CRH2型動(dòng)車轉(zhuǎn)向架車軸評(píng)估*
2015-06-01 09:09:20顧家琳林吉中閆允杰宋子廉劉淑華
鐵道機(jī)車車輛 2015年1期
關(guān)鍵詞:測(cè)量
顧家琳,林吉中,閆允杰,宋子廉,劉淑華,朱 靜
(1 清華大學(xué) 材料學(xué)院,北京100084; 2 中國(guó)鐵道科學(xué)研究院 金屬及化學(xué)研究所,北京100081)
綜合技術(shù)研究
CRH2型動(dòng)車轉(zhuǎn)向架車軸評(píng)估*
顧家琳1,林吉中2,閆允杰1,宋子廉2,劉淑華2,朱 靜1
(1 清華大學(xué) 材料學(xué)院,北京100084; 2 中國(guó)鐵道科學(xué)研究院 金屬及化學(xué)研究所,北京100081)
為實(shí)現(xiàn)我國(guó)高速鐵路用客車車軸的國(guó)產(chǎn)化,對(duì)引進(jìn)CRH2動(dòng)車組200 km/h用拖車軸進(jìn)行了評(píng)估分析,測(cè)試了其化學(xué)成分,硬度,拉伸性能、沖擊性能和殘余應(yīng)力,觀察了低倍和微觀組織。結(jié)果表明該軸的基體材料為普通中碳鋼,組織為鐵素體+索氏體+屈氏體,力學(xué)性能符合標(biāo)準(zhǔn)要求。在車軸關(guān)鍵部位表面進(jìn)行了中高頻感應(yīng)處理,實(shí)現(xiàn)了表面強(qiáng)化,能滿足高速列車車軸抗疲勞性能的要求。這種高速列車車軸制造的技術(shù)路線特點(diǎn)在于利用表面處理工藝技術(shù)提升了價(jià)廉的普通碳素鋼性能;由此也帶來一些工藝較為復(fù)雜、設(shè)備投資大等一些問題。我國(guó)尚未采用此種工藝路線進(jìn)行高鐵客車車軸的研發(fā)。
CRH2型動(dòng)車;轉(zhuǎn)向架;車軸;中碳鋼;表面強(qiáng)化處理
我國(guó)鐵路動(dòng)車組的設(shè)計(jì)、制造是從20世紀(jì)90年代末開始進(jìn)行初步探索,先后開發(fā)了十余種不同速度級(jí)的動(dòng)車組。為了我國(guó)高速鐵路事業(yè)的健康發(fā)展,2004年國(guó)務(wù)院召開專題會(huì)議,研究鐵路機(jī)車車輛裝備的相關(guān)問題,明確提出了“引進(jìn)先進(jìn)技術(shù)、聯(lián)合設(shè)計(jì)生產(chǎn)、打造中國(guó)品牌”的總體要求,確定了“引進(jìn)、消化、吸收、再創(chuàng)新”的技術(shù)路線[1]。在此基礎(chǔ)上,相關(guān)企業(yè)與國(guó)外企業(yè)合作,打造了CRH1、CRH2、CRH3和CRH5型動(dòng)車組4個(gè)技術(shù)平臺(tái)。其中早期的CRH2型動(dòng)車組是南車青島四方機(jī)車車輛股份有限公司(簡(jiǎn)稱:四方股份)與國(guó)外企業(yè)聯(lián)合,基于E2-1000型動(dòng)車組設(shè)計(jì)、制造的。該動(dòng)車組采用交流傳動(dòng)系統(tǒng),8輛編組,最高運(yùn)行速度為250 km/h;后來,在CRH2型動(dòng)車組基礎(chǔ)上,四方股份又開發(fā)了16輛編組的CRH2B型座車動(dòng)車組和CRH2E型臥鋪動(dòng)車組。另外,CRH2C型動(dòng)車組端部車輛轉(zhuǎn)向架設(shè)置了半主動(dòng)控制的橫向減振器,車輛間也采用了車端減振器,通過這些改進(jìn),CRH2C型動(dòng)車組的速度得以提升,能夠在武廣、鄭西等高速鐵路上以300~350 km/h的速度運(yùn)行[1],表明CRH2型動(dòng)車轉(zhuǎn)向架車軸在我國(guó)高速鐵路的發(fā)展中發(fā)揮著重要作用。
