基于正交試驗的汽車油箱口盒沖壓成形工藝參數優化
2015-05-30 18:01:23江龍廖榮華邱偉林
科技創新與應用 2015年17期
江龍 廖榮華 邱偉林
摘 要:采用正交試驗設計方法綜合評估了沖壓過程中的壓邊力、模具間隙和板材尺寸對汽車油箱口盒沖壓成形質量的影響,通過對試驗數據的分析,找到最優的工藝參數組合,所得結論對汽車油箱口盒沖壓工藝的設計具有指導意義。
關鍵詞:汽車油箱口盒;沖壓工藝參數;正交試驗
引言
汽車覆蓋件的可成形程度和成形質量主要取決于其模具系統(凸模、凹模、壓邊圈、拉深筋等)和沖壓工藝參數(潤滑油、壓邊力、沖頭速度、凸凹模間隙等)[1-2]。實際生產中,當模具系統的參數已確定時,則僅能對沖壓工藝參數進行調節。由于沖壓工藝參數對汽車覆蓋件成形質量具有較大影響,人們對此已展開了大量的研究[ 3-5]。
以有限元為理論基礎的金屬板材沖壓成形CAE分析技術已經在汽車設計制造中得到廣泛應用,通過數值模擬技術可對汽車覆蓋件沖壓工藝做出定性指導并得出一些有益結論。文獻[6]運用Dynaform進行有限元模擬分析了壓邊力、凹模圓角半徑、凸模圓角半徑對汽車油箱成形極限的影響。文獻[7]利用有限元模擬方法,研究了壓邊力、摩擦系數、沖壓速度及板料尺寸對汽車后端板加強件成形質量的影響。文獻[8]利用自主開發的商品化沖壓成形CAE軟件研究了汽車外覆蓋件表面破裂缺陷產生的原因并進行精確預示。
目前,汽車覆蓋件沖壓工藝數值模擬技術尚存在缺乏定量精度等不足,為獲得質量優異的汽車覆蓋件,仍然需要進行反復的試驗調整,而合理的試驗設計方法在一定程度上可以減少反復試湊的盲目性,能以較少的試驗次數得到試驗范圍內較優的工藝組合。
文章以一汽海馬汽車有限公司某車型的油箱口盒為例,采用正交試驗進行優化研究,以提高產品的質量及合格率,從而降低生產成本。
1 正交試驗方案設計
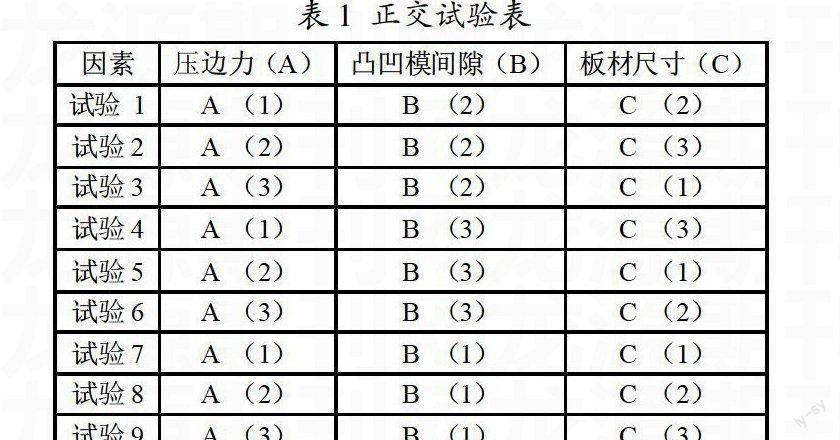
