基于Moldflow分析的汽車前保險(xiǎn)杠注塑模澆注系統(tǒng)優(yōu)化設(shè)計(jì)
2015-06-12 01:58:00朱曉克
機(jī)械制造 2015年9期
關(guān)鍵詞:汽車設(shè)計(jì)
□ 朱曉克 □ 徐 彬
1.撫順礦務(wù)局職工工學(xué)院 遼寧撫順 113000
2.蘭州職業(yè)技術(shù)學(xué)院 蘭州 730070
隨著汽車工業(yè)的發(fā)展和工程塑料在汽車工業(yè)中的大量應(yīng)用,汽車保險(xiǎn)杠作為一種重要的安全裝置也走向了革新的道路。如今轎車前后保險(xiǎn)杠除了應(yīng)保持原有發(fā)生碰撞時(shí)吸收緩和外界沖擊力的保護(hù)功能外,還要追求與車體外觀造型的和諧與統(tǒng)一,追求本身的輕量化。筆者針對(duì)某品牌汽車前保險(xiǎn)杠注塑模具澆注系統(tǒng),以Moldflow軟件作為分析平臺(tái),通過對(duì)比幾種澆注方案的填充和保壓分析結(jié)果,對(duì)其澆注系統(tǒng)進(jìn)行優(yōu)化設(shè)計(jì)。
1 塑件分析
某汽車前保險(xiǎn)杠模型如圖1所示,塑件外形尺寸為 1 753.4 mm×617.6 mm×511.6 mm,壁厚 2.3~3.2 mm,塑件形狀結(jié)構(gòu)復(fù)雜,有燈孔、卡槽、凸臺(tái)和內(nèi)肋等。