本文對(duì)早期引進(jìn)的CRH2型車軸進(jìn)行了評(píng)估分析,其結(jié)果可為研究國(guó)外高速列車車軸提供一些有價(jià)值的信息。并為高速車軸使用維修和國(guó)產(chǎn)車軸的發(fā)展提供參考數(shù)據(jù)。
1 材料與試驗(yàn)方法
本次評(píng)估車軸為四方股份CRH2動(dòng)車組200 km/h用拖車軸。擬對(duì)該軸的化學(xué)成分,夾雜物,力學(xué)性能、微觀組織和殘余應(yīng)力進(jìn)行分析。為確定取樣位置,先采用便攜式TH160里氏硬度計(jì),進(jìn)行車軸表面軸向硬度測(cè)量,測(cè)量數(shù)據(jù)直接由里氏轉(zhuǎn)為維氏值。圖1(a)為沿圓周不同位置測(cè)量3組數(shù)據(jù)的平均值,由此確定的解剖分析取樣圖見圖1(b)。共在不同截面處切取了6塊試樣,記作A,B和Ⅰ,Ⅱ,Ⅲ,Ⅳ。成分分析、金相試樣從A塊上取,見圖1(b)左下方的圖示,拉伸和沖擊樣從B塊上取。Ⅰ,Ⅱ,Ⅲ,Ⅳ號(hào)樣用于測(cè)試徑向硬度。另外,在未截取截面試樣前,先沿軸向從軸頸起到輪座的硬度變化區(qū)切取一塊厚約20 mm的試樣供作低倍分析,見圖1 (b)右下方圖中所注C處。拉伸和沖擊試樣的截取位置見圖2,其試樣形狀/尺寸按GB/T 228-2002[2]和GB/ T 229[3]-1994的要求加工。
用金相顯微鏡觀察了軸的微觀組織,用掃描電鏡觀察了沖擊斷口,并用能譜分析了斷口上的夾雜物成分。根據(jù)軸向硬度分布確定殘余應(yīng)力測(cè)量的截面位置,每個(gè)截面沿圓周3等分確定測(cè)量點(diǎn),在每點(diǎn)處測(cè)軸向殘余應(yīng)力。測(cè)量殘余應(yīng)力的設(shè)備是日本理光產(chǎn)的PSF-3M型應(yīng)力測(cè)試儀,以無應(yīng)力鐵粉進(jìn)行校準(zhǔn)。測(cè)量值為21.69± 6.91 MPa。選用α-Fe的(211)衍射峰(2θ=156.4°)進(jìn)行測(cè)量,每點(diǎn)自動(dòng)測(cè)量5次,通過軟件自動(dòng)處理后給出殘余應(yīng)力值和誤差,誤差在30 MPa之內(nèi)的數(shù)據(jù)認(rèn)為可信。
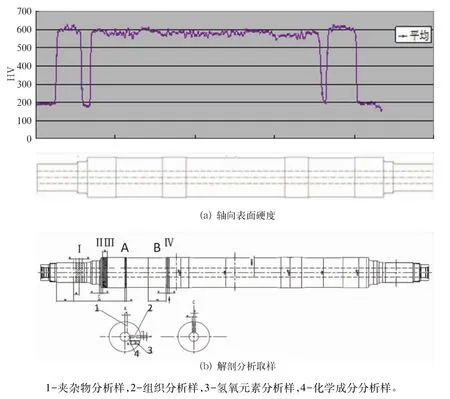
圖1 軸向表面硬度與解剖分析取樣
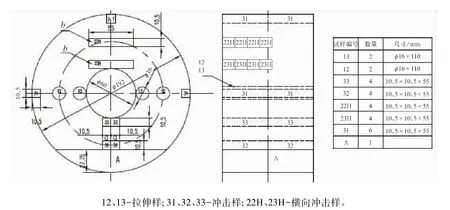
圖2 沖擊、拉伸試樣取樣圖
2 試驗(yàn)結(jié)果與分析
2.1 化學(xué)成分與夾雜物
軸的化學(xué)成分采用光譜分析和化學(xué)分析方法確定,結(jié)果見表1和表2。由表中數(shù)據(jù)可見,該軸用鋼是中碳鋼,其S,P含量較日本國(guó)家標(biāo)準(zhǔn)J 4502-1[4]低很多,有害元素的含量也很低,潔凈度非常好。
鋼中非金屬夾雜物的檢驗(yàn)是在指定縱截面的拋光面上進(jìn)行,按GB/T 10561-2005[5]檢測(cè)各類型夾雜物的級(jí)別。檢驗(yàn)結(jié)果見表3,典型夾雜物的形態(tài)見圖3,材料中存在粗系的A、C和D類夾雜物,特別是A(硫化物)和D(球狀氧化物)夾雜級(jí)別較高。從分布來看,在軸的內(nèi)孔側(cè)夾雜物較多。從夾雜物分析看,該鋼的潔凈程度并不算好,與成分分析結(jié)果不大一致,這也許與整個(gè)軸材質(zhì)的均勻性不好有關(guān)。在日本標(biāo)準(zhǔn)中沒提出對(duì)夾雜物的要求。