正交試驗設計利用數理統計學與正交性原理從大量的試驗點中挑選適量的具有代表性、典型性的點,應用正交表合理安排試驗。正交試驗設計方法中所選擇的試驗對每個因素和因素的每個水平都為均勻分配,此外,還需保證每個因素的水平以相同的次數出現,且任何兩個因素的搭配出現的次數相同。沖壓成形過程中,板料取決于設計要求,一般不會改變。調整成形質量的工藝參數多考慮模具幾何尺寸、板料尺寸、壓邊力、潤滑和沖壓速度等,文章主要研究壓邊力、凸凹模間隙及板料尺寸3個因素對成形質量的影響,根據生產實際情況,確定為3因素3水平,如表1 所示。
2 沖壓工藝實驗
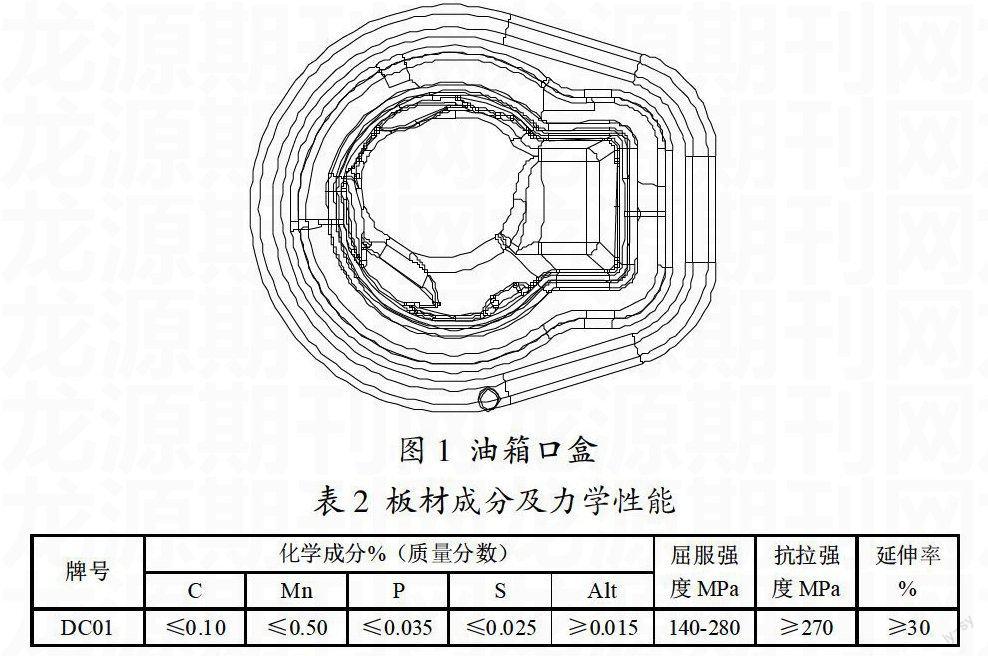
油箱口盒形狀如圖1所示。
板材選取寶山鋼鐵股份有限公司生產的冷連軋低碳鋼板,其牌號、化學成分及力學性能如表2,在YQ32-100液壓機上進行主要工序沖壓的變形實驗,采用PX-7DL超聲波測厚儀對沖壓件進行厚度測試。
3 實驗結果與分析
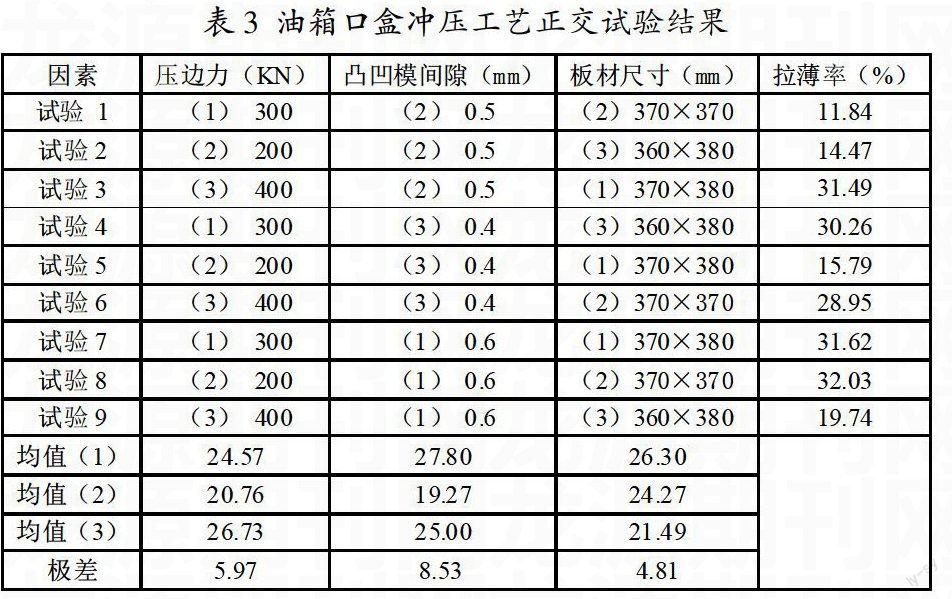
板料沖壓成形性能包括抗破裂性、貼模性和定形性等,由于沖壓件一旦開裂則成為廢品,所以文章在滿足板料不發生破裂的前提下,將板料沖壓成形后的減薄率作為正交試驗的評價指標,其值越小則沖壓件成形質量越好。
正交試驗結果如表3所示。由表3知,各因素對油箱口盒沖壓件減薄率(反映開裂趨勢)的影響,按從大到小的順序排列為凸凹模間隙>壓邊力>板材尺寸。
板件拉伸時壓應力過大而導致失穩將引起起皺現象的出現,當皺紋均勻分布在拉伸件的四周時,起皺原因主要是由于壓邊力過小而引起,故只需增加壓邊力或者通過在壓邊圈上增加拉延筋加以消除,而當壓邊力過大時,局部減薄率過大,容易在拉伸件的直壁上開裂,形成廢品。
凸凹模間隙過大時,拉伸件容易局部失穩而產生起皺現象,此時應適當調整凸凹模間隙,以防止起皺產生,凸凹模間隙過小時,板料難以流入凹模,往往導致拉裂的出現。
板料尺寸增大將引起壓料面與板料的接觸面積增加,引起材料流動的變化,有利于減小拉伸件的減薄率,獲得質量良好的制品,板料尺寸過小時,板料在沖壓過程中迅速進入凹模,容易導致起皺出現,增加拉伸件厚度的波動,從實際應用的角度出發,在保障拉伸順利進行的基礎上,應盡可能減少板料尺寸以提高材料利用率。
基于正交試驗結果并經上述分析,選擇優化后的油箱口盒沖壓件工藝參數為:壓邊力300KN,凸凹模間隙0.5mm,板材尺寸370mm×370mm。在該組工藝參數下油箱口盒沖壓件成形質量較好,結果令人滿意。
