經(jīng)編機電子橫移運動規(guī)律的優(yōu)化分析
2015-05-25 19:51:23王以濤夏風(fēng)林張琦
紡織導(dǎo)報 2015年5期
王以濤+夏風(fēng)林+張琦
摘要:本文介紹了電子橫移系統(tǒng)的結(jié)構(gòu)及原理,選取了運動特征良好的無停留修正梯形為橫移曲線。通過分析該曲線的特征結(jié)合橫移運動的特性提出了采用提前橫移的方法增大針前橫移區(qū)間。并以RSE4-1經(jīng)編機為例通過理論計算得出了采用該橫移曲線的提前橫移角度為8.4°。對影響提前橫移的因素進行了分析,得到提前橫移角度可在理論基礎(chǔ)上增加7.8°。最后以基于三菱J4型旋轉(zhuǎn)伺服電機、采用無停留修正梯形橫移曲線的RSE4-1型經(jīng)編機為實驗平臺,測試了主軸速度在1 300 r/min的情況下針前橫移角度可提前16°。
關(guān)鍵詞:經(jīng)編機;電子橫移;橫移曲線;橫移優(yōu)化
中圖分類號:TS183.7 文獻標(biāo)志碼:A
Optimization and Analysis of Electronic Shogging Motion on Warp-knitting Machine
Abstract: This paper first introduces the structure and principle of electronic shogging system and selects non-stop modified trapezoidal acceleration curve which has good kinetic characteristic as the shogging curve. Then by analyzing this curve and in connection with the characteristics of shogging motion, the paper suggests increase the overlapping interval with pre-shogging. The theoretical calculation reaches the result that the pre-shogging angle is 8.4° on a Model RSE4-1 warp-knitting machine. By analyzing the factors affecting the pre-shogging, it draws the conclusion that the pre-shogging angle can be further increased by 7.8° theoretically. Finally, by carrying out experiment on a RSE4-1 warp-knitting machine which uses Mitsubishi J4 servo motor and non-stop modified trapezoidal acceleration curve, it obtains the result that the pre-shogging angle can be up to 16° when the main shaft operates at 1 300 r/min.
Key words: warp-knitting machine; electronic shogging motion; curve of shogging motion; optimization of shogging motion