表1 化學(xué)成分(Wt%)

表2 痕量元素(Wt%)
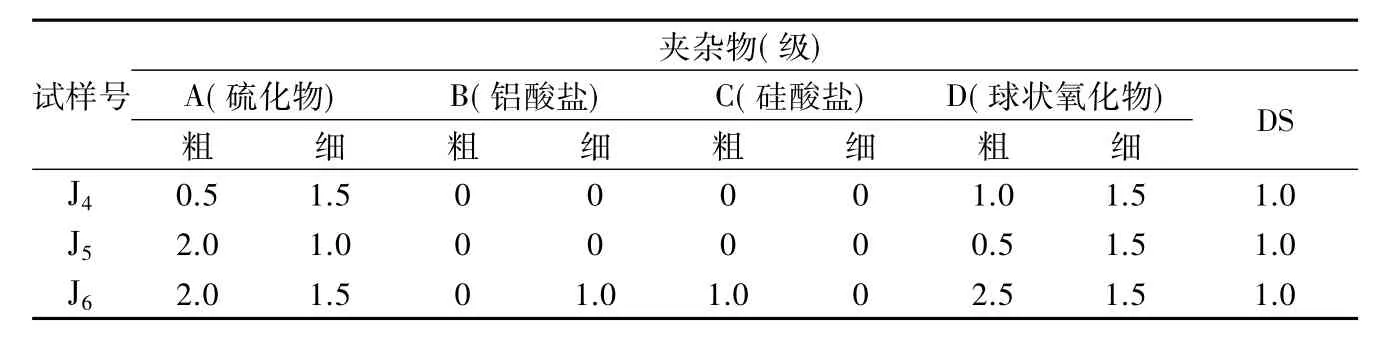
表3 夾雜物評(píng)級(jí)

圖3 夾雜物分布
2.2 軸的低倍組織形貌
對(duì)沿軸向的切片試樣,經(jīng)鹽酸水溶液熱浸后觀察低倍組織形貌,如圖4所示,低倍組織中沒有發(fā)現(xiàn)可見的縮孔、白點(diǎn)、翻皮、裂紋、氣泡、夾雜、晶間裂紋等低倍缺陷。
另外,發(fā)現(xiàn)軸表面存在不連續(xù)的表面淬火硬化層(圖4上側(cè)表面的深色區(qū)域),深度略有不同,大約5~6 mm,然后存在熱影響區(qū),熱影響區(qū)的深度在不同截面處也有所不同,在軸承座處熱影響區(qū)最深(如圖4箭頭處),與淬硬層加在一起有20 mm多。在輪座處,也可見沿徑向組織有所不同,但發(fā)黑表層下的熱影響區(qū)不明顯。圖4中左端的深色條紋是機(jī)加工制樣過程留下的應(yīng)變痕跡,其余的不連續(xù)黑條表明存在纖維狀組織。
結(jié)合圖1的表面硬度數(shù)據(jù),更可看出軸承座,軸頸處的表面處理工藝與輪座和軸身處是不同的,軸承座處硬度稍高。這些進(jìn)行表面處理的部位都是需要軸耐磨和抗疲勞斷裂的位置。
2.3 徑向硬度
采用HV-120維氏硬度計(jì)進(jìn)行徑向硬度測(cè)量,使用載荷50 kgf。試片雙面精磨。所取4片徑向硬度試片對(duì)應(yīng)的軸上位置分別是:軸承座軟/硬過渡段Ⅰ;軸頸尺寸過渡段Ⅱ;輪座部分硬/軟過渡段Ⅲ;軸身制動(dòng)盤邊緣處Ⅳ,見圖1。對(duì)于Ⅰ、Ⅲ、Ⅳ號(hào)試樣,均測(cè)量了兩個(gè)面的硬度。徑向硬度測(cè)量點(diǎn)取“十”字線,見圖5。由于設(shè)備原因,測(cè)量點(diǎn)與邊緣的最小距離5 mm。
其沿圓周不同位置的測(cè)量平均值見表4~表10。

圖4 低倍全貌(圖下標(biāo)注為測(cè)徑向硬度與取金相樣的截面位置)

表4 軸承座軟/硬過渡段Ⅰ(編號(hào)為J-Ⅰ)的軟面
該截面壁厚35 mm,截面硬度值在183~196 HV50之間,近表面硬度稍低于芯部硬度。該截面位于軟/硬過渡段的軟帶上,表明該處未進(jìn)行表面處理。

表5 軸承座軟/硬過渡段Ⅰ(編號(hào)為J-Ⅰ)的硬面
圖5 徑向硬度測(cè)量點(diǎn)位置圖

表6 軸頸尺寸過渡段Ⅱ(編號(hào)為J-Ⅱ)
該截面的硬度值在172~350 HV50之間,近表面硬度明顯高于芯部硬度。該截面位于軟/硬過渡段的硬帶上,進(jìn)行了表面淬火處理,硬化層+熱影響區(qū)有一定深度。
該截面壁厚46 mm,截面的硬度值在187~356 HV50之間,近表面硬度明顯高于芯部硬度。該塊樣品均進(jìn)行了表面淬火處理,硬化層+熱影響區(qū)有一定深度。

