大眾汽車(chē)車(chē)身連接金相質(zhì)量監(jiān)控
2015-05-30 10:48:04吳方
科技創(chuàng)新與應(yīng)用 2015年12期
摘 要:車(chē)身連接質(zhì)量是汽車(chē)安全的重要指標(biāo)。要使車(chē)身具備良好的車(chē)身連接質(zhì)量,必須從焊裝開(kāi)始對(duì)車(chē)身生產(chǎn)過(guò)程進(jìn)行嚴(yán)密的監(jiān)控。一直以來(lái),大眾生產(chǎn)的汽車(chē)以其皮實(shí)耐用著稱(chēng)于世。文章以一汽-大眾佛山工廠(chǎng)為例,系統(tǒng)介紹了大眾汽車(chē)的車(chē)身連接質(zhì)量監(jiān)控手段。
關(guān)鍵詞:大眾汽車(chē);車(chē)身連接質(zhì)量;特殊焊接金相檢驗(yàn)
引言
作為德國(guó)最大的汽車(chē)集團(tuán),大眾汽車(chē)集團(tuán)生產(chǎn)的大眾牌汽車(chē)一直以其經(jīng)濟(jì)、耐用的特點(diǎn),在消費(fèi)者心中留下了深刻的印象。由于大眾采用了較多科技含量高的焊接工藝,所以對(duì)車(chē)身連接質(zhì)量監(jiān)控也提出了很高的要求。在車(chē)身連接質(zhì)量監(jiān)控方面,大眾采用了哪些先進(jìn)的監(jiān)控手段來(lái)確保良好的車(chē)身連接質(zhì)量呢?文章以一汽-大眾為例對(duì)大眾汽車(chē)的車(chē)身連接質(zhì)量的金相檢驗(yàn)監(jiān)控手段為主,對(duì)大眾體系的車(chē)身連接質(zhì)量進(jìn)行了闡述,以期與國(guó)內(nèi)汽車(chē)業(yè)的同行相互交流、學(xué)習(xí)。
1 車(chē)身連接質(zhì)量監(jiān)控
白車(chē)身(注:即焊裝完成的車(chē)身)的車(chē)身連接質(zhì)量監(jiān)控包含三個(gè)方面:對(duì)全車(chē)身大多數(shù)焊點(diǎn)以及以及對(duì)四門(mén)兩蓋折邊膠質(zhì)量的破壞性檢驗(yàn)監(jiān)控、車(chē)身標(biāo)準(zhǔn)件與非標(biāo)準(zhǔn)件的擰緊工藝監(jiān)控以及文章將要闡述的一部分特殊焊接的金相檢驗(yàn)。
金相檢驗(yàn)工作,一般包含外觀(guān)評(píng)價(jià)和金相評(píng)價(jià)兩個(gè)部分。金相檢驗(yàn),是觀(guān)察焊縫的內(nèi)部結(jié)構(gòu)尺寸,用以評(píng)價(jià)焊縫內(nèi)部質(zhì)量是否合格的方法,除此之外,金相檢驗(yàn)所測(cè)得的數(shù)據(jù),還可以用于指導(dǎo)調(diào)整焊接工藝參數(shù),以期優(yōu)化不合格的工藝,使之達(dá)到合格。
