轉向架構架焊接熱應力缺陷分析
2015-06-28 15:42:33余勝威范志勇
鐵路計算機應用 2015年3期
余勝威, 范志勇
(1.西南交通大學 機械工程學院,成都 610031;2.西南交通大學 機械工程系,峨眉 614202)
轉向架構架焊接熱應力缺陷分析
余勝威1, 范志勇2
(1.西南交通大學 機械工程學院,成都 610031;2.西南交通大學 機械工程系,峨眉 614202)
轉向架作為列車走行裝置,其性能直接影響著列車運行舒適性以及安全可靠性。構架作為轉向架骨架,將轉向架各個零部件組成一個整體,并且承受和傳遞各種力,因此在轉向架機構中起著舉足輕重的作用。對于現行CRH系列轉向架構架而言,均為鋼焊接結構,鋼焊接結構易出現裂紋、漏焊、焊縫外觀不規則等缺陷,因此對焊接構架質量檢測尤為重要。本文通過對焊接表面缺陷原因分析,選取了焊接構架裂紋、漏焊、焊縫外觀不規則等工件進行了焊接熱應力分析驗證,并提出了提高焊接構架強度的措施,對生產實際具有一定指導意義。
構架;焊接質量;類模型;缺陷分析
轉向架構架作為支撐鐵路機車車輛的重要部件,一旦產生疲勞裂紋并在運行中擴展,會導致構架斷裂事故。就目前運營的列車而言,轉向架構架的裂紋幾乎全是構架焊縫焊接不當引起的或強度設計不夠而由焊縫產生的[1];疲勞裂紋主要從焊縫接頭處產生,因此對于焊接構架質量檢測尤為重要[2];為了較好地模擬構架焊縫焊接溫度場,吉林大學王蓉[3]、西南交通大學盧耀輝[4]等人模擬構架 T 型接頭焊接溫度場與應力場數值,為轉向架焊接結構的工藝設計和焊接結構疲勞可靠性提供了參考依據。轉向架零部件焊接件成型后,均需進行必要的無損檢測[5]。本文采用類模型法[4]對轉向架構架焊縫焊接熱應力分析,提出了提高焊接構架強度的措施。
1 構架焊接缺陷分析
CRH系列轉向架構架就是一個焊接件,其焊接工藝復雜,焊接過程中易出現構架焊接裂紋、焊瘤、漏焊、焊縫外觀不規則、氣孔、夾渣等缺陷。對于轉向架構架焊接工況而言,焊接類型主要有T型焊、對接焊、弧焊等,本文選取對接焊和T型焊為研究對象。焊接缺陷影響分析如下。
