55NiCrMoV7大型模塊的鍛造工藝改進
2015-06-21 10:34:04殷勇鋒江蘇凌飛鍛造有限公司
鍛造與沖壓 2015年11期
文/殷勇鋒·江蘇凌飛鍛造有限公司
55NiCrMoV7大型模塊的鍛造工藝改進
文/殷勇鋒·江蘇凌飛鍛造有限公司

殷勇鋒,技術部長,工程師,研發中心負責人。主要從事大型鍛件的鍛造工藝、工裝設計、機加工工藝制定以及新產品的新工藝開發。擁有1項發明專利和5項實用新型專利。
采用傳統方式鍛造的55NiCrMoV7大型模塊,往往有探傷合格率低、廢品率高的缺點。WHF法預鍛制坯+FM鍛造法拔長+變纖維方向鍛造成形的新型鍛造工藝,通過三次不同方式的鐓拔鍛造,鍛合內部疏松、縮孔,減少偏析,降低了非金屬夾雜物的含量,提高了模塊的探傷合格率與力學性能,經濟效益得到明顯提升。
模具是制造業中極其重要的基礎工藝裝備,模塊是模具產業最重要的技術和物質基礎,其品種、規格和質量直接影響到模具的性能、使用壽命和制造周期。模塊鍛件是典型的寬板類鍛件,研究模塊鍛件的鍛造工藝對于工業產品的更新換代速度和產品向高級化、多樣化、個性化和高附加值化方向發展有著重要意義。
傳統鍛造工藝
55NiCrMoV7為歐洲進口合金工具鋼,是法國標準(NFA35-590-1992)鋼號。采用雙真空冶煉模塊(電爐+鋼包真空精煉+真空澆注)。其成分中的V元素具有細化組織晶粒,提高強度和韌性的作用,使該鋼種具有更好的耐磨性、淬透性、熱硬性、韌性、尺寸穩定性與耐熱疲勞性。與我國廣泛應用的5CrNiMo模具鋼相比,55NiCrMoV7模塊具有更廣的使用范圍和更長的使用壽命。但該鋼種由于V元素的添加,在冶煉制造模塊時不可避免的出現疏松、縮孔、夾雜和偏析等內部缺陷,必須通過有效的鍛造工藝將這些空洞型缺陷去除,減少偏析,降低非金屬夾雜物含量,以獲得性能優良的模塊。
采用傳統的鍛造方式鍛造該鋼種模塊,探傷合格率較低,廢品率高,容易出現大面積疏松和偏析等探傷缺陷。大型模塊的尺寸如用l(長)×b(寬)×h(高)來表示,尺寸特征一般為l/b≥1,b/h≥1.3,h≥300mm。該類型模塊的普通鍛造工藝是模塊鐓粗(或倒棱、鐓粗)后用上、下超寬砧拔長,進行兩次鐓拔成形。由于模塊內部原有的冶金缺陷和尺寸特征,經鐓粗和超寬砧拔長后,其內部疏松、縮孔、偏析和夾雜等缺陷雖有很大改善或消除,但其探傷合格率依舊不高,經濟效益低下。
改進后的鍛造工藝