表7 輪座部分硬/軟過渡段Ⅲ(編號(hào)為J-Ⅲ)的硬面
該截面壁厚68 mm,截面的硬度值在179~285 HV50之間,近表面硬度明顯高于芯部硬度,該截面位于硬/軟過渡段的硬帶邊上,屬于表面淬火區(qū)邊緣,其外側(cè)硬度值低于試樣Ⅱ。硬化層+熱影響區(qū)有一定深度。

表8 輪座部分硬/軟過渡段Ⅲ(編號(hào)為J-Ⅲ)的軟面
該截面的硬度值在176~204 HV50之間,近表面硬度明顯稍高于芯部硬度,該截面位于硬/軟過渡段的軟帶上,表明未進(jìn)行表面處理。

表9 軸身制動(dòng)盤邊緣處Ⅳ(編號(hào)為J-Ⅳ)的一面
該截面壁厚69 mm,截面的硬度值在192~276 HV50之間,近表面硬度明顯高于心部硬度,該截面處于表面淬火區(qū),硬化層+熱影響區(qū)有一定深度。

表10 軸身制動(dòng)盤邊緣處Ⅳ(編號(hào)為J-Ⅳ)的另一面
該截面的硬度值在174~266 HV50之間,近表面硬度明顯高于芯部硬度,該截面處于淬火硬化區(qū),硬化層+熱影響區(qū)有一定深度。
表4~表10中的數(shù)據(jù)表明,基體的硬度在180~190 HV50左右。經(jīng)表面處理的近表面(距表面5 mm處)硬度值在不同位置略有區(qū)別,軸頸處較高,為336 HV50;軸身處為265 HV50,與圖1中的硬度分布類似。軸頸和軸身處距表面15 mm處硬度也不同,軸頸處為203 HV50,軸身處為195 HV50,已接近基體硬度值,也表明這兩處的表面處理工藝不同。另外,與表面軸向測(cè)量硬度值相比,發(fā)現(xiàn)近表面的硬度值已有較多的降低,因此,又對(duì)所取外側(cè)金相試樣(在軸身處取樣)進(jìn)行了顯微硬度的測(cè)量,所用載荷200 g,其結(jié)果見圖6,硬度分布與低倍形貌的觀察一致,都表明經(jīng)過了表面淬火處理,有一厚3~4 mm的硬化層(平均HV約550)和4 mm左右的過渡區(qū)。表面硬化層的硬度值換算成HRC約52.5,拉伸強(qiáng)度約為1 900 MPa[9],高于EA4T鋼調(diào)質(zhì)處理的表面硬度和拉伸強(qiáng)度。一般來說,拉伸強(qiáng)度的提高對(duì)提高疲勞強(qiáng)度有利。