電子橫移系統(tǒng)因其具有更換花型簡便、花高不受限制等特點,在經(jīng)編機生產(chǎn)中得到越來越廣泛的應(yīng)用。特別是近年來,隨著交流伺服控制技術(shù)的不斷進步,旋轉(zhuǎn)伺服電機的高速響應(yīng)性能顯著提升,有效地降低了電子橫移系統(tǒng)的成本,因而電子橫移系統(tǒng)在經(jīng)編機控制系統(tǒng)中的應(yīng)用越來越廣泛。這也更加促進廣大學(xué)者對電子橫移控制技術(shù)的深入研究,孟建軍、夏風(fēng)林等人對高速經(jīng)編機梳櫛橫移的運動規(guī)律進行了研究,秦文研究了旋轉(zhuǎn)伺服系統(tǒng)的位置、速度、轉(zhuǎn)矩控制模式并給出了相應(yīng)算法,鄭寶平對電子橫移系統(tǒng)的控制方式進行了研究。本文在對基于旋轉(zhuǎn)伺服控制的經(jīng)編機電子橫移系統(tǒng)在選取合適的柔性橫移曲線的前提下,利用變結(jié)構(gòu)控制下的橫移特點,通過理論計算和試驗測試方式,尋找增大針前橫移區(qū)間的方法,以改善電子橫移系統(tǒng)的工作性能,提高經(jīng)編機的生產(chǎn)速度。
1 電子橫移系統(tǒng)結(jié)構(gòu)及原理
經(jīng)編機電子橫移系統(tǒng)由于高速度、高精度、高頻率的運動特性,因而常采用運動精度高的全閉環(huán)式控制系統(tǒng)。因采用的核心控制單元不同,電子橫移系統(tǒng)的整體結(jié)構(gòu)也不盡相同。如圖 1 所示,這里采用的電子橫移系統(tǒng)由主控裝置、執(zhí)行裝置、反饋裝置和主軸信號采集裝置等 4 部分組成。其中主控裝置是系統(tǒng)的控制核心部分,包括工控機和具有電子凸輪功能的DSP運動控制器;執(zhí)行裝置包括伺服驅(qū)動器和伺服電機,以及將伺服電機的旋轉(zhuǎn)運動轉(zhuǎn)變?yōu)槭釞敝本€運動的滾珠絲杠機構(gòu);反饋裝置主要是伺服電機內(nèi)置的旋轉(zhuǎn)編碼器,以及伺服驅(qū)動器和DSP運動控制器的內(nèi)部相應(yīng)的反饋信號接收與處理單元;主軸信號采集裝置主要采用與主軸同步轉(zhuǎn)動的旋轉(zhuǎn)編碼器。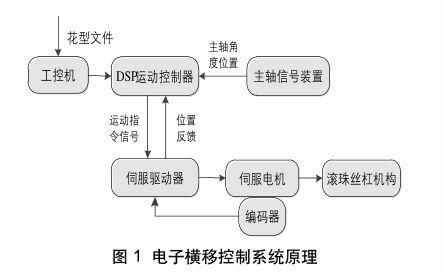
實際生產(chǎn)中,可通過網(wǎng)絡(luò)或直接采用U盤將花型文件的橫移工藝數(shù)據(jù)輸入到工控機,經(jīng)解碼后生成DSP運動控制器所需要的具有一定運動規(guī)律的橫移指令數(shù)據(jù)(電子凸輪數(shù)據(jù))。當(dāng)經(jīng)編機運行時,DSP運動控制器接收到來自主軸信號采集裝置的旋轉(zhuǎn)編碼器信號,獲得經(jīng)編機主軸的實時角度位置,并以此按生成的電子凸輪數(shù)據(jù)將運動指令發(fā)送至執(zhí)行裝置的伺服驅(qū)動器,進而驅(qū)動伺服電機運動,通過滾珠絲杠的轉(zhuǎn)換,驅(qū)動梳櫛作橫移墊紗運動。而伺服電機編碼器會將伺服電機運動的實時角位移與角速度信號反饋給伺服驅(qū)動器,再反饋給DSP運動控制器以檢測梳櫛的實際位置,并根據(jù)實際位置的偏差修正下一控制周期的指令數(shù)據(jù)。
2 橫移運動規(guī)劃曲線的選擇
在高速設(shè)備的機電一體化系統(tǒng)設(shè)計中,合適的凸輪從動件運動規(guī)律可以有效的提高機構(gòu)的速度。不同的運動規(guī)律,其速度、加速度和躍度等特征值有所不同,且通過不同的方式影響機構(gòu)的運動特性。