塑件外表面要求光潔,不得有縮孔、氣泡,對(duì)熔接痕強(qiáng)度及翹曲變形有較高要求。本塑件采用的材料為高抗沖擊改性聚丙烯SP850CL。
2 澆注系統(tǒng)設(shè)計(jì)
2.1 數(shù)值模擬模型前的處理
采用UG軟件建立塑件模型并進(jìn)行簡(jiǎn)化和優(yōu)化處理,轉(zhuǎn)換成IGES格式后導(dǎo)入Moldflow軟件,基于前保險(xiǎn)杠零件的結(jié)構(gòu)特點(diǎn),采用Fusion網(wǎng)格進(jìn)行劃分,綜合考慮計(jì)算精度和時(shí)間,得到有限元分析模型并進(jìn)行網(wǎng)格修改,結(jié)果如圖2所示。塑件網(wǎng)格數(shù)據(jù)見表1,其匹配率高于90%,可進(jìn)行下一步分析。
2.2 澆注系統(tǒng)設(shè)計(jì)
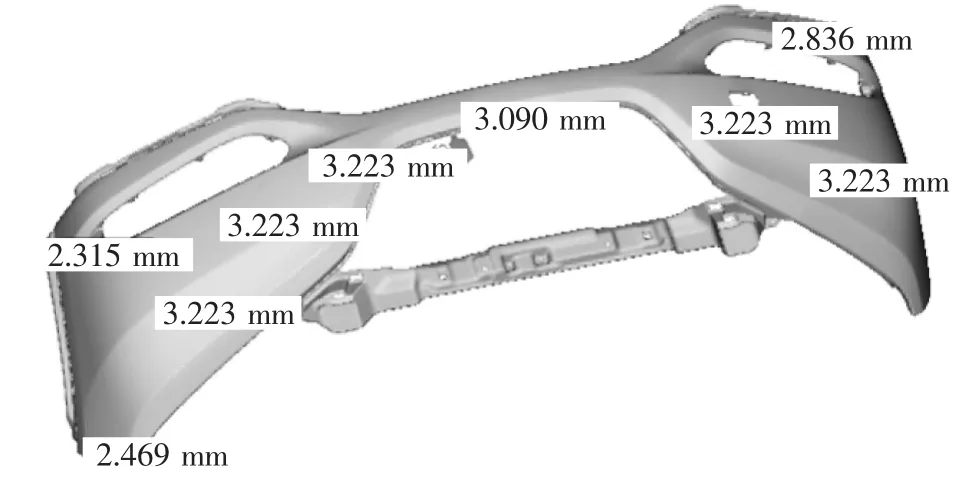
▲圖1 產(chǎn)品尺寸及厚度
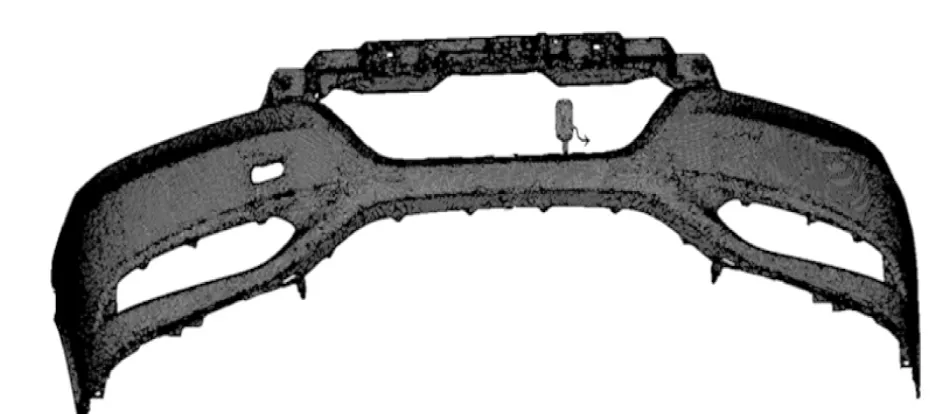
▲圖2 塑件網(wǎng)格劃分
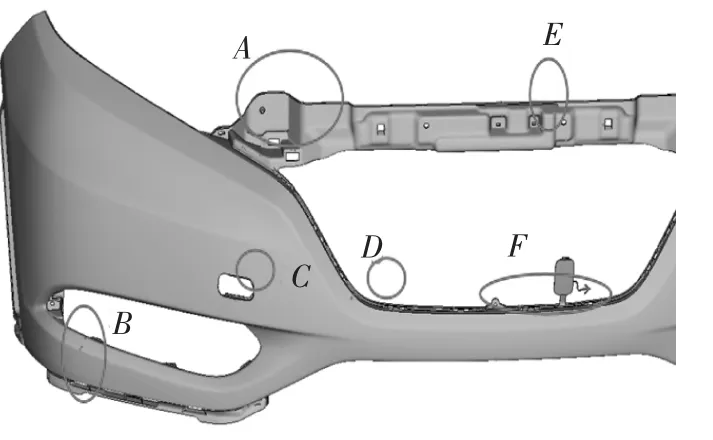
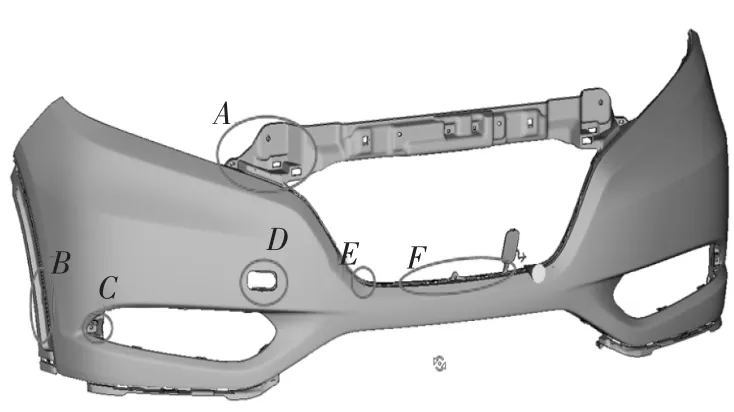
