擠壓速度對鋁合金型材擠壓過程的影響分析
2015-06-07 09:42:13羅翔
鍛壓裝備與制造技術 2015年1期
關鍵詞:變形
羅 翔
(重慶百能達普什汽車零部件有限責任公司,重慶 401122)
0 引言
鋁合金材料具有塑性好、密度小、抗蝕性和焊接性能好等特點,與傳統的鋼鐵材料相比具有不可替代的優越性[1]。目前鋁合金型材擠壓技術在汽車、船舶、鐵路、航空、航天等工業領域以及建筑等民用領域越來越顯示出其重要地位,用擠壓方法生產鋁型材,既節約材料又具有很高的生產效率,因而該工藝方法在生產和研究領域越來越受到關注。
鋁合金型材擠壓過程中,擠壓速度是一個主要工藝條件,對于坯料的溫度場、最大損傷值場等有著重要影響,從而影響到擠壓型材的質量。
本文基于Deform-2D塑形有限元軟件對7075鋁合金型材的擠壓過程進行數值模擬,分析并總結了擠壓速度對坯料溫度場、最大損傷值場和模具載荷的影響規律。為鋁合金型材擠壓工藝選擇合理的擠壓速度提供理論參考。
1 有限元模型的建立
坯料材料牌號為Aluminum-7075,楊氏模量Y=68900MPa,泊松比υ=0.3。模具材料選用H13鋼。采用剛(粘)塑形流動應力模型其中為等效應變;為等效應變速率;T為變形溫度。
鋁合金型材擠壓過程中,坯料與模具間的接觸壓力很大,坯料的表面層粘著在模具壁面上,故擠壓成形過程選用剪切摩擦類型,剪切應力,其中m為剪切摩擦因子,其值取0.3;k為剪切屈服強度。
目前,熱壓縮類變形過程中應用最廣泛的損傷準則是Cockcroft和Latham準則。其具體表達式為:

式中:f——材料斷裂時的等效塑性應變;
——等效應力;
σT——變形過程中某一時刻某一單元內的最大拉應力。材料在塑性變形過程中,當最大主應力 σ1≥0 時,σT=σ1;當 σ1<0 時,σT=0;
d——等效應變增量;
C——損傷因子。
在數值計算中,將表達式(1)進一步變換成離散步求和表達式(2),可將復雜的積分計算簡化為單位時間增量內的損傷量計算:

式中:——變形過程中某一時刻某一單元內的等效塑性應變速率;
Δt——有限元計算中的時間增量。
擠壓坯料初始溫度設為380℃,模具的預熱溫度設為350℃,坯料和模具之間的熱交換系數取10N/(mm·s·℃),環境溫度設為20℃,擠壓件與環境的對流系數取0.02N/(mm·s·℃)。由于模型結構本身是軸對稱的,為提高模擬效率,取1/2模型進行分析。通過Deform-2D前處理將幾何模型進行網格劃分,并賦予邊界幾何條件得到有限元模型如圖1所示。
設置4種擠壓速度,分別為 2mm/s、6mm/s、10mm/s和14mm/s,上模壓下量為25mm,因為在此壓下量下能使材料流出工作帶,并且使擠壓過程達到穩定階段。

圖1 擠壓有限元模型
2 結果分析
2.1 擠壓速度對溫度場的影響
擠壓件的溫度變化影響到產品質量和模具壽命。擠壓過程中,較高的溫度有利于減小流動應力,從而材料變形更加容易,但當溫度過高會使材料產生過燒、晶粒粗大等問題,使得允許的最高溫度降低,進而降低生產率。分析鋁合金擠壓過程中溫度場的變化,對于保證擠壓制件的質量和提高生產率有著重要作用。圖2展示了坯料在擠壓速度為6mm/s時,不同階段的溫度場變化情況。可知在擠壓過程中,坯料溫度逐漸升高。這是由于坯料產生劇烈變形,生成大量的變形熱,從而材料溫度迅速升高。而且,坯料的最高溫度均出現在棒料剛開始成形的部位,因為這部分的材料變形最為嚴重,坯料與模具摩擦最嚴重,生成大量的熱量,所以溫度最高。圖3為擠壓速度與坯料最高溫度之間的關系。可以看出,隨著擠壓速度的增加,坯料最高溫度增加,其原因是隨著擠壓速度的增加,材料的變形劇烈程度增加;并且隨著擠壓速度的增加,坯料擠壓力增加,坯料和模具基礎面之間的壓力增加,所以摩擦熱也增加,使得溫度升高。另一方面,擠壓速度越大,坯料與模具熱傳導的時間越少,使擠壓件溫度升高。由圖可知,當擠壓速度為14mm/s時,最高溫度已經達到了495℃。但7075鋁合金的變形溫度超過490℃時,晶粒會迅速長大[5],嚴重降低擠壓件的質量,所以7075鋁合金的擠壓速度最好不要超過12mm/s。