4 結束語
文章以板料成形壓邊力、凸凹模間隙和板材尺寸作為可調整工藝參數,通過正交試驗對某汽車油箱口盒沖壓件工藝參數進行優化,以減薄率(反映開裂趨勢)為評價指標,得到各參數對成形質量的影響程度為:凸凹模間隙>壓邊力>板材尺寸,并分析了各個參數對成形質量的影響規律。在此基礎上得到優化后的油箱口盒沖壓件工藝參數,使板料減薄率有一定的減小,且成形質量較好,獲得了令人滿意的結果,這為提高零件的沖壓成形質量,減少生產成本創造了有利條件。該方法為油箱口盒沖壓件沖壓工藝參數的調節提供了指導,具有一定的工程應用價值。
參考文獻
[1]林忠欽,李淑慧.車身覆蓋件沖壓成形仿真[M].北京:機械工業出版社,2005.
[2]鄭燕平,閆蓋,何鎮罡.沖壓工藝參數對成形質量的影響分析[J].熱加工工藝,2012,42(23):146-149.
[3]LAN F,LIN J,CHEN J. An integrated numerical technique in determining blank shape for net shape sheet metal forming [J].Journal of Materials Processing Technology,2006,177(1/3):72-75.
[4]陳吉清,王玉超,蘭鳳崇.基于正交試驗的汽車覆蓋件沖壓工藝參數優化[J].計算機集成制造系統,2007,13(12):2433-2440.
[5]魏阿梅,白振江,曹彪.淺談汽車外覆蓋件沖壓成型關鍵缺陷以及解決方法[J].裝備制造技術,2014(3):68-70,85.
[6]陸廣華,秦丁益,張躍,等.汽車油箱沖壓成形有限元分析與研究[J].熱加工工藝,2012,40(23):94-96.
[7]閆蓋,鄭燕萍,張文彥,等.基于正交試驗的板料沖壓成形工藝參數優化[J].熱加工工藝,2012,42(17):94-97.
[8]王金武,胡平,付爭春,等.汽車覆蓋件破裂試驗及基于廣義成形技術仿真[J].農業機械學報,2009,40(11):228-231.
作者簡介:江龍(1979-),男,廣東普寧人,助理工程師,本科學歷,主要從事汽車覆蓋件沖壓工藝研究。