轉向架構架上產生的裂紋,多為剛性裂紋,幾乎全是由于焊接不當或強度設計不夠而由焊縫產生的[1]。當焊縫中存在裂縫類高危害性缺陷時,結構受力后,由于縫尖處應力集中,裂縫較易繼續開展、延伸,從而導致結構的破壞。該類焊縫是不允許的。對于焊瘤缺陷,由于焊瘤剛度較大,其變形極小,將降低承受靜荷載節點的極限承載力,應徹底清理干凈。漏焊缺陷嚴重影響焊接質量,使母材工作性能降低,易出現漏焊處撕裂等現象。焊縫外觀不規則是指焊縫表面(水紋狀)不規則、焊縫偏離、藥皮未清理等。焊縫氣孔降低了焊縫的有效作用面積,使焊縫疏松,降低了焊縫強度,氣孔處亦產生應力集中,在轉向架構架焊接中是不允許的。焊縫夾渣與焊縫產生的氣孔一樣,易產生夾渣處應力集中,增大了裂紋產生可能性,危害較大,在焊接過程中,應該加以避免。
2 構架焊接熱應力分析
CRH1型轉向架構架由箱型結構梁組焊而成,各箱型結構梁在焊接過程中,焊縫附近最高溫度可高達材料的沸點,而離開熱源后溫度急劇下降,由于局部受熱不均勻的溫度場,造成焊縫附近的內應力達到材料的屈服極限,從而導致受約束熱變形和塑性變形,且不可避免的產生殘余應力。在焊接溫度升高時,局部金屬會發生相變,亦導致產生相變應力[4]。因此研究焊接區域的熱應力有重要意義。
2.1 焊接熱應力分析
構架焊接工藝多采用T型焊和對接焊,下蓋板和左右節點座之間的對接焊,如圖1所示。下蓋板和左右立板之間的T型接頭,如圖2所示。
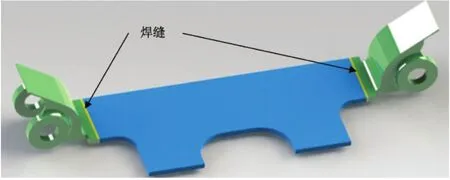
圖1 對接焊
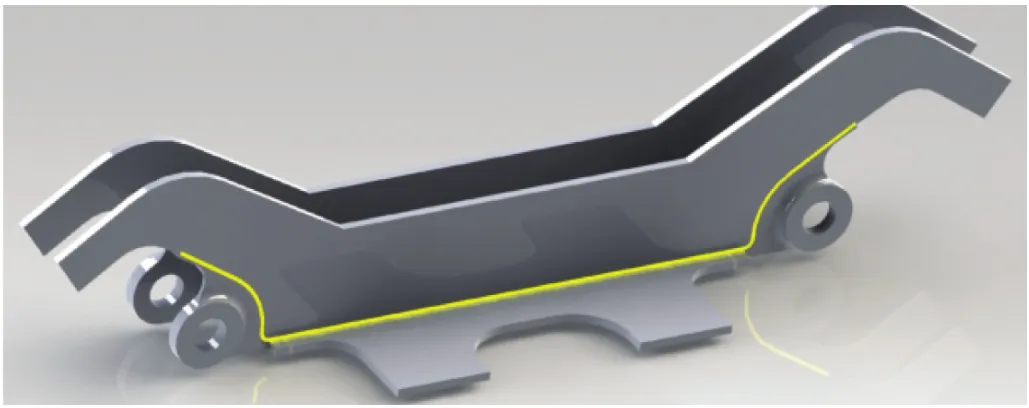
圖2 T型角焊
構架整個側梁組裝焊接為反組對工藝,即在側梁組裝胎上先對上蓋板與兩個腹板及各內部筋板和加強板進行組裝點固焊,焊后在焊接變形器上,由操作工人手工焊接側梁體內部焊縫。接著組對3個下蓋板,并進行組裝點固焊,最后采用焊接機械手焊接側梁體外焊縫。本文側重于側梁中部組裝4個縱向長T焊縫(包含兩端節點座處的弧焊縫)和兩個橫向對接焊焊縫進行分析。
2.2 分析模型建立
本文主要分析了正常焊縫、焊接裂紋、漏焊、焊縫外觀不規則等4種工況,以下采用ANSYS對焊接裂紋工況進行簡要分析。
電腦配置為 AMD A8-4500M(1.9 GHz),2.74 GB可用內存,軟件 ANSYS 14.0。
具體步驟如下:
(1)建立構架三維模型,采用 solidworks 軟件進行構建 3D 模型構建,如圖 3所示。
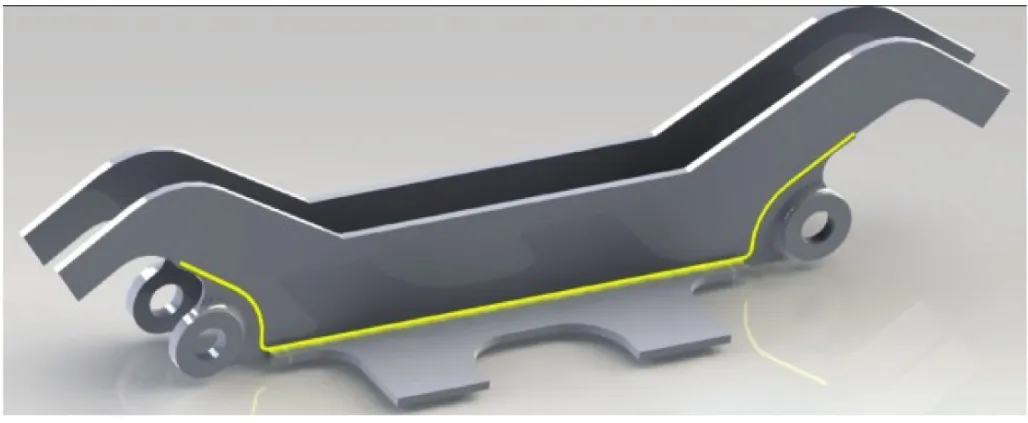
圖3 solidworks模型
(2)進入 ANSYS Workbench14.0 進行熱力學分析;首先進行熱力學模型的搭建,如圖4所示。
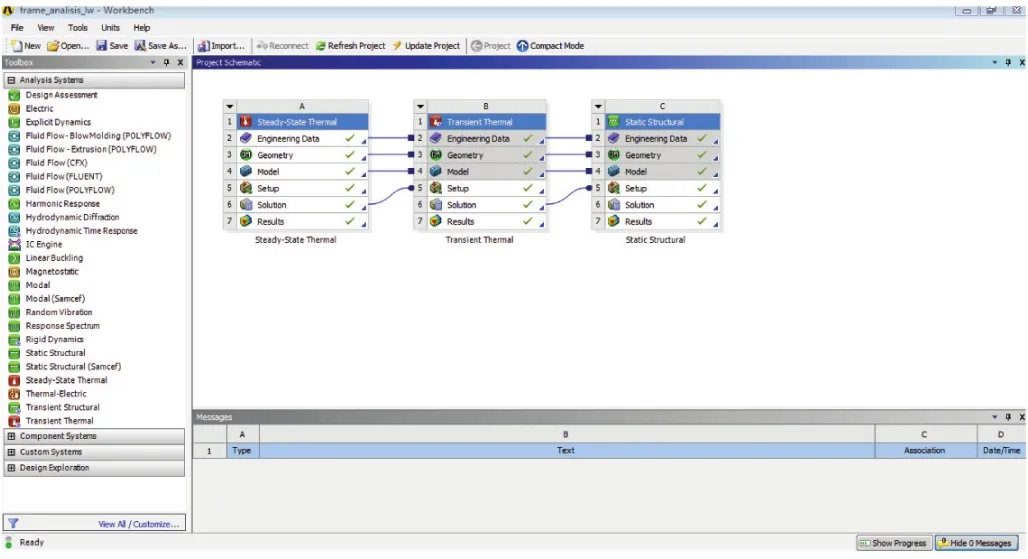