圖6 軸身處表面淬火層顯微硬度分布
2.4 拉伸性能
按GB/T 228-2002[2]標(biāo)準(zhǔn)制備了規(guī)格為直徑10 mm的光滑拉伸試樣,拉伸試驗(yàn)結(jié)果見表11。
編號(hào)12的試樣取自軸的中部,編號(hào)13的試樣取自軸的內(nèi)側(cè),由表11可見,兩者在拉伸強(qiáng)度上有所不同,中部的稍高,但屈服強(qiáng)度和塑性差別不大。所有力學(xué)性能試驗(yàn)值均高于JIS E 4502-1標(biāo)準(zhǔn)中的要求(Rm=590 MPa,Re=290 MPa,A=20%,Z=30%)。
2.5 沖擊性能
按GB/T 229-1994[3]標(biāo)準(zhǔn)制備了U型缺口沖擊試樣,試樣規(guī)格為55mm×10mm×10mm,缺口深2 mm,根部半徑1 mm。試驗(yàn)結(jié)果見表12。
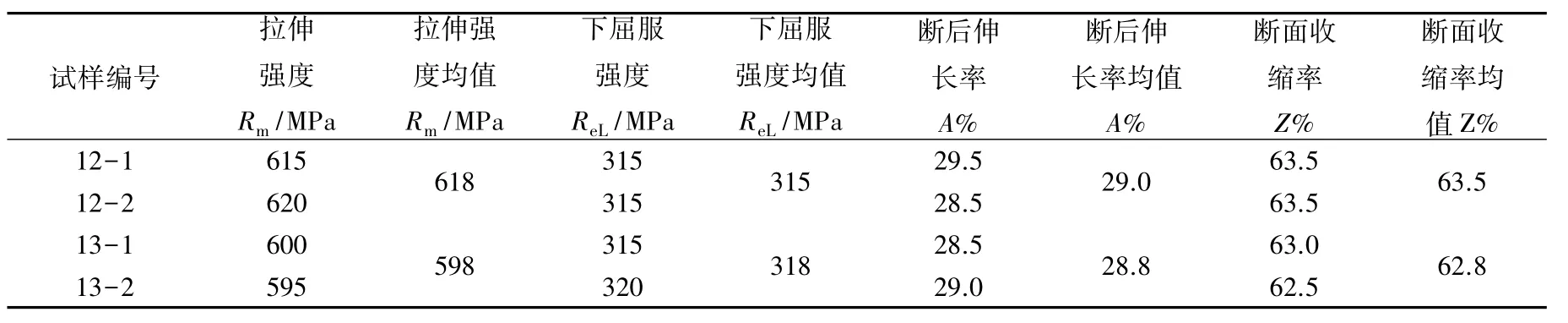
表11 拉伸性能
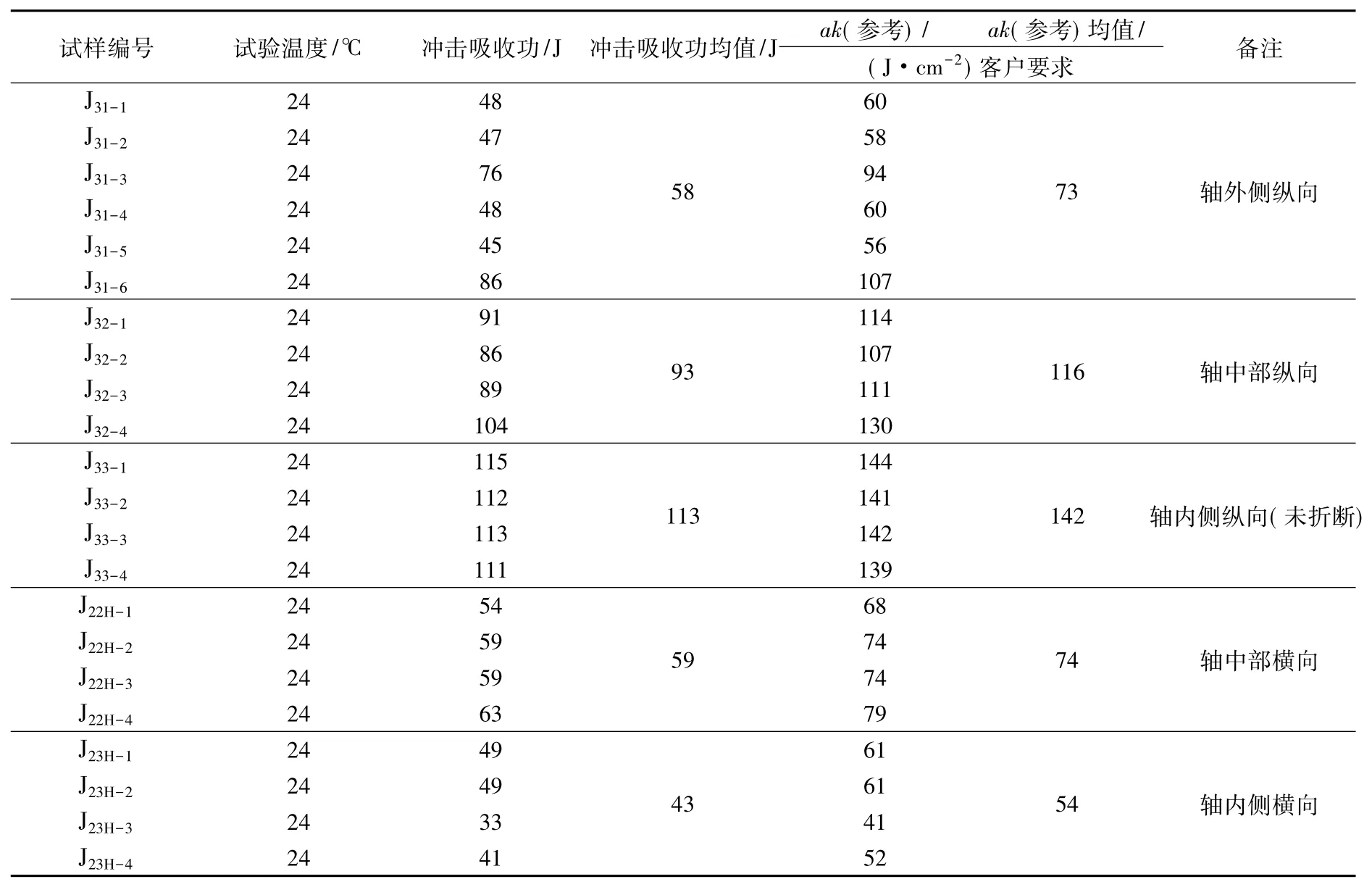
表12 沖擊性能