圖2 擠壓過程中溫度變化

圖3 不同擠壓速度下坯料最高溫度圖
2.2 擠壓速度對損傷場的影響
鋁合金擠壓過程中發生劇烈變形,坯料表面易產生裂紋。擠壓過程中,坯料金屬損傷值越小,則材料開裂傾向越小,成形制件表面質量越高。因此,研究鋁合金擠壓過程中最大損傷值的影響有著十分重要的意義。鋁合金棒料在擠壓速度為6mm/s成形過程中的損傷演化行為如圖4所示。可以得知,在成形過程中,最大損傷值主要出現在成形棒材的表面和擠壓模具出口處,這是因為棒材表層金屬在流經工作帶時,由于受到擠壓模具工作表面的摩擦作用,切應力對該處材料金屬的影響最為嚴重。圖5顯示了不同擠壓速度下棒料擠壓過程中的最大損傷值。由圖可知,擠壓速度在2~10mm/s范圍內,最大損傷值隨擠壓速度的增加而逐漸減小;擠壓速度在10~14mm/s范圍內,最大損傷值有些許增加。這是因為隨著擠壓速度的增大,坯料的溫度升高,增強了材料的塑形變形能力;而且擠壓速度增大有利于提高模具對坯料三向壓應力的效果,所以降低了最大損傷值;但是當擠壓速度過大時,摩擦力增長迅速,使得損傷值呈增長趨勢。所以,在棒料擠壓過程中,擠壓速度不能太大,也不能太小,這樣能減小擠壓件出現裂紋的可能性。
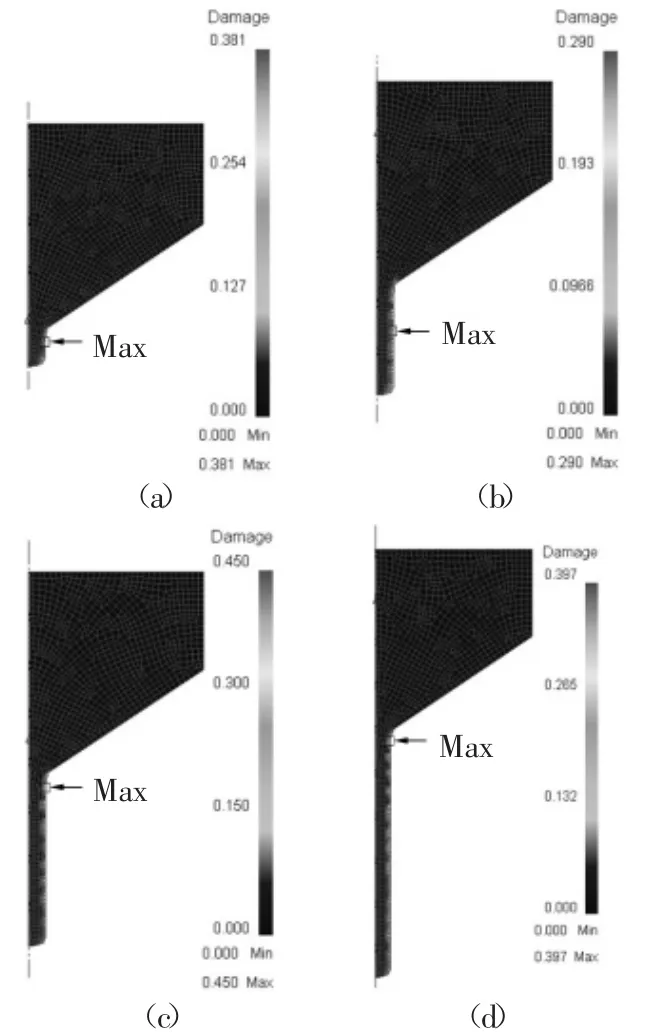
圖4 擠壓過程中損傷演化圖

圖5 不同擠壓速度下最大損傷演化圖
2.3 擠壓速度對模具載荷的影響
為合理選擇設備、正確設計模具以及確定工藝規程,變形力是一個重要依據。因此,計算模具的位移-載荷曲線非常有意義,既可得出實際擠壓可能需要的最大擠壓力,又可應用于優化擠壓工藝。圖6為不同擠壓速度下模具的位移-載荷曲線。可以看出,擠壓速度不同時,位移-載荷曲線圖趨勢基本相同,載荷的變化規律基本上可以分為3個階段。擠壓開始時,擠壓力以接近線性的方式緩慢增長;到一定程度后,擠壓力迅速增加到峰值;擠壓力到達峰值后呈突然下降趨勢。并且隨著速度的增加,擠壓載荷有一定的增大。從圖中可看出,擠壓速度對載荷的影響比較小。這是由于擠壓速度越大,坯料溫度升的越高,降低擠壓材料的流動應力,抵消了由于變形速度增加帶來的對變形抗力的影響。

圖6 不同擠壓速度下位移-載荷圖
3 結論
建立了鋁合金型材擠壓的有限元模型。分析了不同擠壓速度下溫度場、最大損傷值場以及模具載荷的演變規律。得出以下結論:
(1)隨著擠壓速度的增加,由于變形熱和摩擦熱增加,坯料的溫度場迅速增加。
(2)隨著擠壓速度的增加,坯料的最大損傷值場呈現先減小后增加的趨勢。
(3)隨著擠壓速度的增加,擠壓載荷有一定的增大。擠壓速度對載荷的影響比較小。
[1]劉靜安.現代鋁合金擠壓工業及技術發展概況與趨勢[J].鋁加工,2009,191(6):29-33.
[2]B.P.P.A Gouveia,J.M.C.Rodrigues,P.A.F.Martins.Fracture predicting in bulk metal forming[J].International journal of mechanical sciences,1996,38(4):361-372.
[3]陳慧琴,劉建生,郭會光.Mn18Cr18N鋼熱成形晶粒變化的模擬研究[J].金屬學報,1999,35(1):53-56.
[4]權國政,王熠昕,張艷偉.溫度及應變速率對7075鋁合金臨界損傷因子的影響[J].重慶大學學報,2011,34(7):51-56.
[5]孫永恒,吳代斌,吳潤廣.國產7075鋁合金的鍛造工藝研究[J].中國機械工程,1992,3(2):10-12.
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36