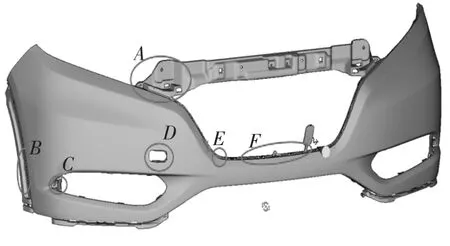
結(jié)合前保險(xiǎn)杠塑件的結(jié)構(gòu)特點(diǎn),該模具采用熱流道澆注系統(tǒng),針閥式順序澆口。根據(jù)計(jì)算及設(shè)計(jì)經(jīng)驗(yàn)提出以下幾種澆注系統(tǒng)設(shè)計(jì)方案:方案Ⅰ(見圖3)采用1、2熱流道點(diǎn)澆口加3點(diǎn)冷流道側(cè)澆口。方案Ⅱ(見圖4)采用A、B點(diǎn)熱流道點(diǎn)澆口和C點(diǎn)冷流道側(cè)澆口。方案Ⅲ(見圖 5)采用 1、2 點(diǎn)熱流道點(diǎn)澆口,3、4、5 點(diǎn)冷流道側(cè)澆口。方案Ⅳ(見圖6)采用A、B點(diǎn)熱流道點(diǎn)澆口,C點(diǎn)扇形澆口,D、E、F、G點(diǎn)冷流道側(cè)澆口。各方案流道及澆口尺寸見表2~表5。
2.3 成型工藝參數(shù)設(shè)定
塑件材料為SP850CL,注射成型工藝參數(shù)設(shè)定:①模具溫度40℃;②熔體溫度220℃;③充填時(shí)間5 s;④V/P切換點(diǎn)98%;⑤保壓壓力50 MPa;⑥保壓時(shí)間8 s。
3 填充保壓模擬分析
3.1 充填時(shí)間分析