本公司選用4塊55NiCrMoV7雙真空冶煉模塊,模塊的鍛件尺寸為2400mm×1400mm×800mm,重量約22t。采用普通鍛造法鍛造,超聲波探傷合格的僅1塊,其余三塊的探傷缺陷為中心大面積疏松,部分鍛件疏松面積占整個鍛件的50%以上,個別出現有當量大于φ12mm冶金缺陷,嚴重區域甚至探傷底波完全損失。因此,采用新的鍛造工藝,對55NiCrMoV7鍛件進行返修重鍛,具體實施工藝如下。
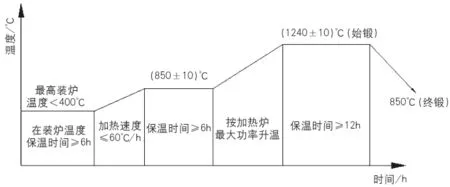
圖1 模塊加熱曲線
模塊加熱工藝
參考相關資料,該鋼種的最高加熱溫度約1220℃,考慮到提高加熱溫度有利于鍛合內部空隙和減少鍛造變形抗力,且爐溫和料溫有20℃的溫差,故模塊最高加熱溫度可提高至(1240±10)℃,模塊加熱曲線如圖1所示。
WHF法預鍛制坯
將爐內模塊取出,使用壓機上、下平臺將模塊中心鐓粗收厚至1000~1100mm(若為非改鍛的鋼錠,則將鋼錠有效錠身直徑鐓粗至φ1600mm)。操作機夾持鉗口取出鍛坯,然后采用WHF法(超寬平砧強壓拔長法)迫使模塊心部產生較大變形。拔長后模塊的尺寸為2400mm×1200mm×1000mm。熱切鉗柄后,進爐加熱至(1240±10)℃,保溫3h以上。
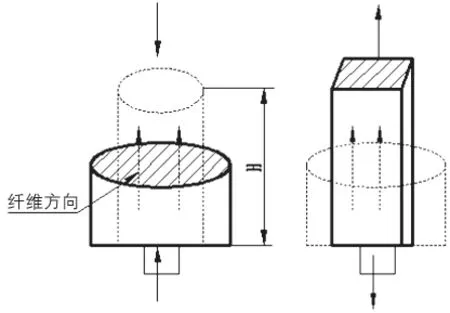
圖2 WHF法預鍛制坯
WHF法預鍛制坯能夠破碎模塊內部的粗大晶枝,將模塊的鑄態組織轉變為鍛態組織,初步鍛合內部孔隙、壓實中心疏松、得到合適的模塊制坯尺寸,也為下一火的鐓粗鍛造提供合適的鐓粗高徑比,WHF法預鍛制坯示意圖如圖2所示。
FM鍛造法拔長
采用上、下大平板將模塊高度鐓粗至1400mm,然后采用大壓下量的FM鍛造法拔長(即用上寬砧、下平臺對模塊進行拔長)。每次上砧的壓下量約為壓下前坯料高度的10%~12%,進砧寬度為砧寬的80%。為確保壓實效果,每壓完一次后,將模塊翻轉90°繼續鍛壓。模塊沿原有纖維方向再次拔長尺寸為2400mm×1200mm×1000mm的長方形模塊。進爐加熱至(1240±10)℃,保溫3h以上。
FM鍛造法拔長可進一步消除模塊內部縮孔、壓實中心疏松,足夠的保溫時間能夠使模塊內部原子得到充分擴散,使內部缺陷得到焊合,FM鍛造法拔長示意圖如圖3所示。
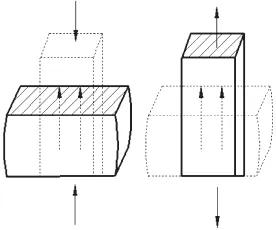
圖3 FM鍛造法拔長
變纖維方向鍛造成形
采用上、下大平板將模塊高度鐓粗至1400mm,將模塊纖維原長度方向改變為寬度方向,原寬度方向變為長度方向,依舊采用FM鍛造法拔長。按圖紙尺寸將模塊拔長至成品尺寸2400mm×1400mm×800mm后,進行整形。拔長過程中需嚴格控制終鍛溫度,模塊終鍛溫度約(850±20)℃。