由表12可見,對(duì)于缺口垂直于軸向的縱向試樣沖擊值,內(nèi)側(cè)最高,表明韌性好;外側(cè)試樣的沖擊值降低了約50%,這是由于表面高頻淬火后,硬度高,韌性下降。另外,橫向試樣的沖擊值大大低于縱向,又以內(nèi)側(cè)的試樣下降得多。但所有試驗(yàn)結(jié)果均優(yōu)于JIS E 4502-1標(biāo)準(zhǔn)中沖擊功為31J的要求。
圖7~圖8分別為靠近軸內(nèi)孔側(cè)試樣的縱向和橫向沖擊斷口,均主要為穿晶準(zhǔn)解理斷裂。在橫向試樣的沖擊斷口上發(fā)現(xiàn)了條形的長(zhǎng)約100 μm的MnS夾雜(圖9),這是造成橫向試樣沖擊功低的原因。
圖7 J33-1(靠近軸內(nèi)孔側(cè))沖擊斷口(縱向)
圖8 J23H-1(靠近軸內(nèi)孔側(cè))沖擊斷口(橫向)
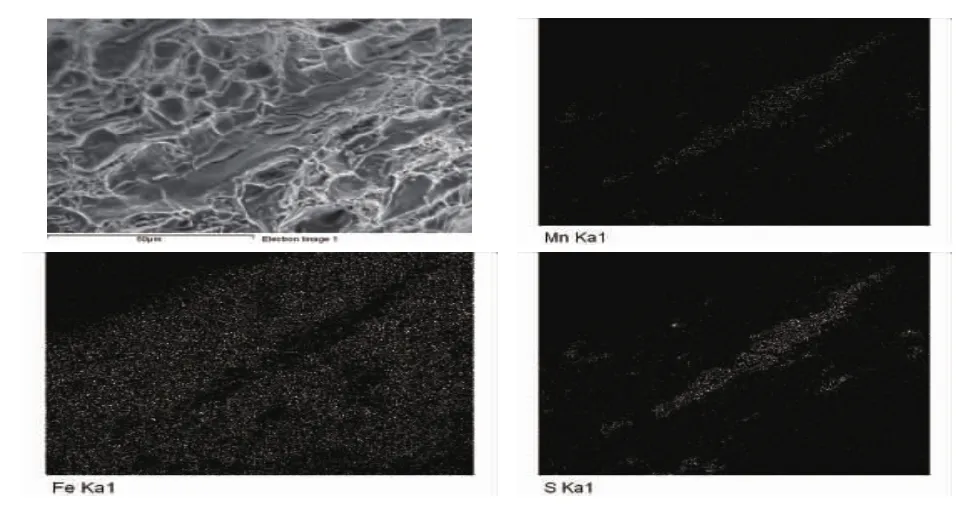
圖9 靠近軸內(nèi)孔側(cè)橫向沖擊斷口上的MnS夾雜
2.6 微觀組織
金相試樣經(jīng)硝酸酒精溶液腐蝕,其光學(xué)顯微組織如圖10~圖12,各試樣區(qū)域的組織檢驗(yàn)結(jié)果見表13(鋼鐵測(cè)試中心提供)。通過組織觀察和性能測(cè)試可以推斷,該軸先經(jīng)過正火處理,然后再在指定部位進(jìn)行表面淬火處理。表面未處理部位的組織為正火組織,其鐵素體相含量與其按成分計(jì)算的平衡值(45.5%)接近。