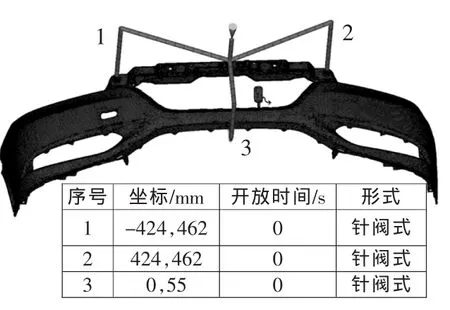
▲圖3 方案Ⅰ澆口位置
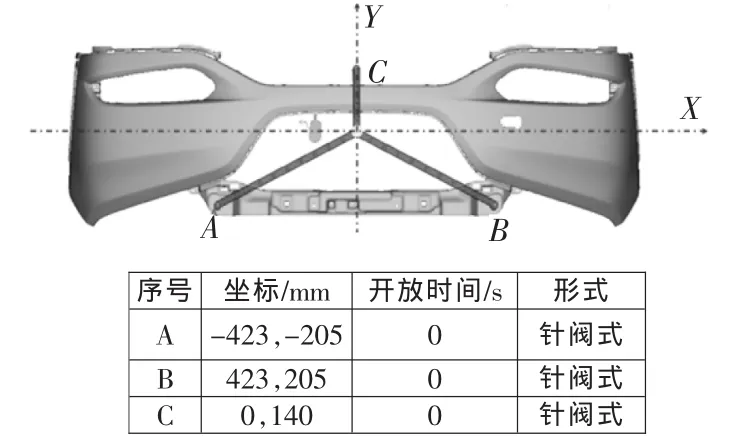
▲圖4 方案Ⅱ澆口位置
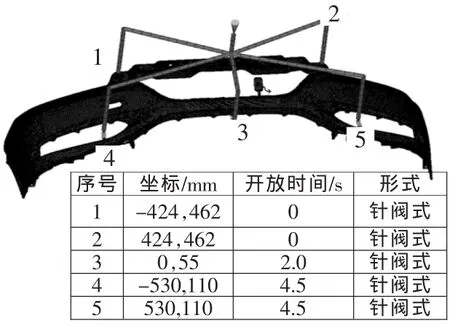
▲圖5 方案Ⅲ澆口位置

▲圖6 方案Ⅳ澆口位置
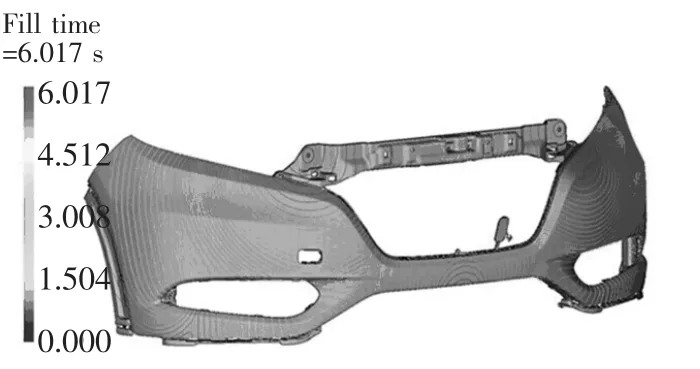
▲圖7 方案Ⅰ充填時(shí)間
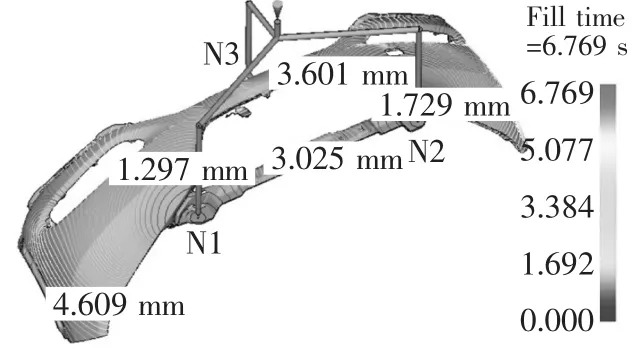
▲圖8 方案Ⅱ充填時(shí)間
充填時(shí)間分布可顯示熔體流動(dòng)的前沿平衡性。熔體流動(dòng)前沿的速度相等,即當(dāng)制件平衡充模時(shí),制件的各個(gè)遠(yuǎn)端在同一時(shí)刻充滿。 根據(jù)分析可得:方案Ⅰ填充時(shí)間為6.017 s(見圖7);方案Ⅱ填充時(shí)間為6.769 s(見圖8);方案Ⅲ填充時(shí)間為6.159 s(見圖9);方案Ⅳ填充時(shí)間為6.113 s(見圖10)。由圖7~圖10可見,4種方案下塑件主體部分填充時(shí)間的登高線分布都比較均勻,說明4種方案均滿足熔體填充要求。
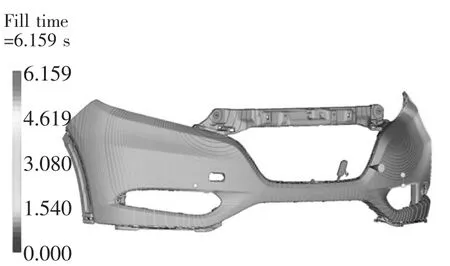
▲圖9 方案Ⅲ充填時(shí)間