變纖維方向鍛造成形,有利于擊碎模塊中心的碳化物,改善偏析,可使橫向性能與縱向性能比較接近。起到細化非金屬夾雜物、消除坯料中部分非金屬夾雜缺陷的作用,不僅提高模塊探傷合格率,也可提高模塊的化學成分偏差檢測的合格率與非金屬夾雜物的含量測定的合格率。變纖維方向鍛造成形示意圖如圖4所示。
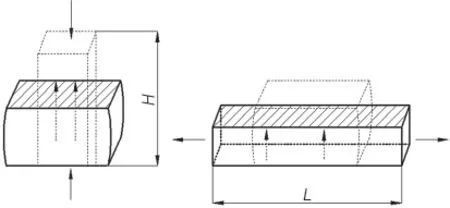
圖4 變纖維方向鍛造成形
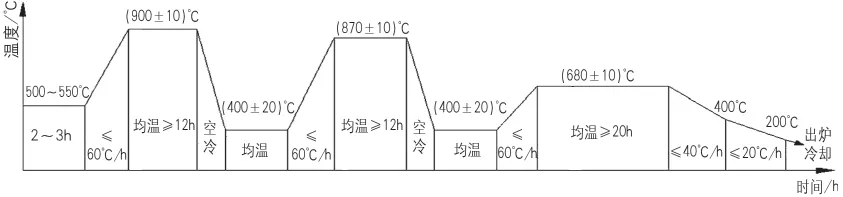
圖5 熱處理工藝曲線
鍛后熱處理
模塊鍛后爐冷至500~550℃,進行鍛后熱處理,熱處理工藝為2次重結晶正火加回火,熱處理工藝曲線如圖5所示。
質量檢測
模塊粗加工后,進行100%無損探傷與相關非金屬夾雜物檢測,經過超聲波探傷,原有的大面積疏松缺陷已經消失。返修重鍛的3個模塊中,超聲波探傷均合格,僅有一個模塊檢測出有兩個當量約φ4mm冶金缺陷存在,也符合客戶的探傷標準。非金屬夾雜物含量和化學成分偏差檢測均合格,圖6所示為55NiCrMoV7模塊鍛造實物圖。
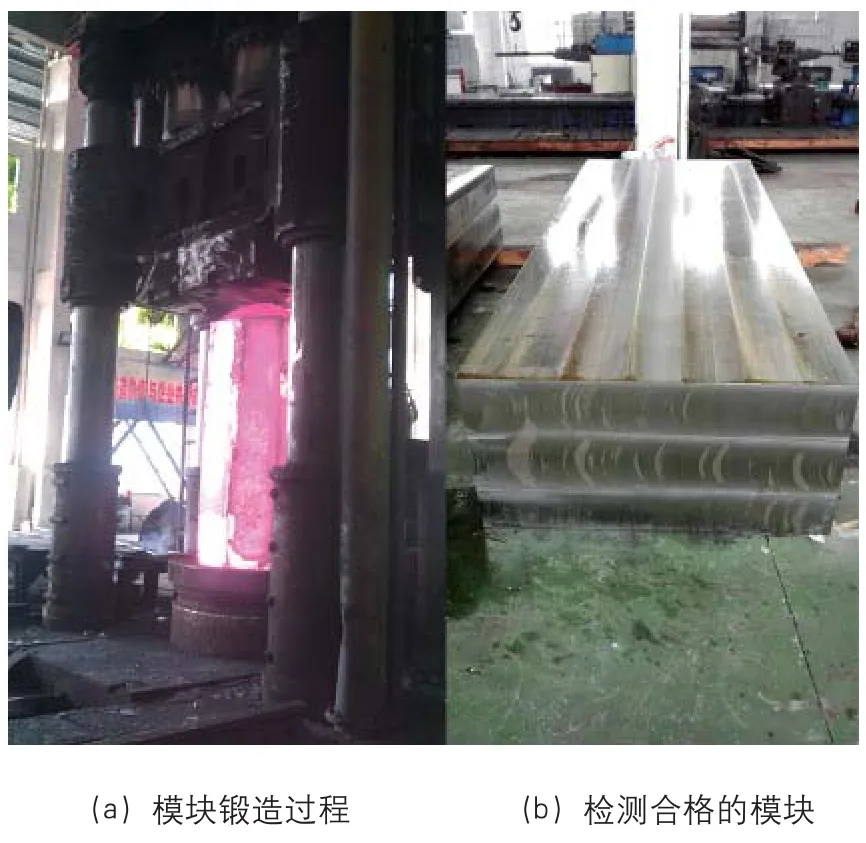
圖6 55NiCrMoV7模塊鍛造實物圖
結束語
55NiCrMoV7大型模塊采用WHF法預鍛制坯+FM鍛造法拔長+變纖維方向鍛造成形的新型鍛造工藝,可以充分鍛透模塊內部組織,鍛合內部疏松和縮孔缺陷,減少偏析,降低非金屬夾雜物的含量。實際生產結果證實,該工藝在提高探傷合格率、提高模塊各項力學性能和使用壽命方面,具有非常顯著的效果。
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
現代畜牧科技(2021年9期)2021-10-13 06:38:48
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年1期)2021-01-21 03:22:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
中國衛生質量管理(2015年2期)2015-12-01 05:43:57
現代企業(2015年8期)2015-02-28 18:55:23
質量探索(2015年3期)2015-01-30 09:02:36