從動件質(zhì)量與加速度的乘積為慣性力。慣性力過大影響運動的穩(wěn)定性與精確性,它的突變還會造成系統(tǒng)的柔性沖擊,故在高速凸輪運動規(guī)律設(shè)計中,多選擇最大加速度Am較小的運動曲線。梳櫛最大速度Vm過大會加劇機械磨損,影響橫移精度。從穩(wěn)定性與安全性考慮,在滿足運動要求的前提下,應(yīng)盡量降低最大速度。躍度J反映了從動件系統(tǒng)慣性力的變化率。減小最大躍度Jm,尤其使行程終點的躍度盡量降低,將有利于提高系統(tǒng)工作平穩(wěn)性。
考慮到伺服電機的選型需兼顧響應(yīng)性和轉(zhuǎn)矩等的要求,在選擇曲線時還需考慮其他的因素。其中,加速度均方根Arms反映了機構(gòu)受慣性力作用后偏離平均位置的動力扭曲程度。梳櫛的高速小位移往復(fù)運動特征決定了伺服電機須具備較小的動力扭曲幅度以保證高速狀態(tài)下定位的精確穩(wěn)定,因此要選擇加速度均方根Arms小的曲線;動載轉(zhuǎn)矩最大值Tm決定了凸輪軸轉(zhuǎn)矩,進而影響伺服電機的功率大小,要滿足橫移高響應(yīng)的要求就會限制伺服電機的功率,所以曲線Tm也會受到限制。
表 1 中通過對不同的橫移運動規(guī)劃曲線各特征值的對比發(fā)現(xiàn),無停留修正梯形規(guī)劃曲線速度最大值較小且加速度最大值在常用的橫移規(guī)劃曲線中最小。另外因舍棄了一般修正梯形的恒加速區(qū)段,所以加速度A也連續(xù)變化,從而消除了躍度J的突變。且加速度均方根值和動載轉(zhuǎn)矩最大值在各曲線中最小,符合低慣量伺服電機的選型要求,是較理想電子橫移曲線。
3 提前橫移量的計算
3.1 提前橫移策略的提出
在采用花盤凸輪橫移的經(jīng)編機上,花盤外周通過滑塊、轉(zhuǎn)子和梳櫛撐桿等直接傳動梳櫛作橫移運動,由于花盤外周曲線良好的運動學(xué)特性和機械結(jié)構(gòu)的高剛性,可認為花盤凸輪旋轉(zhuǎn)時外周徑向的變化量即為梳櫛的橫移量。而所有的成圈機件和花盤凸輪均是由經(jīng)編機主軸進行傳動的,其動力與信號耦合同步傳遞,花盤凸輪式橫移機構(gòu)可通過花盤外周曲線實現(xiàn)梳櫛橫移與前后擺動的精確配合。
以常見的RSE4-1型高速經(jīng)編機為例,前梳GB1針前橫移對應(yīng)的主軸角度可達到144°(當(dāng)采用9°橫移花盤時),使梳櫛在較大的主軸角度內(nèi)完成橫移運動。根據(jù)這一原理,經(jīng)編機電子橫移系統(tǒng)也可通過提前開始橫移、延后結(jié)束橫移的方式,達到增加梳櫛橫移時間的目的。
在電子橫移系統(tǒng)中,由于控制系統(tǒng)固有的掃描式執(zhí)行特性,橫移控制器對伺服驅(qū)動器等執(zhí)行裝置的指令為非連續(xù)式的指令數(shù)據(jù),不能實現(xiàn)對梳櫛橫移量的無間斷連續(xù)控制,即梳櫛的實際運動曲線達不到與指令曲線一致的動力學(xué)特性;此外電子系統(tǒng)也難以達到與機械傳動一致的高剛性。這就要求電子橫移系統(tǒng)在延長橫移時間時必須采用與其特點相對應(yīng)的方式。考慮到在橫移結(jié)束階段梳櫛由較高的速度銳減至停頓定位存在一定的困難,因此主要通過提前橫移的方法來增大針前橫移區(qū)間。
在電子橫移系統(tǒng)中,執(zhí)行裝置的伺服電機按指令的速度和加速度曲線進行轉(zhuǎn)動,并通過滾珠絲杠機構(gòu)傳動梳櫛完成橫移運動。此過程中,梳櫛的橫移規(guī)律是可通過橫移指令曲線計算得出的。在此基礎(chǔ)上通過理論計算,并結(jié)合上機試驗測試,可獲得經(jīng)編機梳櫛橫移的增加量。
