度。
1.4 紡絲組件
與一般復絲生產相比,對分纖母絲中的每一根單絲的纖度均勻性要求更高。因此要求紡絲組件的結構設計能夠保證熔體到達每個板孔的壓力降相同。組件和噴絲板呈圓形可使加熱溫度均勻。分纖母絲的紡絲壓力通常在10 ~ 20 MPa,泵、組件和噴絲板都需要耐高壓。為了防止漏漿及煙囪效應的影響,設計上采用圓形下裝式高壓自密封組件,并根據紡絲特點,設計了組件內部結構,采用特殊形式的砂杯,金屬絲網加過濾砂的過濾方式,特殊的分配板使熔體分配后呈線性排列,確保了熔體的分配均勻,流動無死角。并采用“合股”的形式,即單板紡絲冷卻,合股集束上油,一般采用12個組件紡絲,合股成 6 頭進行牽伸卷繞。
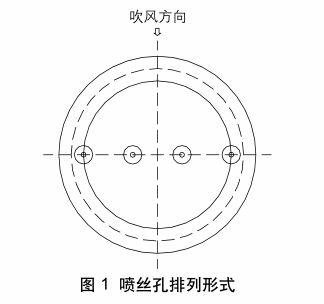
由于錦綸單絲較粗,一般為15 ~ 30 D,不易冷卻,冷卻過程的均勻性直接影響纖維的大分子結構,最終決定了纖維的質量和品質。噴絲板微孔的圓形排布,使得靠近冷卻裝置的一側和遠離冷卻裝置的一側存在差異,導致冷卻條件不一致,冷卻過程不均勻,初生纖維均勻性不好,后道工序中容易斷頭。采用噴絲孔在板體上呈“一”字型排列的形式(圖 1),并與冷卻裝置的吹風方向垂直,各微孔與冷卻裝置距離相等,確保了纖維冷卻條件的相同性和冷卻過程的均勻性,提高了初生纖維大分子結構的統一性,從而有利于纖維后續的牽伸卷繞,最終提高單絲的品質。
1.5 絲束冷卻系統
冷卻系統的設計對于紡制錦綸分纖母絲至關重要。因為錦綸單絲比較粗,不易冷卻。若采用降低側吹風風溫、增大風速的方式來冷卻,則會產生皮芯結構,一般皮層較為緊密,取向度較高而結晶度較低;芯層則反之,取向度較低而結晶度較高,不利于后續牽伸卷繞。故需要通過適當增加冷卻區域的長度來解決冷卻問題。假設絲束從噴絲板到凝固點之間直徑按指數遞減,絲束的速度按相應的規律增加,可按下式確定冷卻區的長度Ls: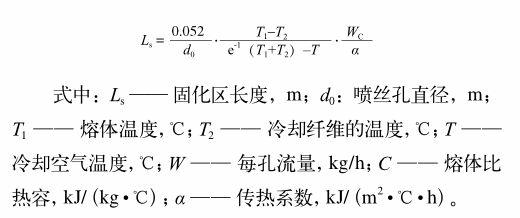
根據上式計算出的冷卻長度約為2.91 m,故選擇側吹風的有效吹風高度為2.6 m,甬道長度為 8 ~ 9 m,以保證絲條能充分冷卻。
1.6 牽伸卷繞系統
對于紡制錦綸分纖母絲,通常采用 3 對速度、溫度不同的熱輥進行牽伸和熱定形,其排列方式如圖 2 所示。通過調整不同的速度、牽伸比及溫度可以得到不同強度、伸長率和收縮率的絲束。根據錦綸分纖母絲紡絲特點,其第一對喂入輥的紡絲速度相應是滌綸分纖母絲卷繞速度的 3 ~4 倍,故其表面采用鍍毛面鉻,Ra = 0.4 ~ 0.7 μm(滌綸Ra= 0.05 ~ 0.1 μm),以消除絲束與牽伸輥表面的鏡面吸附現象,起到穩定拉伸點的作用;第二對熱輥表面采用鍍陶瓷處理,Ra = 0.6 ~ 0.8 μm,增加輥的耐磨性;第三對熱輥表面鍍毛面鉻,Ra = 1.6 ~ 1.8 μm,既減小了絲束與輥的摩擦,又避免了“鏡面吸附”現象,降低卷取張力。紡制有特殊要求的產品時,可采用具有雙段、不同表面粗糙度的喂入輥和熱牽伸輥。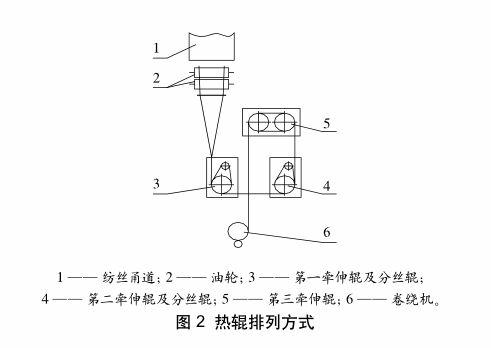
2 工藝特點
2.1 紡絲工藝
紡絲系統采用北京中麗制機工程技術有限公司提供的錦綸分纖母絲紡絲機。所用錦綸切片的主要指標如表 1 所示。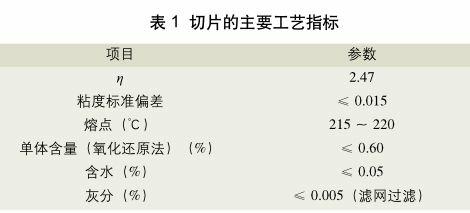