圖4 模型搭建界面
圖 4 中,A 部分為模型的穩態熱過程(Steady-State Thermal),B 為模型的瞬態熱過程(Transient Thermal),C 為 模 型 的 結 構 靜 力 學 分 析(Static Structural)。
(3)進行模型的 Engineering Data 設置,包含模型幾何參數、材料性能參數以及所施加的邊界條件,以供 ANSYS軟件進行熱力學計算用,具體的Engineering Data 材料屬性設置如圖 5 所示。

圖5 Engineering Data設置
(4)進行模型的網格化(mesh),采用 ANSYS自動網格化模型,如圖6所示。
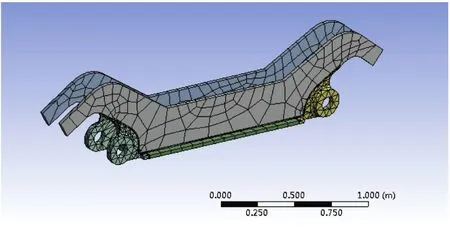
圖6 網格化
圖6為構架網格化模型。用戶可以設置網格的大小以及網格的形狀(四邊形或者六邊形)等,網格數越多,尺寸越小,求解精度越高。
(5)進行穩態熱參數設置 (Steady-State Thermal(A5)),包括初始溫度(Initial Temperature)22。C、Analysis Settings(時間 1s)、Temperature(22。C ~ 1 700。C)、Convection(導熱系數 1 200 W/m2·。C),
(6)進行穩態熱求解 (Solution),求解溫度變化(Temperature)以及總熱流分布 (Total Heat Flux)。
(7)進入圖 4中 B 部分分析,即將 A 部分的結果導入 B 部分進行分析;此時還需要進行 Internal Heat Generation 設置。
(8)進行結果分析(Solution),即求解溫度變化(Temperature)以及總熱流分布(Total Heat Flux)。
(9)將圖 4中的 B 部分分析結果導入 C 中進行熱力學分析,添加 Solution 項,添加應力(Thermal Strain)、應變分析項(Total Deformation)。
2.3 構架焊接熱應力分析
本文焊接接頭材料選用 16Mn,焊接單元在單位體積、單位時間上的熱生成強度,材料的焊接最高溫度為 1 700。C[4]。
建立類模型并劃分網格對該工件進行溫度場分析,采用空冷冷卻流體分析方法,經由穩態熱分析→瞬態熱分析→熱應力分析得到 CRH1型焊接構架穩態溫度分布如圖7所示,其焊接自由變形及熱應變分布如圖8所示。