表13 金相組織檢驗(yàn)結(jié)果

圖10 硬化層表層為回火馬氏體組織
對(duì)組織的觀察表明全回火馬氏體區(qū)只有2 mm左右深,然后更里面的區(qū)域由于冷速的下降開始出現(xiàn)屈氏體,且越往里屈氏體量越多;在距表面4 mm以后回火馬氏體消失,開始有鐵素體和索氏體出現(xiàn)。鐵素體的存在與高頻處理時(shí)該處的加熱溫度低于Ac3有關(guān),而索氏體出現(xiàn)是由于冷速的進(jìn)一步下降。在8 mm以內(nèi)的組織較細(xì),這是由于高頻加熱溫度較低,原奧氏體晶粒尺寸較小,約15μm左右;而在8mm以外基本為基體組織,雖然也是由鐵素體、索氏體和屈氏體組成,但原奧氏體晶粒尺寸較大,約30 μm左右。


圖12 J1(距外表面約18 mm)試樣的基體組織,鐵素體+索氏體+屈氏體
與硬度測(cè)量結(jié)果對(duì)照可發(fā)現(xiàn),回火馬氏體的硬度為570 HV200g左右,隨著屈氏體的出現(xiàn)和數(shù)量的增加,硬度逐漸下降至480 HV200g左右;而一旦有鐵素體出現(xiàn)和回火馬氏體消失,硬度下降變快,熱影響區(qū)硬度為300 HV200g左右;基體組織的硬度為180 HV50,這和原奧氏體晶粒尺寸較大及有較多的鐵素體量有關(guān)。
2.7 殘余應(yīng)力
殘余應(yīng)力的具體測(cè)量截面位置見圖13軸下方的阿拉伯?dāng)?shù)字,軸上方的數(shù)字為相應(yīng)截面處的硬度值。殘余應(yīng)力的測(cè)量結(jié)果見表14,表中A、B、C為同一截面不同圓周位置的3點(diǎn),彼此夾角120°。雖然日本軸表面有的部位進(jìn)行了表面淬火,有的部位沒有,但由表14可見,表面殘余應(yīng)力均為壓應(yīng)力,經(jīng)表面淬火的截面(除軸身外),表面殘余壓應(yīng)力相對(duì)較大。
日本標(biāo)準(zhǔn)JIS E 4502-1:2011[4]《鐵道車輛用軸-質(zhì)量要求》中提到了殘余應(yīng)力,但沒給出具體要求,是由供求雙方協(xié)商決定。歐洲車軸標(biāo)準(zhǔn)EN 13261[6]則對(duì)殘余應(yīng)力的測(cè)量位置及大小都有要求,主要是要求殘余應(yīng)力為大于100 MPa的壓應(yīng)力,且在一個(gè)截面上夾角為120°的兩點(diǎn)的殘余應(yīng)力差不能大于40 MPa,從這個(gè)標(biāo)準(zhǔn)衡量,這根軸的2,3,4截面的測(cè)量值合格;但是截面1處A位置值比C位置大約52 MPa;截面5處C位置值比B位置大約105 MPa,比A位置大約65 MPa;截面6處B位置值比A位置大約55 MPa,比C位置大約40 MPa;截面7處C位置值比B位置大約43 MPa,這種在不同截面不同圓周位置殘余應(yīng)力大小的無規(guī)律分布表明該軸在表面處理后可能經(jīng)過了矯直。
另外,對(duì)照?qǐng)D13和表14可見,硬度低的位置殘余應(yīng)力也小,硬度高處殘余應(yīng)力大(軸身處除外,原因待查),但并無函數(shù)關(guān)系。再聯(lián)系低倍的檢測(cè)結(jié)果,可知沒經(jīng)表面處理的地方殘余應(yīng)力小,表面處理的地方殘余應(yīng)力大,這是由于表面淬火處理后硬化層的組織是馬氏體,殘余壓應(yīng)力是由于馬氏體比容增大形成的,因此是一種組織應(yīng)力。在經(jīng)過回火以后,殘余壓應(yīng)力會(huì)減小[7]。
歐洲車軸標(biāo)準(zhǔn)EN 13261[6]還要求測(cè)量軸身表面下2 mm處的殘余應(yīng)力值,由于日本軸表面處理后表面很硬,加工困難,故未測(cè)。
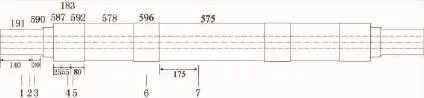
圖13 殘余應(yīng)力的測(cè)量位置