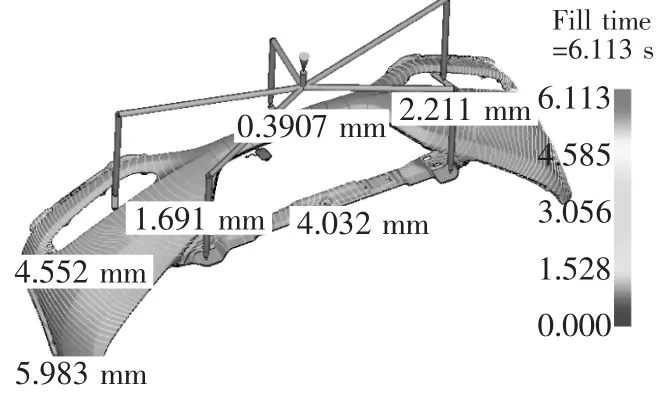
▲圖1 0 方案Ⅳ充填時(shí)間
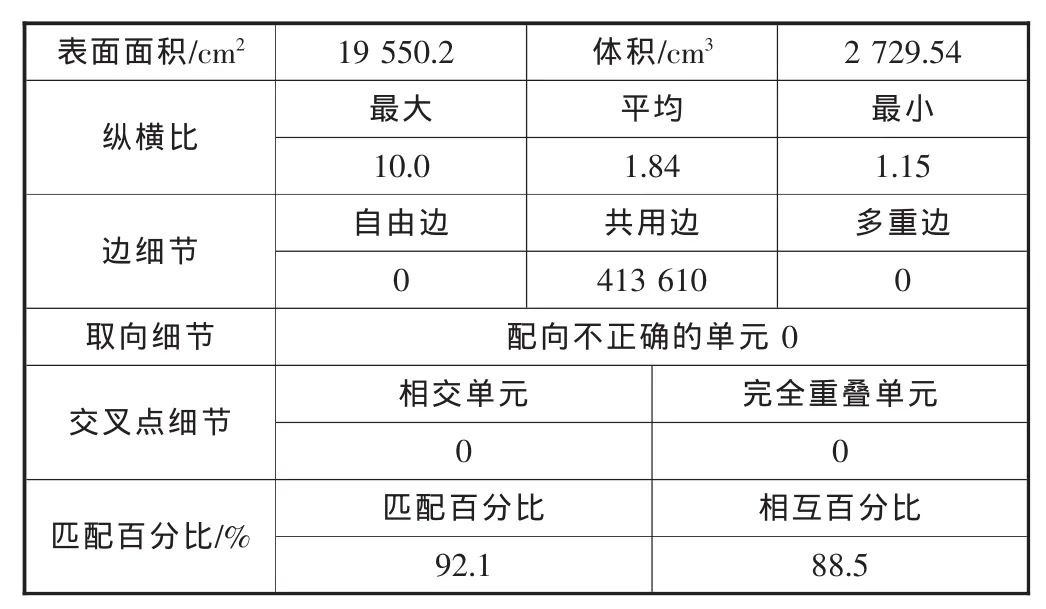
表1 模型網(wǎng)格數(shù)據(jù)統(tǒng)計(jì)
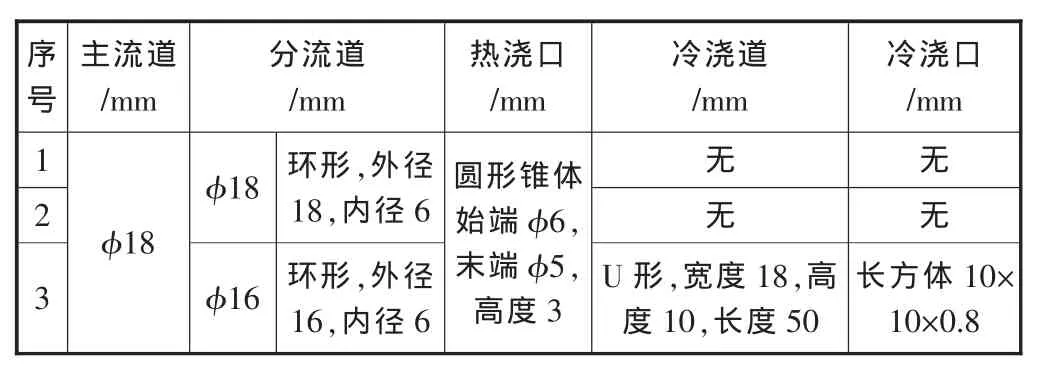
表2 方案Ⅰ流道及澆口設(shè)計(jì)
3.2 最大注射壓力
最大注射壓力見表6,對(duì)于該塑件,方案Ⅳ的最大注射壓力最小,其次是方案Ⅱ和Ⅲ,方案Ⅰ的最大注射壓力最大。方案Ⅳ所需的注射壓力最小原因是澆口位置的設(shè)置使塑料熔體流長縮短,減小了壓力損耗。

表3 方案Ⅱ流道及澆口設(shè)計(jì)
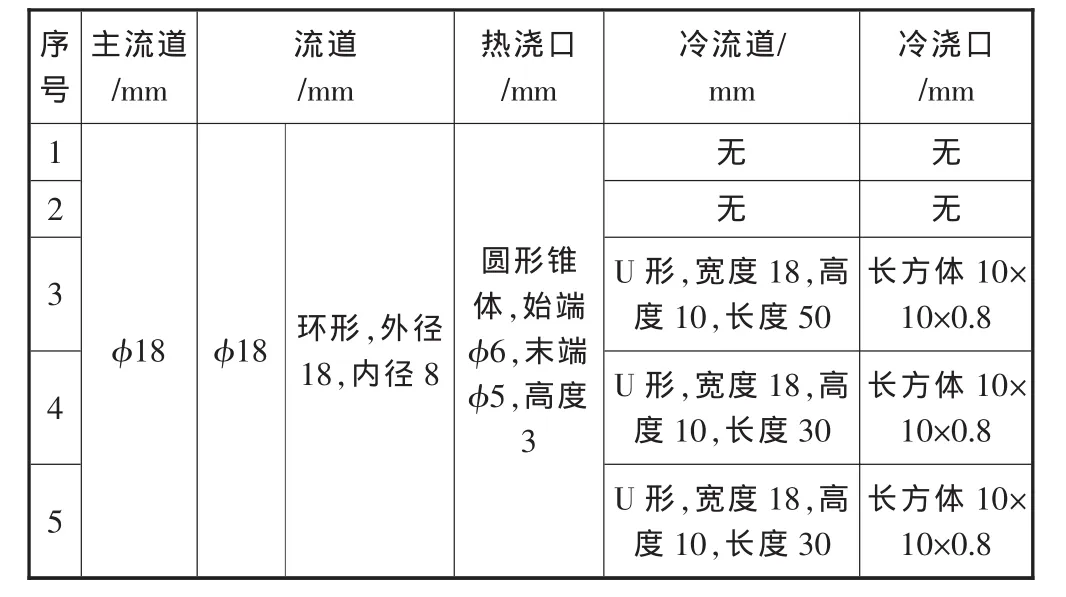
表4 方案Ⅲ流道及澆口設(shè)計(jì)
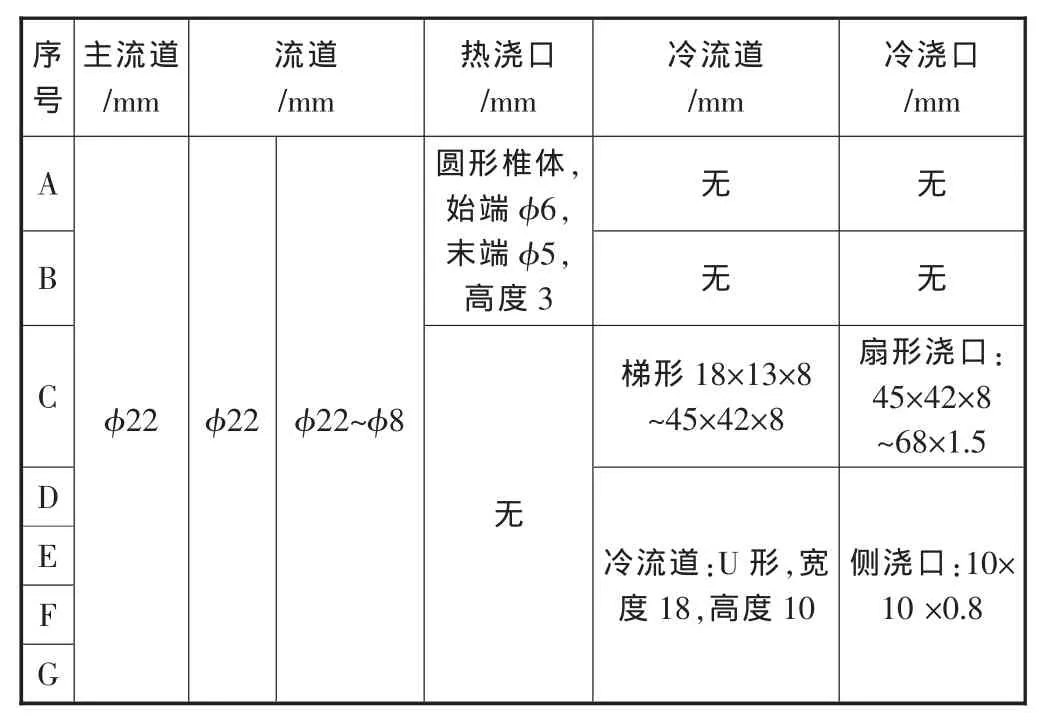
表5 方案Ⅳ流道及澆口設(shè)計(jì)

表6 最大注射壓力
▲圖1 1 方案Ⅰ熔接痕分布
3.3 鎖模力
鎖模力的最大值加上安全系數(shù)不能超過該套模具生產(chǎn)用注塑機(jī)鎖模力的極限值,最大鎖模力見表7。對(duì)于該塑件,方案Ⅱ的最大鎖模力最小,方案Ⅰ和Ⅳ最大,方案Ⅲ居中。

表7 鎖模力/t
3.4 熔接痕分布