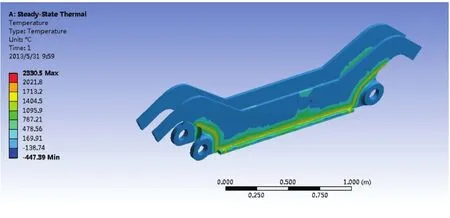
圖7 穩態溫度分布
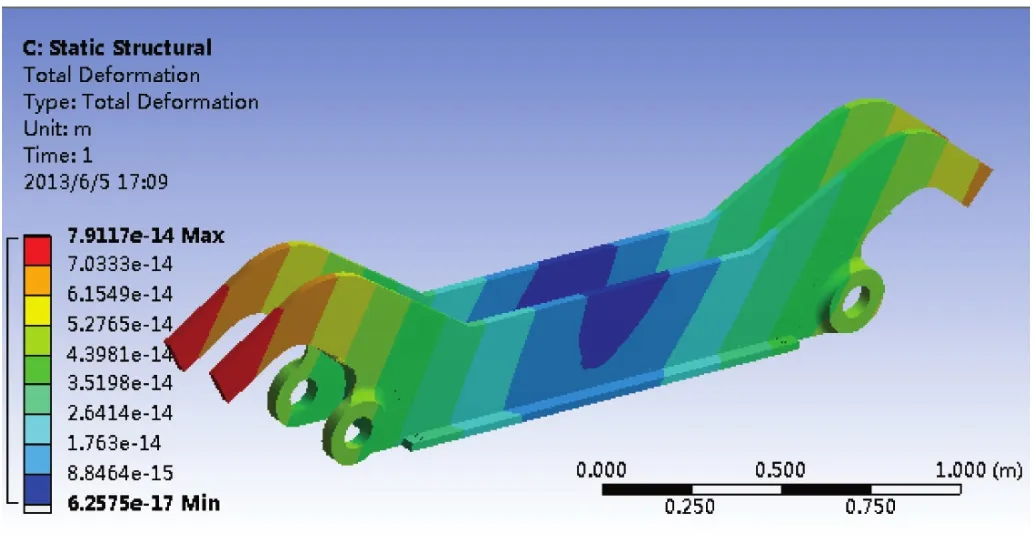
圖8 熱應力下的位移響應及熱應變分布
由圖7和圖8可知,由于焊接構架較大的對流面積,焊縫處穩態溫度較高,邊緣較小;焊接產生殘余應力使得腹板兩端變形量較大,中間位置處焊接變形較小,整體焊接變形較小接近于0,表明在標準焊接下,該焊接腹板和底板自身抗熱應變能力高于焊接熱應變。
同樣,對于焊接構架焊接裂紋、漏焊、焊縫外觀不規則等缺陷,分析得到如圖 9~ 圖 11 所示結果。
在設計分析中,焊縫裂紋位置、裂紋大小及數量,漏焊位置、漏焊大小及數量,不規則形狀等都會對分析結果造成一定的影響。由圖5可知,焊縫裂紋的存在對焊接構架影響較大,變形較大,應力較集中裂紋處。由圖6可知,漏焊焊縫主要表征在中間變形最小處,其相應的熱應變結果表明,該漏焊(類模型)對于焊接熱應變影響較小,但是實際工況下,漏焊易造成應力集中,經常成為疲勞裂紋的源頭。由圖7可知,焊縫的不規則形狀對于焊接構架的結構影響較為明顯,應該保證焊縫符合尺寸設計要求,避免焊接接頭過高等缺陷。
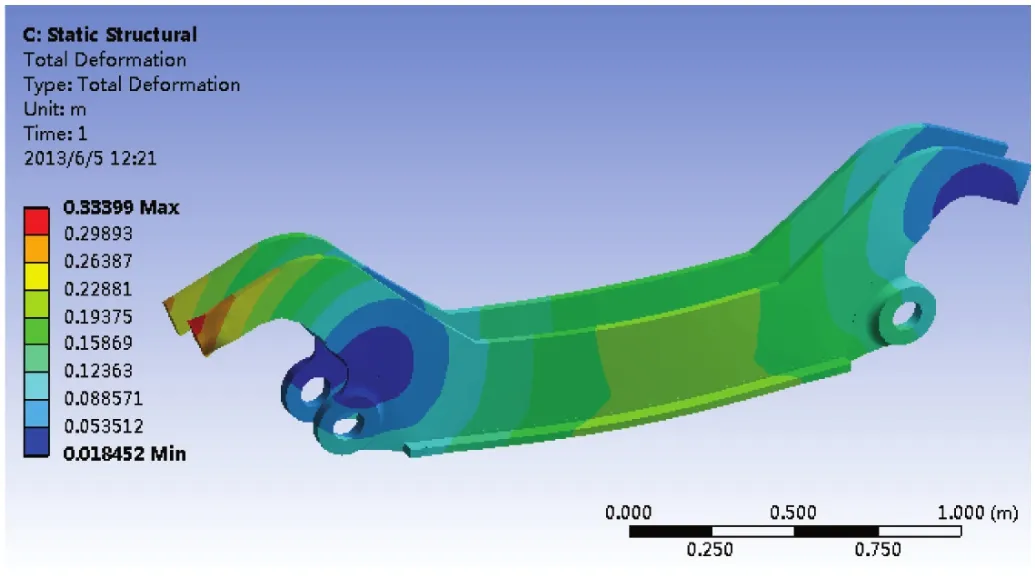
圖9 裂紋焊縫熱應力下的位移響應分布
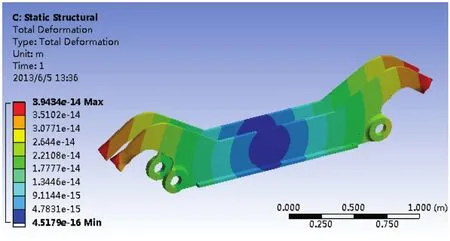
圖10 漏焊焊縫熱應力下的位移響應分布
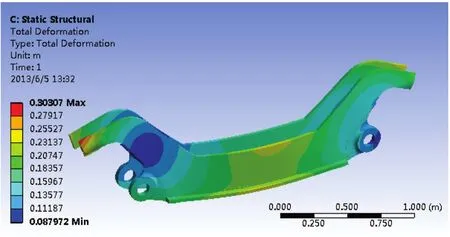
圖11 不規則焊縫熱應力下的位移響應分布
3 構架焊接強度提高措施
通過對構架焊接變形及殘余應力的熱應力分析,以及構架焊接成型的特點,在實際焊接工藝中,構架焊接工藝要避免焊接缺陷的發生,一般應滿足:(1)腹板和節點座處夾緊,并控制腹板與節點座位置間隙為 2 mm ~3 mm;(2)夾緊腹板,用壓板上的凸臺控制兩腹板開檔;(3)用卡蘭拉緊兩腹板斜線處,使腹板貼住節點座凸臺。
對構架抗疲勞設計,為了提高焊接構架的疲勞強度,應從根本上考慮,盡可能消除缺陷,調整焊接殘余應力和減少應力集中。概括有以下3個方面:
(1)從設計開始就盡可能做到接頭設計合理,降低缺口效應;(2)加強制造、施工的質量管理,防止或減少焊接缺陷的產生;(3)必要的焊后改善措施,調整殘余應力的分布,對構架運行過程進行狀態檢測,尤其是焊接部位的動態發展要高度關注。
4 結束語