錦綸分纖母絲的生產一般采用高壓紡絲,通過增加紡絲箱體內熔體分配管的管壁厚度,設計了適合高壓紡絲的紡絲箱體,提高了熔體的輸送壓力,改善了熔體的流動性,同時各級熔體管道等長設計保證熔體以相等的滯留時間輸送到每一個紡絲組件。并采用圓形下裝式高壓自封組件,保證了組件耐高壓不泄漏。錦綸分纖母絲的單絲纖度比較粗,不易冷卻凝固,通過增加側吹風裝置的有效吹風高度,加長甬道的長度可滿足工藝要求。為減少熔體的降解,采用低溫紡絲工藝,具體工藝參數如表 2 所示。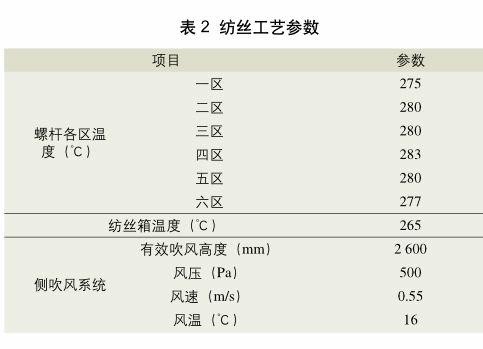
2.2 牽伸-卷繞工藝
牽伸-卷繞系統采用北京中麗制機工程技術有限公司提供的錦綸全牽伸絲卷牽聯合機。上油裝置采用兩道油輪上油,以保證纖維絲束上油充分均勻。第一熱輥的速度即紡絲速度,在卷繞速度不變的條件下,隨著紡絲速度的提高,纖維的強力降低,伸長增加,沸水收縮率降低。牽伸由第一、二、三熱輥的速度來控制,拉伸比分配及大小將決定拉伸過程的穩定性、纖維強度和均勻性。由錦綸初生纖維的應力-應變曲線得知,錦綸初生纖維的拉伸由預張力過程,細頸拉伸過程,均勻變細過程等 3 部分組成。采用兩級牽伸,第一級拉伸(在第一、二熱輥之間進行)不僅完成了細頸過程,且使細頸部分進一步變細,即實際拉伸比要大于初生纖維固有的自然拉伸比,絲束加熱到玻璃化溫度之上,以減小絲束拉伸應力,使得絲束獲得較大的取向度;第二級拉伸(在第二、三熱輥之間進行)使纖維進一步發生均勻變細,使絲束處于高取向、高張力、低結晶的狀態。
第三對熱輥將絲束充分結晶和定形,其溫度越高成品纖維的沸水收縮率越低,但溫度偏高會出現絲條抖動,斷頭率增加;若溫度偏低,則會出現染色不勻的現象。具體工藝參數如表 3 所示。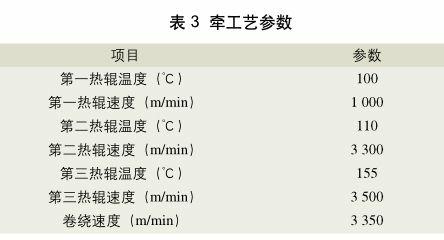
3 產品性能指標
對錦綸母絲及分纖后的單絲性能進行了分析測試,測試結果如表 4 所示。由表 4 數據可知,采用一步法紡制的錦綸母絲,分絲后得到的錦綸單絲性能優良,可達到后續產業使用要求。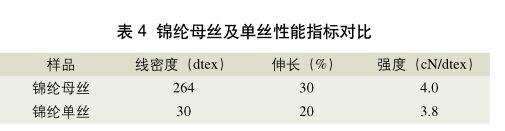
4 結語
通過選用錦綸專用螺桿擠壓機,改進熔體管道和伴熱管的設計,開發適合錦綸分纖母絲的絲束冷卻系統,采用兩級牽伸的卷牽系統,選擇適當的工藝條件,即可實現一步法錦綸分纖母絲的生產。采用一步法錦綸分纖母絲紡絲設備生產母絲,經分絲機分纖成單絲的工藝路線和整套裝備,在設備投資上可以省去二步法中牽伸機的投入,投資費用節省30%左右,廠房占地面積也減少近1/3,具有高技術、高效益、高附加值的特點,全國產化的紡絲、牽伸卷繞設備,造價成本低,高效、節能,社會效益和經濟效益顯著。
參考文獻
[1] 上海市紡織工業局七二一工人大學. 錦綸生產工藝[M]. 上海:上海人民出版社,1977.
[2] 中國紡織工業設計院. 聚合物輸送與干燥工藝[M]. 北京:中國紡織出版社,2005.
[3] 董紀震. 合成纖維生產工藝學[M]. 第2版. 北京:中國紡織出版社,1994.
[4] 魏大昌. 化纖機械設計原理[M]. 北京:中國紡織出版社,1984.