金相檢驗(yàn)需要對(duì)所檢測(cè)連接進(jìn)行金相制樣。對(duì)有一定長(zhǎng)度的焊縫,金相制樣一般用延焊縫伸展方向的垂直方向,抽取位置取焊縫剖面,進(jìn)行制樣,并觀(guān)察截面金相。每道焊縫抽取截面進(jìn)行金相觀(guān)察的數(shù)量需要根據(jù)焊縫長(zhǎng)度來(lái)確定。
大眾標(biāo)準(zhǔn)對(duì)特殊焊接檢驗(yàn)的評(píng)價(jià)分成三個(gè)等級(jí):不合格,偏差合格,與合格。偏差合格是該連接至少要達(dá)到的標(biāo)準(zhǔn),連接達(dá)到偏差合格后,質(zhì)量狀態(tài)可以接受,但仍需在規(guī)定時(shí)間內(nèi)繼續(xù)整改,直至合格為止。
2 金相檢驗(yàn)
2.1 激光熔焊
激光熔焊以激光為熱源,由于其焊縫美觀(guān),所以多應(yīng)用區(qū)域多為車(chē)身表面區(qū)域,如高爾夫車(chē)型側(cè)圍以及奧迪車(chē)型的四門(mén)/后蓋。
激光熔焊的特點(diǎn):(1)以線(xiàn)代點(diǎn),焊接強(qiáng)度較點(diǎn)焊提高30%,焊接強(qiáng)度高;(2)焊接速度為40mm/s,工作效率高,焊接速度快。
佛山工廠(chǎng)采用的焊接方式多為雙層板平頭搭接焊,側(cè)圍少數(shù)區(qū)域采用三層板平頭搭接焊。采用搭接焊的優(yōu)點(diǎn)是耗費(fèi)在調(diào)整兩個(gè)板的尺寸搭接的時(shí)間相對(duì)而言較少,因?yàn)閮蓚€(gè)板的重合區(qū)域明顯。缺點(diǎn)是:(1)焊接后承接力的方向有局限性;(2)熔深較難控制,下層板熔深容易不足,導(dǎo)致連接強(qiáng)度較低。
對(duì)激光熔焊的金相評(píng)價(jià)遵循大眾集團(tuán)標(biāo)準(zhǔn)PV6719。評(píng)價(jià)分成兩個(gè)部分:
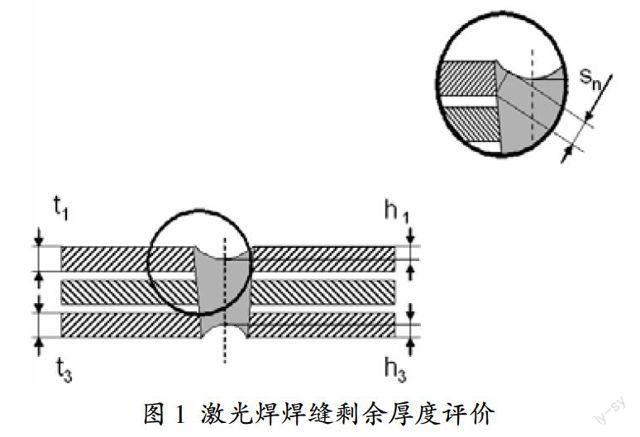
(1)外觀(guān)評(píng)價(jià):一條長(zhǎng)焊縫可能是由多條焊縫拼接而成,多條焊縫的長(zhǎng)度之和(d1+d2+d3+d4),偏差合格標(biāo)準(zhǔn)至少要大于總焊縫要求長(zhǎng)度l的80%,合格標(biāo)準(zhǔn)為90%。(2)金相評(píng)價(jià):a.對(duì)焊縫進(jìn)行縱向剖切檢驗(yàn)。金相表面不得有裂紋;b.多層板焊縫冷卻凝固后,焊縫表面略微向內(nèi)凹陷。凹陷深度過(guò)大則板與焊縫的剩余厚度不足,導(dǎo)致連接強(qiáng)度下降。如圖1所示,t1與t3為兩側(cè)板的厚度,h1與h3為兩側(cè)板的凹陷深度。剩余厚度Sn采用凹陷邊緣切線(xiàn)到對(duì)應(yīng)板與焊縫借口位置的距離。Sn大于0.7個(gè)對(duì)應(yīng)板厚為合格,大于0.6個(gè)對(duì)應(yīng)板厚為偏差合格。