▲圖1 2 方案Ⅱ熔接痕分布
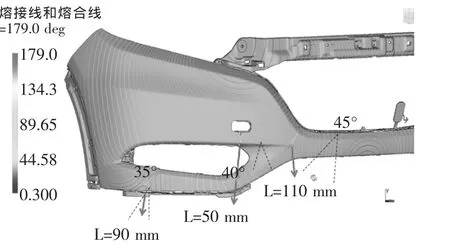
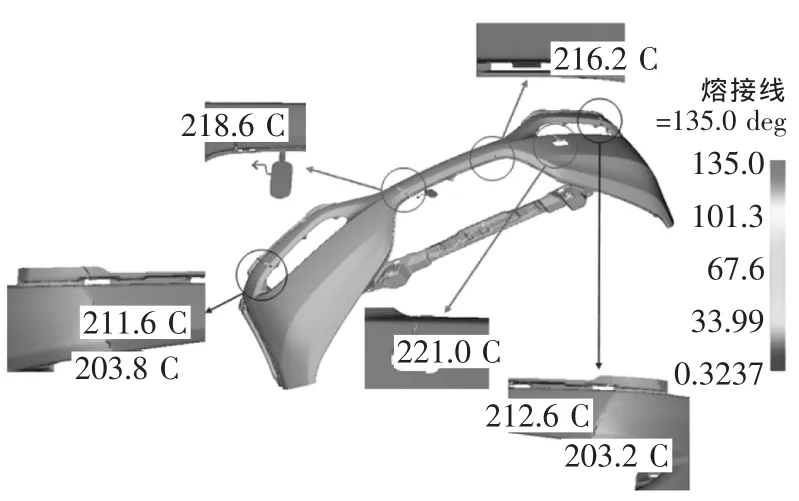
熔接痕首先形成的地方是兩股材料交匯處截面的中心,因此,如果流動(dòng)前沿的溫度高,交匯夾角大,熔接線強(qiáng)度就比較好。根據(jù)分析結(jié)果,方案Ⅰ有5條熔接痕(見圖11),主要分布在制件外觀面,最小夾角35°。方案Ⅱ的熔接痕位置處于填充末端(見圖12),遠(yuǎn)離澆口位置,保壓不充分,熔接痕比較明顯,且強(qiáng)度存在一定問題。方案Ⅲ也有5條熔接痕(見圖13),主要分布在制件外觀面,最小夾角30°。方案Ⅳ在保險(xiǎn)杠燈孔兩側(cè)局部存在熔接痕(見圖 14),熔接痕處流動(dòng)前沿溫度較高,質(zhì)量較好,不容易發(fā)生斷裂。
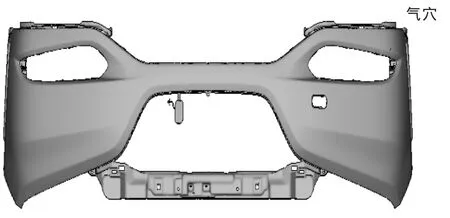
3.5 氣穴分布

▲圖1 3 方案Ⅲ熔接痕分布

▲圖1 4 方案Ⅳ熔接痕分布
▲圖1 5 方案Ⅰ氣穴分布
▲圖1 6 方案Ⅱ氣穴分布
當(dāng)熔體從各個(gè)方向流向同一個(gè)節(jié)點(diǎn),空氣無法排除的時(shí)候就會(huì)形成氣穴。