200 L鋼桶焊縫滾壓裝置自動找焊縫工位抬升機構的設計
2015-06-12 01:58:24王晨學平雪良張伯金
機械制造 2015年9期
關鍵詞:焊縫
□ 王晨學 □ 平雪良,2 □ 張伯金
1.江南大學 君遠學院 江蘇無錫 214122
2.江南大學 機械工程學院 江蘇無錫 214122
3.無錫四方友信股份有限公司 江蘇無錫 214092
隨著中國包裝行業的發展,包裝鋼桶的消費量有所增加,目前僅200 L鋼桶市場年需求量在7 000萬只以上[1]。國內鋼桶的制造自動化程度不高,制造加工中有些問題亟待解決。滲漏是影響鋼桶質量的一個重要因素,引起滲漏的主要原因為桶口件、環縫和焊縫的質量。國內已引進三重卷邊技術以提高鋼桶環縫處抗滲漏性能,同時采用滾壓工藝提高鋼桶焊縫質量。筆者主要針對現有200 L鋼桶焊縫滾壓裝置自動找焊縫工位鋼桶抬升機構容易出現的問題,設計了一種新的抬升機構。
1 自動滾壓裝置
鋼桶接縫焊接后,焊縫存在一部分殘余拉應力,最終會影響焊縫的強度,目前已研制出一種自動滾壓裝置,如圖1所示。
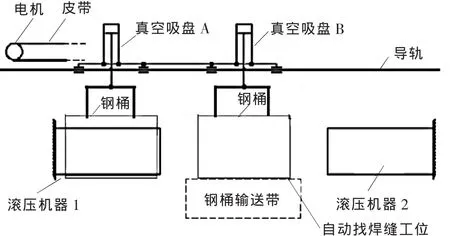
▲圖1 自動滾壓裝置
該裝置采用滾壓工藝,使焊縫位置的晶格產生滑移,產生永久變形,從而消除殘余拉應力,提高焊縫表面的強度和光潔度[2]。為提高滾壓質量,需要對鋼桶焊縫位置進行校正,使輥輪與焊縫最大程度地重合,如圖2所示。為了對鋼桶焊縫位置校正,需要有一自動找焊縫工位來實現。在自動滾壓裝置中,鋼桶橫臥由傳送鏈從生產線傳送至校正工位,此時與鋼桶接觸的是固定在鏈板外側的4個普通輪,目的是為了徑向固定鋼桶,但因無法進行轉動且無法抬升而不能實現對焊縫位置的校正,因此需要有一抬升機構。
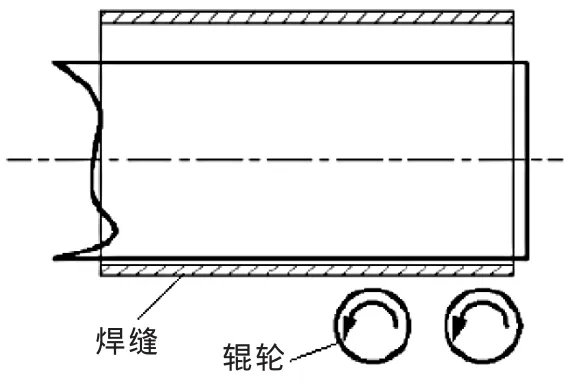
▲圖2 雙輥輪單側滾壓
2 已有校正抬升機構
2.1 機構原理
目前,實際生產中已應用一種校正抬升機構,如圖3所示。主動輪與從動輪為同步帶輪,電機帶動主動輪,主動輪帶動從動輪,使兩從動輪同方向轉動,從而使鋼桶轉動實現焊縫位置校正。張緊輪的作用為避免同步帶與鋼桶接觸。主動輪、從動輪及電機都固定于底板上,該板由氣缸驅動,最終實現鋼桶的抬升。
2.2 存在的問題
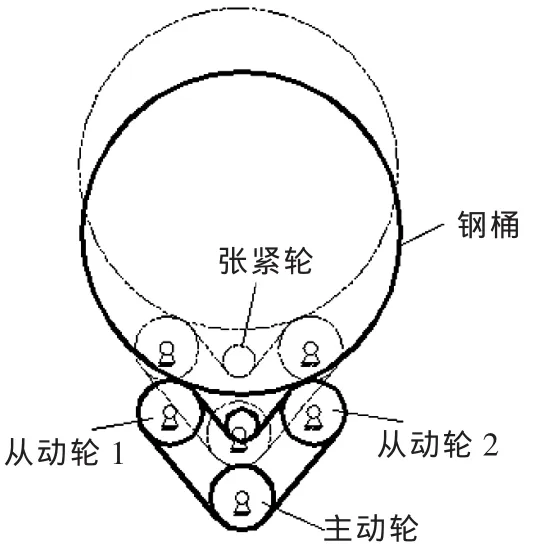
▲圖3 已有抬升機構
該抬升機構把電機和主、從動輪等零件都固定于底板上,對其進行整體升降。一方面增大了氣缸的負載,另一方面,氣壓傳動存在一定的不穩定性,會引起對零部件尤其是電機的沖擊,且由于滾壓機應用于批量生產,齒輪及各連接處在不斷沖擊的情況下容易疲勞損壞,降低各部件的使用壽命。
焊縫最終位置的確定取決于當傳感器檢測到焊縫位置時反饋給控制系統,控制電機的轉速確定焊縫位置的找正,這對電機傳動的精度要求較高,否則會由于焊縫位置的不準確直接影響滾壓工藝的質量。另外,在電機經常升降,齒輪磨損較大的情況下,也不利于精度的控制。
3 新的校正抬升機構