如圖 2 所示,無停留修正梯形曲線除了加速度和躍度連續(xù)之外,在曲線開始和結(jié)束段由于采用簡諧運動,其速度和位移量都較小且位移變化最緩慢。如果將梳櫛橫移提前開始,此時導(dǎo)紗針處于剛擺離或即將擺入織針平面位置,相比于橫移運動其他階段在相同時間內(nèi)梳櫛的橫移量最小,對于測量和精確控制梳櫛的位移量也最為容易。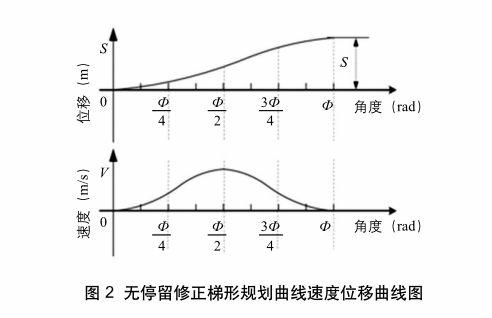
3.2 提前橫移量計算
成圈過程中導(dǎo)紗針的運動是由橫移和擺動復(fù)合而成,圖 3 為導(dǎo)紗針圍繞織針運動的示意圖。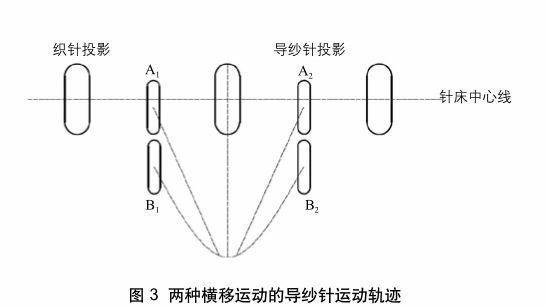
圖 3 中,曲線B1B2是當(dāng)導(dǎo)紗針擺出針平面后再橫移的導(dǎo)紗針運動軌跡,曲線A1A2為采取提前橫移的導(dǎo)紗針的運動軌跡。導(dǎo)紗針位于針間時,導(dǎo)紗針與織針的容紗間隙?可通過計算得出。但在實際生產(chǎn)中提前橫移量的計算還應(yīng)考慮紗線的粗細。
若紗線直徑為d,則針織實際可提前橫移量δ=?-d。以RSE4-1型經(jīng)編機(機號E32)為例,可測得其織針針頭厚度a為0.20 mm、導(dǎo)紗針針頭厚度b為0.20 mm、最大容紗細度19 tex,則可得:
3.3 提前橫移角度的計算
采用無停留修正梯形運動規(guī)律為橫移曲線的梳櫛在橫移運動中位移量用組合位移方程表示為: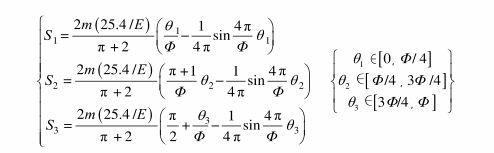
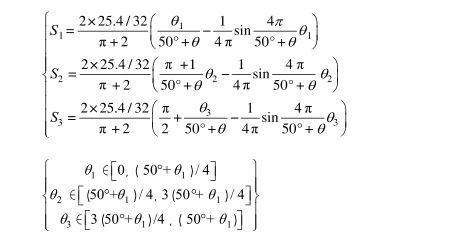
式中:m為某次針前或針背橫移的針距數(shù),E為機號;Φ為完成此次橫移運動對應(yīng)的主軸轉(zhuǎn)過的角度;S為橫移曲線為無停留修正梯形下主軸轉(zhuǎn)過θ對應(yīng)的橫移距離。以某RSE4-1型經(jīng)編機(E32)為例,實測出的各梳橫移位置角度見表 2。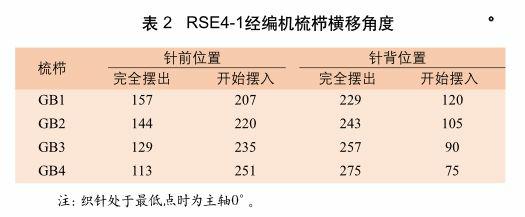
由表 2 可得GB1理論針前橫移區(qū)間為50°。為了增大GB1針前橫移區(qū)間,提前橫移角度θ,則采取提前橫移策略下實際橫移區(qū)間Φ=50°+θ;由于主要研究針前橫移且針前橫移僅為 1 針,則m=1;位移量S為提前橫移量δ。將Φ=50°+θ、S=0.041 mm代入方程得到:
采用圖解法解得θ=8.4°。
3.4 提前橫移的影響因素分析
3.4.1 DSP運動控制器
控制單元作為電子橫移系統(tǒng)的核心,對經(jīng)編機主軸角度、電子凸輪數(shù)據(jù)、橫移反饋信號等各種數(shù)據(jù)需高速、實時地處理與控制,以保證高速狀態(tài)下梳櫛橫移運動的精確控制,因此需要選擇運算性能強的控制器作為電子橫移系統(tǒng)的核心。
目前電子橫移系統(tǒng)的控制器多選用高速DSP運動控制器,其性能直接決定了電子橫移系統(tǒng)的快速響應(yīng)性。使用的DSP運動控制器運算能力越強,控制器向橫移執(zhí)行伺服發(fā)出運動指令的周期越短,對于同樣的橫移伺服系統(tǒng)的條件下,電子橫移系統(tǒng)的響應(yīng)性能也越高,提前橫移的時間也會減小。但是為了達到電子橫移系統(tǒng)在高速下高精度的要求,在選擇的時候會優(yōu)先考慮數(shù)據(jù)處理能力強的DSP運動控制器。
3.4.2 伺服系統(tǒng)
為了獲得更好的響應(yīng)速度和定位精度可以采用速度和位置混合控制模式。在混合控制模式下,在橫移運動伊始加速階段為了獲得較好的響應(yīng)性也是采用位置開環(huán),伺服電機實際速度仍一定程度上滯后于規(guī)劃速度。