(3)如上面所述,熔深控制是激光熔焊的難點(diǎn)。焊接電流小,激光焊熔深不夠;焊接電流大,又容易導(dǎo)致熔化部分溫度升高,流動(dòng)性增強(qiáng),在氧槍的吹拂下,流動(dòng)過(guò)快,致使凹陷深度過(guò)大,剩余厚度不足。而為了保證焊接質(zhì)量,工廠(chǎng)一般采用大電流的方式,這樣就容易造成剩余厚度不足的問(wèn)題。
佛山工廠(chǎng)激光熔焊采用了蛇形焊的方式,蛇形焊縫,阻礙了熔化部分的流動(dòng),減小了凹陷深度。很好的解決了金相檢驗(yàn)中剩余厚度不足的問(wèn)題。
2.2 釬焊監(jiān)控
釬焊,熔點(diǎn)比比母材低的填充金屬(釬料),加熱熔化后,液態(tài)釬料潤(rùn)濕母材,填充接頭間隙并與母材相互擴(kuò)散,形成焊縫的焊接方法。釬焊變形小,接頭光滑美觀(guān),用于外觀(guān)可見(jiàn)零件的焊接。目前在佛山大眾工廠(chǎng)應(yīng)用的主要是激光釬焊與等離子釬焊兩種。
釬焊用于頂蓋與側(cè)圍焊接,其特點(diǎn)是焊縫美觀(guān),密封性好,遠(yuǎn)優(yōu)于“點(diǎn)焊+密封條”的方法。
釬焊對(duì)零件尺寸、清潔度及匹配狀態(tài)的要求高,頂蓋及側(cè)圍外板焊前清擦,配有專(zhuān)用的清潔設(shè)備;釬焊頂蓋前后角(焊縫前后端)的熱影響波浪、焊縫氣孔是技術(shù)難題。
對(duì)釬焊的金相檢驗(yàn)評(píng)價(jià),遵循大眾集團(tuán)標(biāo)準(zhǔn)PV1602,評(píng)價(jià)方式如下:
(1)表面評(píng)價(jià):a.表面焊縫必須連續(xù),不能間斷;b.表面目視孔洞直徑不得大于0.2mm,孔洞不得和板邊緣連接起來(lái),否則不合格; c.焊縫兩端不許打磨。
(2)金相評(píng)價(jià):a.焊接咬邊位置處剩余板厚tr(包含打磨和拋光以后)不能小于原始板厚的0.8倍;b.焊縫厚度不能小于原始板厚的0.8倍。c.焊縫不得有裂紋缺陷。d.焊縫上氣孔面積之和不得大于焊縫總面積的10%。
2.3 氣體保護(hù)焊監(jiān)控
氣體保護(hù)焊是利用氣體作為電弧介質(zhì),并保護(hù)電弧和焊接區(qū)的電弧焊。
電弧熱量集中,能量密度大,可輕易焊透厚板材,且焊縫對(duì)裂紋的敏感性低,廣泛用于返修。其次,氣體保護(hù)焊也用于底盤(pán)下部等汽車(chē)結(jié)構(gòu)部件的連接。
佛山工廠(chǎng)多采用CO2氣體作為保護(hù)氣體的氣體保護(hù)焊,簡(jiǎn)稱(chēng)MAG焊(Metal Active Gas arc Welding)。在高爾夫車(chē)型頂蓋上,還采用了MIG焊(Metal Inert Gas arc Welding),保護(hù)氣體為氬氣。
