數(shù)控車刀尖圓弧半徑補償研究
2015-05-30 12:03:12鐘家良
企業(yè)技術(shù)開發(fā)·中旬刊 2015年4期
關(guān)鍵詞:注意事項
鐘家良
摘 要:隨著工業(yè)的不斷發(fā)展,機械化程度越來越高,數(shù)控車床運用的越來越多,其中刀半徑補償在數(shù)控車削工作中起到了十分重要的作用,但在實際操作中仍存在著許多問題,比如方向判斷、參數(shù)設(shè)置、撤銷方法等。文章重點就這些問題進行了分析,并探討解決方案。
關(guān)鍵詞:數(shù)控車刀尖圓弧半徑;半徑補償;補償?shù)姆较颍怀蜂N補償;注意事項
中圖分類號:TG519.1 文獻標識碼:A 文章編號:1006-8937(2015)11-0098-02
在實際生產(chǎn)時對數(shù)控車的操作,對于刀尖圓弧半徑的補償功能往往不能夠理解的十分透徹,經(jīng)常出現(xiàn)一些失誤。但是補償指令在實際生產(chǎn)工作中又是十分重要的,工件尺寸、形狀精度等都是靠它來保證的。在實際生產(chǎn)中,應(yīng)十分重視這個方面。
1 半徑補償?shù)姆椒?/p>
1.1 補償?shù)脑?/p>
現(xiàn)在的的操作都是通過借助數(shù)控系統(tǒng)完成的,所以在生產(chǎn)加工之前,就需要將刀尖半徑R和刀尖方位號T輸入進系統(tǒng)儲存器中。
使用刀尖圓弧半徑補償?shù)南嚓P(guān)指令,并且按照零件的實際的輪廓進行編程,當補償指令得到數(shù)控系統(tǒng)的運行時,存在儲存器中的補償參數(shù)會被數(shù)控裝置自動讀取,刀具會按照T方向自動偏移一個刀尖半徑R。
緊接著通過數(shù)控系統(tǒng)的運行,把原來理想的軌跡轉(zhuǎn)換成控制刀尖軌跡,刀具就會按照中心軌跡運動。
這樣就會使整個加工過程在得到指令之后始終使刀尖與零件輪廓相切。
1.2 補償?shù)闹噶?/p>
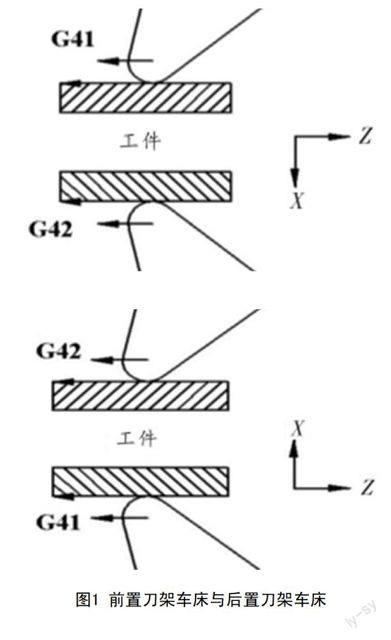
G41:刀尖圓弧半徑左補償,其是指刀具沿著工件的左邊進刀,值得注意的是沿著進刀的方向看,否則就不是左補償。
G42:刀尖圓弧半徑右補償,右補償與左補償相反,其實沿著工件的右邊進刀,同樣其也是沿著進到方向看的。
G40:撤銷刀尖圓弧半徑補償,其是指實際的進刀軌跡與實際操作中的編程軌跡完全重合。
補償指令的格式:G41/G42/G40;G01/G0;X(U);Z(W),這里X、Z表示絕對坐標,而U、W表示相對前一個點的增量坐標。
G41、G42、G40這幾個指令必須要和G00、G01這兩個指令放在一起使用;使用的是模太代碼;要在工件輪廓之外進行補償指令的開始和撤銷過程,如果不這樣做,將會導致干涉出現(xiàn)。刀尖圓弧半徑值會因為不同的刀具要求而有所不同,在刀具補正/形狀中輸入并且保存下來之前要進行精確的測量;當想改變補償?shù)姆较驎r,如把G42改成G41時,必須要用到G40把之前的刀補狀態(tài)撤銷掉。