表14 日本軸的軸向殘余應(yīng)力測(cè)試結(jié)果
3 討論
評(píng)估分析表明該車軸所用材料是較廉價(jià)的普通碳鋼(成分見表1),其拉伸性能和沖擊功均滿足日本標(biāo)準(zhǔn)JIS E 4502-1的要求。在軸表面的一些關(guān)鍵部位進(jìn)行了表面強(qiáng)化處理(見圖4),且不同部位表面處理后的性能不一樣,表明其表面處理工藝不同,但是與各部位的功能相匹配。表面強(qiáng)化處理后表層組織為回火馬氏體。這樣雖然基體材料整體強(qiáng)韌性水平較低,但是車軸表面由于表面熱處理得到極大的強(qiáng)化,硬度很高(圖1,圖6),能滿足高速列車車軸抗疲勞性能的要求。表面強(qiáng)化熱處理是通過中高頻感應(yīng)加熱的趨膚效應(yīng)使零件表面快速升溫,再急冷實(shí)現(xiàn)淬火處理。感應(yīng)加熱透入工件表層的深度主要取決于電流頻率,頻率越高,透入深度越小。另外,由于感應(yīng)加熱升溫速度快,保溫時(shí)間極短,工件表面不產(chǎn)生氧化、脫碳,且由于淬火后表面得到細(xì)小的隱晶馬氏體,故硬度高于普通淬火。又感應(yīng)淬火后,表層會(huì)產(chǎn)生很大的殘余壓應(yīng)力,對(duì)提高疲勞強(qiáng)度和降低缺口敏感性有利[8]。利用這種技術(shù),材料成本較低,但充分發(fā)揮了材料潛力,其缺點(diǎn)是設(shè)備費(fèi)用昂貴,工藝制造成本高,工業(yè)制造的難點(diǎn)較多。另外,由于基體材料的強(qiáng)度較低,所以和進(jìn)口歐洲軸相比截面直徑較大,軸較重,這對(duì)用于高速列車車軸是不利的。此外,這種工藝對(duì)于不同類型的軸,需要不同的工裝和不同的工藝參數(shù),不利于推廣。歐洲軸采用的是合金鋼調(diào)質(zhì)處理的工藝路線,這種技術(shù)可適應(yīng)于各種類型的車軸,更便于高速列車車軸的國(guó)產(chǎn)化。
4 結(jié)束語(yǔ)
一種引進(jìn)的CRH2型動(dòng)車轉(zhuǎn)向架車軸所用材料是較廉價(jià)的普通碳鋼,其拉伸性能和沖擊功均滿足日本標(biāo)準(zhǔn)JIS E 4502-1的要求。在軸表面的一些關(guān)鍵部位進(jìn)行了表面強(qiáng)化處理,其組織為回火馬氏體,能滿足高速列車車軸抗疲勞性能的要求。這種高速列車車軸制造的技術(shù)路線特點(diǎn)在于利用表面處理工藝技術(shù)提升了價(jià)廉的普通碳素鋼性能,但由于這種工藝復(fù)雜,穩(wěn)定性較差,設(shè)備投資大等原因,故我國(guó)高速鐵路客車的車軸生產(chǎn)目前未采用此工藝。
[1] 李 芾,安 琪,黃春蓉.中國(guó)鐵路機(jī)車車輛裝備技術(shù)發(fā)展及展望[J].中國(guó)鐵路,2012,(11):11-17.
[2] GB/T 228-2002 金屬材料拉伸試驗(yàn)第1部分:室溫試驗(yàn)方法[S].
[3] GB/T 229-1994 金屬夏比缺口沖擊試驗(yàn)方法[S].
[4] JIS E 4502-1 鐵道車輛用車軸-質(zhì)量要求[S].
[5] GB/T 10561-2005 鋼中非金屬夾雜物含量的測(cè)定標(biāo)準(zhǔn)評(píng)級(jí)圖顯微檢驗(yàn)法[S].
[6] EN 13261-2009 鐵路應(yīng)用-輪對(duì)和轉(zhuǎn)向架-車軸-產(chǎn)品要求[S].
[7] 林信智,感應(yīng)淬火零件殘余應(yīng)力及載貨車半軸感應(yīng)淬火技術(shù)條件商榷[J].汽車工藝與材料,2004,(10):16-19.
[8] 崔中圻,覃耀春.金屬學(xué)與熱處理[M],北京:機(jī)械工業(yè)出版社,2012.
[9] 金屬機(jī)械性能編寫組.金屬機(jī)械性能.[M].北京:機(jī)械工業(yè)出版社,1978.
Evaluation of CRH2Tow Axle
GU Jialin1,LIN Jizhong2,YAN Yunjie1,SONG Zilian2,LIU Shuhua2,ZHU Jing1
(1 School of Materials Science and Engineering,Tsinghua University,Beijing 100084,China; 2 Metals&Chemistry Research Institute,China Academy of Railway Science,Beijing 100081,China)
To achieve the localization of the passenger car axle for high-speed railway in our country,a introduced CRH2tow axle of speed 200 km/h was evaluated.The chemical composition,hardness,tensile properties,impact performance and residual stress were examined and the macroscopic morphology and microstructure were observed.Results show that the axle material is common medium carbon steel,microstructure is ferrite+sorbite+troostite,and mechanical properties conform to the standard requirements.The high frequency induction treatment was conducted in the key surface of the axle,surface strengthening has been realized,which meet the requirements of high-speed train axle fatigue resistance performance.The technology characteristics of the high-speed train axle manufacturing is the use of surface treatment technology to improve the quality and performance of ordinary carbon steel,but due to the complexity of the process,poor stability and large equipment investment,etl.,the technologies localization one for high-speed railway passenger cars in our country is not employed now.
CRH2EMU;bogie;axle;medium carbon steel;surface strengthening
U266.2.331
A
10.3969/j.issn.1008-7842.2015.01.01
1008-7842(2015)01-0001-08
*科技部創(chuàng)新方法工作專項(xiàng)項(xiàng)目(2009IM030600、2010IM030200);原鐵道部科技研究開發(fā)計(jì)劃重大課題(2009J015);北京市科技計(jì)劃課題研發(fā)攻關(guān)類項(xiàng)目(D090803044309001);教育部自主科研計(jì)劃(2010Z06103);中國(guó)南車四方機(jī)車車輛股份有限公司動(dòng)車組引進(jìn)技術(shù)消化吸收再創(chuàng)新項(xiàng)目《四合2007技開王字03號(hào)》
4—)女,教授(
2014-07-24)
猜你喜歡
小學(xué)科學(xué)(學(xué)生版)(2021年5期)2021-07-22 02:40:06
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級(jí))(2017年10期)2017-11-08 08:39:45
軍事文摘·科學(xué)少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學(xué)少年(2017年2期)2017-04-26 21:58:43
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學(xué)低年級(jí)版)(2015年4期)2015-04-29 00:00:00