對(duì)氣體保護(hù)焊的金相檢驗(yàn)評(píng)價(jià),遵循大眾集團(tuán)標(biāo)準(zhǔn)PV6728,評(píng)價(jià)方式如下:
2.3.1 外觀(guān)評(píng)價(jià):(1)一條焊縫不得低于零件標(biāo)準(zhǔn)圖紙要求長(zhǎng)度的80%,合格標(biāo)準(zhǔn)為90%。(2)表面不得有裂紋、燒穿、與板材未融合等缺陷。
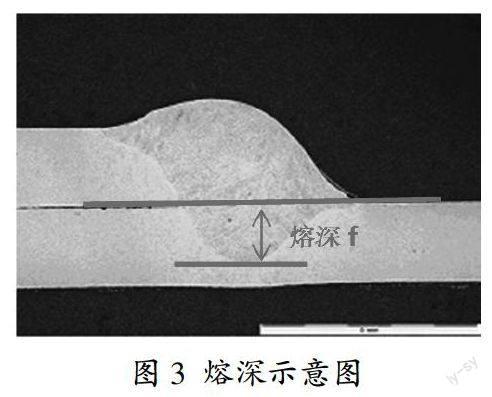
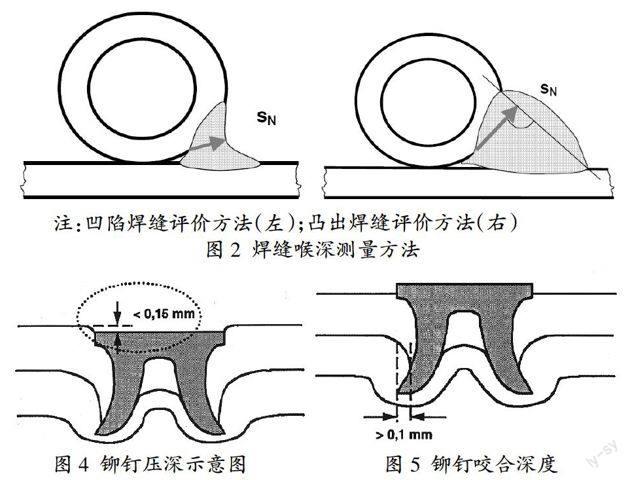
2.3.2 金相評(píng)價(jià):(1)焊縫截面孔洞面積之和,不得大于焊縫面積的10%。(2)圖2為焊縫喉深SN的測(cè)量方法。喉深不得大于所連接板中最薄板的0.7倍。(3)熔深f如圖3所示。當(dāng)所連接板厚均大于1.0mm時(shí),熔深需大于0.2mm;當(dāng)所連接板小于1.0mm時(shí),熔深需大于0.1mm。
2.4 鉚接監(jiān)控
利用鉚釘機(jī)械的“鑲嵌”作用,實(shí)現(xiàn)零件連接的方法。鉚接的特點(diǎn)是簡(jiǎn)單易行,設(shè)備投入低,不破壞零件表面鍍層,多用在非承重部件及鋁件的連接。
佛山工廠(chǎng)用到的鉚接有拉鉚、沖鉚鉚釘(鎖鉚)、沖鉚螺母/螺柱以及壓鉚。拉鉚以及沖鉚因?yàn)槠錁?gòu)造不便于金相制樣,檢測(cè)手段主要為扁鏟實(shí)驗(yàn)和頂出力等力學(xué)性能實(shí)驗(yàn)。下面就壓鉚的金相檢驗(yàn)評(píng)價(jià),進(jìn)行說(shuō)明。
對(duì)壓鉚的金相檢驗(yàn)評(píng)價(jià),遵循大眾集團(tuán)標(biāo)準(zhǔn)VW01124-2,評(píng)價(jià)方式如下:
(1)如圖4所示,鉚釘頂部不得低于板平面0.15mm以上。(2)鉚釘不得穿透所連接板,且鉚釘截面上不得有裂痕。(3)如圖5所示,鉚釘咬合深度不得小于0.1mm。
參考文獻(xiàn)
[1]大眾集團(tuán)標(biāo)準(zhǔn).PV6719:2008 鋼板上的激光熔焊評(píng)價(jià)標(biāo)準(zhǔn)[S].
[2]大眾集團(tuán)標(biāo)準(zhǔn).PV1602:2012 激光釬焊與等離子釬焊的評(píng)價(jià)標(biāo)準(zhǔn)[S].
[3]大眾集團(tuán)標(biāo)準(zhǔn).PV6728:2009 鋼板上的氣體保護(hù)焊評(píng)價(jià)標(biāo)準(zhǔn)[S].
[4]大眾集團(tuán)標(biāo)準(zhǔn).VW01124-2:2000 鋁制鉚釘在鋼板上壓鉚的評(píng)價(jià)標(biāo)準(zhǔn)[S].
作者簡(jiǎn)介:吳方(1985-),男,湖南長(zhǎng)沙人,學(xué)歷:碩士,研究方向:車(chē)身材料與焊接技術(shù)。