在CRH系列轉向架焊接工藝中,由于系統、人為操作等因素影響,焊接構架易出現如焊接裂紋、漏焊、焊縫外觀不規則等缺陷,嚴重影響列車運行安全。本文選取了焊接裂紋、漏焊、焊縫外觀不規則等缺陷與正常焊縫進行熱應力對比分析,得出構架焊接缺陷處易產生應力集中,從而影響構架抗疲勞強度,影響轉向架工作性能。基于焊接缺陷影響,本文從構架焊接工藝、結構設計、提高焊接構架的疲勞強度出發,提出了合理性的提高措施。
[1] [日本]織田安朝 .轉向架構架焊縫強度的評價 [J].國外機車車輛工藝,2002(6).
[2]袁 博 .高速動車組轉向架關鍵部件性能分析 [D]. 大連:大連交通大學,2012.
[3]王 蓉 .轉向架構架 T 型接頭焊接溫度場與應力場數值模擬分析 [D].長春:吉林大學,2012.
[4]盧耀輝 .鐵道客車轉向架焊接構架疲勞可靠性研究[D].成都:西南交通大學,2011.
[5]余 剛 .鋼制對接焊縫缺陷超聲相控陣檢測圖像特征與識別[D]. 南昌:南昌航空大學,2012.
責任編輯 徐侃春
Defect analysis of welding thermal stress for bogie frame
YU Shengwei1, FAN Zhiyong2
( 1. School of Mechanical Engineering, Southwest Jiaotong University, Chengdu 610031, China; 2. Department of Mechanical Engineering, Southwest Jiaotong University, Emei 614202, China )
The bogie was the running device of a high-speed train, its performance was with a great effect on running safety, riding comfort and stability for vehicles. Frame was the skeleton of the bogie, it assembled all parts, was used to support and bear transmission torque and load, thus it played an important role in the bogies. As for CRH1 bogie frames, the frame was with all steel welded structure, and easily producing bead cracks, leakage solder, irregular weld shapes and so on. Thus, the surface quality detection for the weld was necessary. This paper f i rstly analyzed formation reasons of fault welds, and then, adopted the work piece of class bead cracks, class leakage solder, class irregular weld shapes to test and verify welding thermal stress analysis. Finally, effective measures for frame welding strength were proposed to guide the actual production to some extent.
frame; welding quality; class model; defect analysis
U270.331∶TP39
:A
1005-8451(2015)03-0010-04
2014-07-31
余勝威, 在讀碩士研究生,范志勇,講師。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
哈爾濱鐵道科技(2020年4期)2020-07-22 02:22:28
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2019年12期)2020-01-06 03:17:46
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
西南交通大學學報(2018年5期)2018-11-08 10:58:26
制造業自動化(2017年2期)2017-03-20 14:26:13
鐵道運營技術(2015年3期)2015-12-23 09:27:14
設備管理與維修(2015年12期)2015-04-09 06:57:24