方案Ⅰ9處有困氣風(fēng)險(xiǎn) (見圖15), 其 中 B、D 2處對(duì)外觀有影響,B處風(fēng)險(xiǎn)較高。方案Ⅱ產(chǎn)品外觀面不存在氣穴 (見圖16),困氣主要分布在加強(qiáng)筋、充填末端等。方案Ⅲ10處有困氣風(fēng)險(xiǎn) (見圖17), 其 中 C、E兩處對(duì)外觀有影響,E處風(fēng)險(xiǎn)較高。方案Ⅳ產(chǎn)品外觀面不存在氣穴 (見圖18),困氣主要分布在加強(qiáng)筋、充填末端等。
▲圖1 7 方案Ⅲ氣穴分布
▲圖1 8 方案Ⅳ氣穴分布
4 澆注系統(tǒng)設(shè)計(jì)方案確定
綜合以上分析,雖然方案Ⅳ在充填時(shí)間、鎖模力等方面表現(xiàn)不是最優(yōu)秀的,但是方案Ⅳ的熔接痕和氣穴分布明顯少于其它方案。因此,方案Ⅳ是該汽車保險(xiǎn)杠的最佳澆注系統(tǒng)設(shè)計(jì)方案。
5 結(jié)束語
通過運(yùn)用Moldflow技術(shù),對(duì)汽車塑件注塑成型過程進(jìn)行模擬分析,預(yù)測(cè)了在不同澆注系統(tǒng)下的成型缺陷,確定了最佳澆注系統(tǒng)設(shè)計(jì)方案,從而為模具開發(fā)和產(chǎn)品生產(chǎn)提供了理論支持。
[1] 余玲.汽車前保險(xiǎn)杠注塑模澆注系統(tǒng)優(yōu)化設(shè)計(jì)[J].汽車技術(shù),2011(4):53-56.
[2] Lee B,Kim B.Automated Selection of Gate Location Based on Desired Quality of Injection-molded Part [J].Separation Science and Technology,1996,35(2):253-269.
[3] 朱芬芳,趙金廣.基于Moldflow汽車線槽注射模澆口優(yōu)化設(shè)計(jì)[J].模具工業(yè),2011,37(11)26-29.
猜你喜歡
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
汽車與安全(2019年9期)2019-11-22 09:48:03
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
兒童時(shí)代·快樂苗苗(2017年7期)2018-01-24 18:28:45
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
作文大王·低年級(jí)(2016年4期)2016-04-18 00:24:37
決策探索(2014年21期)2014-11-25 12:29:50
舒適廣告(2008年9期)2008-09-22 10:02:48