從Y軸正向看向坐標原點看到的圖形才是判別工件位置與刀具運動關(guān)系的正確做法。
前置和后置刀架車床如圖1所示。
2 半徑補償?shù)慕?/p>
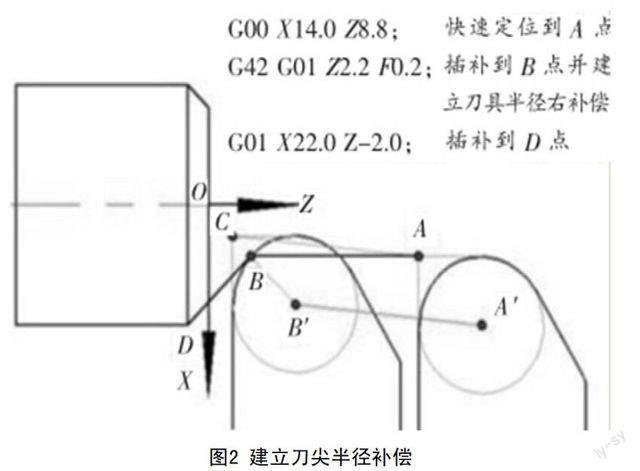
起刀程序段的定義為從G40指令變?yōu)镚41或者是G42的指令的程序段。建立刀補是指起刀程序段進行的用來過渡的運動,如圖2中的程序段為“G42 G01 Z2.0 F0.2”。
A-B為實際的軌跡;
A-C為假想的刀尖軌跡;
A'-B'是中心的軌跡。
在圖2可以看出,刀尖的切削軌跡在實際建立的補償程序段中是一條與A'-B'平行的直線,兩者的距離為R,與編程的軌跡不重合,所以這個程序段不能用于加工零件,只能用在補償?shù)慕⑸稀?/p>
3 半徑補償
由于工藝的要求,刀尖被做成圓弧形,在數(shù)控車削加工時這種過渡刀不會影響內(nèi)外圓柱面、直端面的尺寸,形狀。但是在圓弧面加工時,會有過切少切的現(xiàn)象。這時候就要用到半徑補償功能來消除影響。接下來就對半徑補償?shù)姆较颉?shù)設(shè)置、補償撤銷三個方面進行分析。
3.1 半徑補償?shù)姆较?/p>
對于刀尖圓弧補償?shù)亩x,有人會說,刀具前進過程中,沿著前進方向看過去,左補償就是刀具在工件左邊,反之就是右補償。為什么實際加工中就差了一個刀尖半徑呢?”這忘了看工件的視角是不同的。在車刀的前面或者后面視角是不同的。如果在前進方向上,在平面的第三軸從平面的正向看向負面,刀在工件左側(cè)就是左補償,如果在右邊,就是右補償。
以華中世紀星CK6135機床為例。這個機床刀架為前置刀架。可以判斷Y軸正方向是與導軌平面垂直的。當我們看時就要從正向朝著負向看過去。外輪廓面加工從左向右時,使用的是右補償,而加工內(nèi)輪廓時要用左補償。一般可以得出這樣的結(jié)論:只要確定觀察的視角和切削的方向,在車削加工中刀尖半徑補償與刀架位置沒有關(guān)系。
3.2 半徑補償?shù)膮?shù)設(shè)置
參數(shù)設(shè)置主要包括兩個方面:
①圓弧半徑。
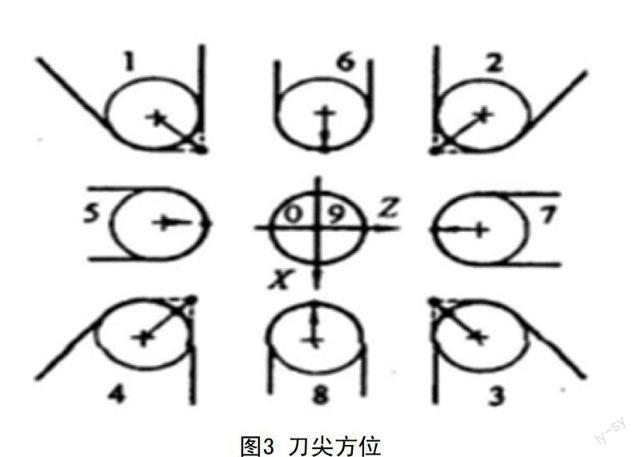
②刀尖方位。
在實際生活工作中,一般會出現(xiàn)兩個問題:參數(shù)設(shè)置不全,方位判斷失誤。參數(shù)設(shè)置不全有很多原因,主要是因為華中系統(tǒng)不會單獨給數(shù)控車床中的G41/G42設(shè)置補償號。而是由T代碼來決定。設(shè)置位置偏置值之后,一忽略半徑值的輸入也十分常見。當程序把半徑補償指令執(zhí)行時,系統(tǒng)會讀取指定地址的數(shù)據(jù),因此輸入半徑值是不可缺少的。如果我們不能理解刀尖方位的作用,就會導致單間方位判斷失誤。補償方向確定之后,要想進一步計算切削點,就必須用到刀尖方位。所以必須確定刀尖方位號,也就是假想刀位圓弧中心位置。加入1號刀自右向左行進,半徑為0.3 mm,為外圓刀。2號刀也是自右向左,半徑為0.2 mm,為內(nèi)孔鏜刀。具體如圖3所示。