針對以上出現的問題,筆者設計出一種新的抬升機構,將不需要抬升的零部件安裝在固定的機架上,避免了傳動引起的沖擊,從而延長了零部件等的使用壽命,并且不影響鋼桶焊縫位置找正的精度。
3.1 機構運動簡圖
圖4所示為設計的抬升機構的機構運動簡圖。
整個抬升系統由兩個同類機構對稱分布,以此實現鋼桶兩端的徑向固定。主動輪分別通過同步帶與同步輪Ⅰ、Ⅱ連接。主動輪直接由電機驅動,對稱分布的機構與同步輪Ⅱ連接,使它作為該抬升機構的主動輪,不需要另外提供電機作為動力源,以此構成完整的傳動系統。普通輪僅起到支承鋼桶的作用,隨著鋼桶轉動,實現對鋼桶位置的校正。整個抬升機構構成平面四桿機構,當氣缸活塞桿伸出時,搖桿Ⅰ、Ⅱ通過連桿Ⅰ、Ⅱ逆時針(或順時針)轉動,從而起到抬升鋼桶的作用。A處鉸鏈為一與電機軸同軸的軸承座 (軸承座、氣缸、電機都安裝在底板上),當搖桿繞軸承座轉動時,也相當于繞電機軸轉動,因此避免了抬升電機、軸承座等零部件。
3.2 自由度分析
為了使機構具有確定的運動,需要對其進行自由度分析[3],計算公式如下:

式中:n為活動構件數;pl為低副個數;ph為高副個數;p′為虛約束個數;F′為局部自由度個數;F為原動件(氣缸)個數。
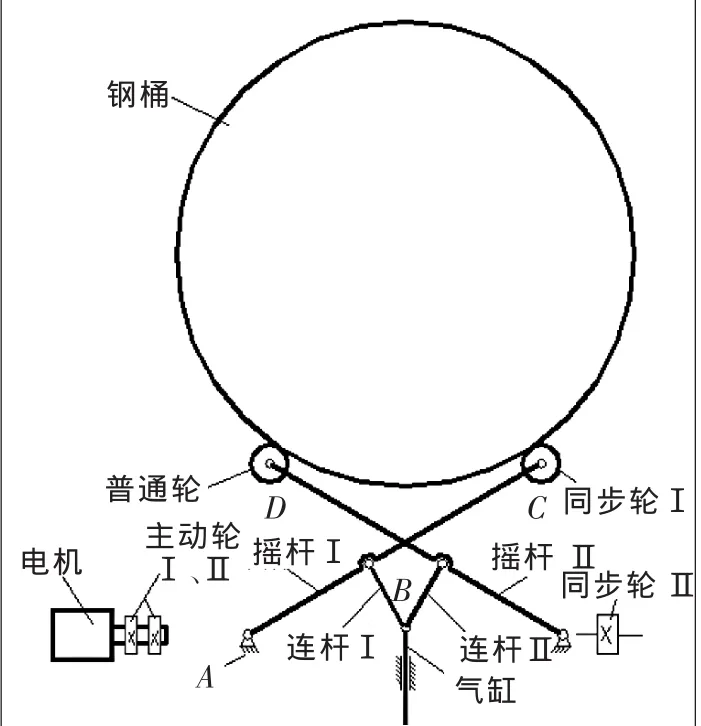
▲圖4 新抬升機構的機構運動簡圖
抬升機構有7個活動構件,0個高副,9個低副(B處為一復合鉸鏈),不含虛約束,2個局部自由度(C、D處)。F=3×7-(2×9+0-0)-2=1,因此,抬升機構具有確定的運動。
3.3 三維總裝圖
機構總裝圖如圖5所示。

▲圖5 三維總裝圖
4 結束語
現有的抬升機構,抬升鋼桶的同時也抬升了電機等零部件,增加了氣缸的負載。除此以外,氣缸驅動底板時,由于底板上安裝了電機等零部件,因而造成質量分布不均勻,氣缸活塞受到附加彎矩作用(如果底板沿一導軌升降,雖能避免彎曲應力,但結構復雜,且裝卸維修不便)。零部件也會隨著升降,不斷受到沖擊而更易疲勞破壞,尤其是對電機、齒輪磨損加劇,帶來傳動誤差,影響鋼桶焊縫位置的校正,最終影響滾壓工藝的質量。本文提出一種新的抬升機構,僅直接抬升鋼桶,相比之下比較輕巧、方便,另外,該抬升機構安裝精度要求較高,需保證電機主軸與軸承座的同軸度。
[1] 楊文亮.中國鋼桶包裝工業的發展[N].中國包裝報,2010-7-23.
[2] 陸楠,李居峰,盧鮮亮.基于ANSYS的鋼桶焊縫處理分析[J].機械制造,2012(4):85-86.
[3] 孫桓,陳作模,葛文杰.機械原理 [M].北京:高等教育出版社,2006.
[4] 濮良貴,紀名剛.機械設計 [M].北京:高等教育出版社,2006.
[5] B Porankiewicz, JParantainen, K Ostrowska.Rolling Deformations and Residual Stresses of Large Circular Saw Body[J].Engineering,2010(2):727-732.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