為了準(zhǔn)確得到在混合控制模式下伺服電機對速度指令的跟隨情況,在基于三菱伺服系統(tǒng)(包括MR-J4-70A驅(qū)動器和HG-MR73電機)實驗平臺上,通過三菱MR-Configurator2測試軟件,實時跟蹤測試了指令速度與伺服電機實際速度情況,實驗平臺組成見圖 4。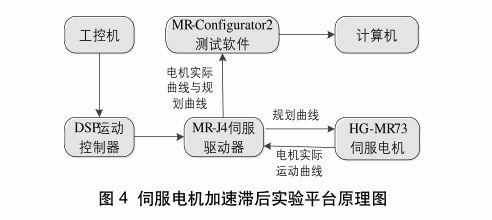
加速過程中控制模式的切換通過運動控制器中P%的值設(shè)置,設(shè)置P%=40%,實驗主軸轉(zhuǎn)速為1 300 r/min,工藝為1-0/1-2//。得到的速度曲線見圖 5。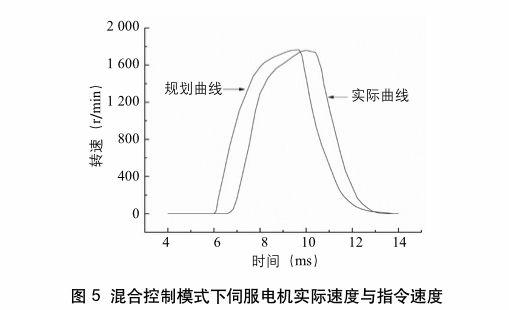
由圖 5 可知,伺服電機實際速度整體滯后于規(guī)劃曲線。指令速度在 6 ms處發(fā)出,6.6 ms時伺服電機開始加速,7 ms之后伺服電機實際速度曲線形狀接近規(guī)劃曲線。約8.5 ms左右伺服電機指令速度加速度減小、曲線趨于平緩。伺服電機在初始加速階段從運動指令發(fā)出到伺服電機跟隨指令并達到一定速度加速運動約需要 1 ms的時間,根據(jù)對應(yīng)的主軸轉(zhuǎn)速可以算出 1 ms內(nèi)對應(yīng)主軸轉(zhuǎn)過的角度為7.8°。
3.4.3 滾珠絲杠及其傳動
在采用旋轉(zhuǎn)伺服電機的電子橫移系統(tǒng)中,電機的旋轉(zhuǎn)運動需經(jīng)過滾珠絲杠才能轉(zhuǎn)化為直線運動。滾珠絲杠的精度對電子橫移系統(tǒng)的運轉(zhuǎn)精度影響很大,對橫移的提前量也有影響。
就整個橫移運動而言,滾珠絲杠的精度不高會造成橫移不到位的情況。而對于這里研究的提前橫移策略而言,滾珠絲杠的精度不高使得在每次橫移變向運動的初始階段,電機在該精度誤差距離內(nèi)未能有效地驅(qū)動梳櫛進行橫移運動。梳櫛的實際運動曲線滯后于電機的橫移曲線,在不考慮其他影響因素的情況下兩者的偏差量即絲杠的精度誤差量。梳櫛從橫移開始到完成的提前橫移位移量δ所對應(yīng)的時間變長,這樣一來反而有利于提前橫移角度的增加。
4 驗證試驗
根據(jù)以上分析,利用伺服電機加速曲線特點和響應(yīng)滯后得到在主軸轉(zhuǎn)速為1 300 r/min時針前橫移開始時間可提前16°。為了驗證這一推論,設(shè)計了以下實驗。
提前橫移策略驗證實驗平臺與伺服電機加速滯后實驗平臺相同,數(shù)據(jù)采集則交由LMS Test振動測試系統(tǒng)。通過管理層軟件中橫移參數(shù)設(shè)置每把梳櫛的橫移區(qū)間所對應(yīng)的主軸角度來控制橫移時間。實驗將在經(jīng)編機原來橫移角度的基礎(chǔ)上將GB1針前橫移角度提前16°,即GB1針前橫移開始時間對應(yīng)主軸角度141°,其它橫移區(qū)間仍采用原橫移區(qū)間。
加速度傳感器可以將采集到的梳櫛在橫移方向上的位移、速度、加速度等信息交由與之相連的PC端軟件LMS Test.Lab分析處理。測試系統(tǒng)中LMS Test.Lab Angle Domain Processing add-in for Signature軟件的角度域分析計算功能可以直接得出主軸角度與梳櫛橫移方向位移的對應(yīng)曲線。
實驗工藝為1-0/1-2//,將機器狀態(tài)調(diào)至最佳后速度逐步提至1 300 r/min。得到的曲線中選取針前橫移部分見圖 6。