3.3 半徑補償?shù)某蜂N
我們在編程輸入的時候,經(jīng)常容易混淆G40和TX X00。想要把數(shù)據(jù)取消的時候就會輸入TX X00.但這是不對的。TX X00一般都會在程序換刀之前使用,用于取消刀具偏置。也就是把工件的坐標撤銷掉,并不是把刀尖半徑補償取消了。刀尖半徑補償仍然可以起到效果,只是把補償表中的00號數(shù)據(jù)調(diào)用了出來。這個數(shù)據(jù)在不進行設(shè)定時是默認為零的。如果后面的程序把刀尖圓弧半徑調(diào)用,而且指定一個新的偏置時,之前的所有補償就會進行累加,那么工件的尺寸是不可能合格的。而G40則是在程序剛開頭的地方使用,防止了忘記撤銷補償?shù)陌l(fā)生。
3.4 注意事項
①刀尖圓弧半徑必須要在G00或者G01的運作中進行。
②粗加工過程中系統(tǒng)不會考慮補償,所以在精加工之前或者開始段建立補償。
③G40一定要和G00或者G01指令一起使用,因為刀具移動,一定要取消刀補。
4 結(jié) 語
刀尖圓弧半徑補償對于有圓弧面圓錐面的工件尺寸形狀精度都影響非常的大,必須要時刻注意,目前的半徑值可以根據(jù)刀片的型號來確定。我們只要在日常生活工作中熟悉半徑補償?shù)氖褂茫斫獍霃窖a償?shù)脑恚趯嶋H生活工作中不斷的應(yīng)用、摸索、改進,將會使加工的零件更加完美,對實際生產(chǎn)也會有很大的幫助。
參考文獻:
[1] 翟士述.淺談刀具半徑補償在車削固定循環(huán)中的應(yīng)用[J].吉林教育學院學報,2009,(2).
[2] 侯春霞.刀具補償功能在數(shù)控車削中的應(yīng)用[J].裝備制造技術(shù),2009,(4).
[3] 陳洪濤.數(shù)控加工工藝與編程[M].北京:高等教育出版社,2003.
[4] 趙勇.對于數(shù)控車刀刀尖圓弧半徑補償?shù)恼J識[J].科技信息,2009,(20).
猜你喜歡
中國現(xiàn)代醫(yī)藥雜志(2022年10期)2023-01-02 05:16:54
今日農(nóng)業(yè)(2021年12期)2021-11-28 15:49:26
中老年保健(2021年9期)2021-08-24 03:52:54
瘋狂英語·初中天地(2021年3期)2021-05-21 02:01:18
中國生殖健康(2020年5期)2021-01-18 02:59:54
中國現(xiàn)代醫(yī)藥雜志(2020年12期)2020-01-08 16:42:06
娃娃樂園·綜合智能(2019年11期)2019-12-18 02:47:32
少年博覽·小學低年級(2019年10期)2019-11-22 14:08:12
學生天地(2019年35期)2019-08-25 08:58:12
中國生殖健康(2018年5期)2018-11-06 07:15:44