從圖 6 可以看出,梳櫛的針前部分位移曲線平滑無位移突變,與無停留修正梯形位移曲線吻合。雖然加速指令在141°時已經(jīng)發(fā)出,但在最初的5°梳櫛位移量基本為零。加速開始后位移量變化非常緩慢。特別地當(dāng)主軸角度為156°時梳櫛位移量為3.9×10-5 m,小于 4.1×10-5 m,說明導(dǎo)紗針此時未與織針接觸。實際上,當(dāng)經(jīng)編機運轉(zhuǎn)速度達到1 300 r/min時運轉(zhuǎn)良好,未出現(xiàn)擦針現(xiàn)象。這也進一步驗證了前面的推論是成立的。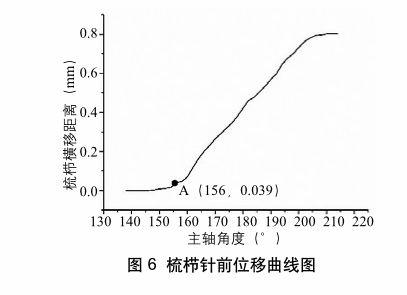
5 結(jié)論
(1)通過對無停留修正梯形運動規(guī)律分析,運動起始階段的速度和位移均很小,提出了當(dāng)導(dǎo)紗針擺入織針針間時就提前開始橫移,通過提前橫移的方法增大橫移區(qū)間。(2)根據(jù)RSE4-1型經(jīng)編機梳櫛橫移區(qū)間,采用無停留修正梯形運動曲線作為梳櫛橫移規(guī)律時,可推算得到可提前橫移角度為8.4°。(3)DSP運動控制器的性能、滾珠絲杠的精度以及伺服系統(tǒng)的響應(yīng)性都會影響提前橫移角度。DSP處理數(shù)據(jù)速度越高、滾珠絲杠精度越高、伺服系統(tǒng)響應(yīng)性越好,可提前橫移角度則越小。其中,伺服系統(tǒng)的響應(yīng)滯后可使提前橫移角度增大7.8°。(4)以基于三菱J4型旋轉(zhuǎn)伺服電機、采用無停留修正梯形橫移曲線的RSE4-1型經(jīng)編機為實驗平臺,實測主軸速度在1 300 r/min的情況下針前橫移角度可提前16°。
參考文獻
[1] 孔震,蔣高明,夏風(fēng)林,等.高速經(jīng)編機電子橫移原理探討[J].針織工業(yè),2007(9):12-14.
[2] 夏風(fēng)林.新型經(jīng)編裝備技術(shù)與發(fā)展趨勢[J].紡織導(dǎo)報,2010(9):55-61.
[3] 孟建軍.高速經(jīng)編機凸輪從動件運動規(guī)律的模糊綜合評價[J].紡織學(xué)報,2008,29(12):100-102.
[4] 秦文,夏風(fēng)林,張琦,等.基于速度控制模式的經(jīng)編電子橫移控制算法[J].紡織學(xué)報,2011,32(6):141-145.
[5] 鄭寶平,蔣高明,夏風(fēng)林,等.雙PID控制的經(jīng)編機電子橫移系統(tǒng)設(shè)計[J].紡織學(xué)報,2012,33(5):135-139.
[6] 劉小瑞,吳努.凸輪機構(gòu)通用運動曲線方程設(shè)計[J].機械設(shè)計,2011,28(8):28-33.
[7] 夏風(fēng)林,葛明橋,蔣高明.高速經(jīng)編機梳櫛橫移運動的優(yōu)化設(shè)計[J].紡織學(xué)報,2009,30(5):106-109.
[8] 張琦,蔣高明,夏風(fēng)林,等.高速經(jīng)編機電子橫移控制模型選擇及動態(tài)響應(yīng)分析[J].紡織學(xué)報,2012,33(1):126-131.
[9] Xia Fenglin,Ge Mingqiao.Motion rule of electronically pattern system on a high speed warp knitting machine[J].Fibers & Textilesin Eastern Europe,2009,17(4):64-67.
[10] 殷明躍,夏風(fēng)林,張琦,等.基于前饋控制的經(jīng)編機橫移系統(tǒng)高速定位[J].紡織學(xué)報,2011,32(11):126-130.
[11] 張琦,蔣高明,夏風(fēng)林,等.動態(tài)變結(jié)構(gòu)控制策略在經(jīng)編機高速電子橫移中的應(yīng)用[J].紡織學(xué)報,2013,34(3):121-126.