250 km/h動車組轉向架構架制造技術
2015-06-29 02:34:50宋學毅臧宗波
城市軌道交通研究 2015年6期
姜 斌 宋學毅 臧宗波 王 超
(唐山軌道客車有限責任公司,063035,唐山∥第一作者,工程師)
隨著我國軌道交通事業的高速發展,城際動車組已成為城市間通行的重要交通工具。唐山軌道客車有限責任公司與長春客車股份有限公司聯合設計了新一代時速250 km 等級城際軌道客車。此車型轉向架兼具成熟的CRH3、CRH5 型動車組轉向架的優良性能,同時具備地鐵車輛轉向架的結構特點。其構架與傳統高速轉向架構架相比,在滿足高速行駛性能要求的前提下,對電機、齒輪箱的支撐結構,以及制動裝置與構架主體的連接方式等方面做了進一步的優化設計。本文研究的動車組轉向架構架具有結構簡潔、制造成本低、性能優良等特點,已成為250 km/h 等級的動車組轉向架的重要產品,代表了我國轉向架設計制造的最高水平。
本文以250 km/h 動車組轉向架構架為研究對象,分析其構架及側梁、橫梁等重要組件的基本結構及工藝特性,在此基礎上分析了構架側梁組成、橫梁組成的制造工藝難點,給出了構架各組成部分的制造工藝流程;同時,針對構架制造過程中的工藝難點,以及在實際生產中出現的工藝問題,給出了具體的解決方案。
1 構架及其主要組件的基本結構
1.1 構架組件的基本結構
本文研究的動車組轉向架構架采用典型的H型焊接結構形式,分為動車構架和拖車構架,具體結構如圖1、圖2所示。
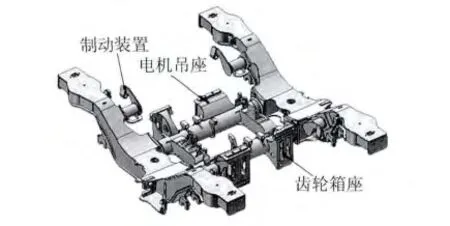
圖1 動車構架
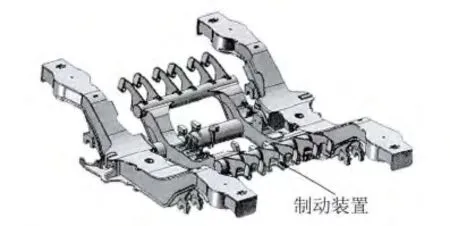
圖2 拖車構架
動車構架、拖車構架的區別在于:動車構架具有電機吊座、齒輪箱座等動力支撐傳動裝置,采用兩輪盤制動形式;而拖車構架無動力支撐裝置,采用三輪盤制動形式。拖車構架橫梁采用鋼管形式,通過縱向梁將兩橫梁管連接,與典型的地鐵以及普通客車構架有所不同的是:其橫梁與側梁的連接并非采用插接形式,而是通過連接座這一起過度作用的鍛件,將橫梁、側梁以焊接的形式連接為一體。拖車構架具體結構如圖3所示。由于側梁與橫梁采用了對接焊接形式,更容易進行構架的組裝。同時,此結構構架焊接后扭曲變形量小,且易調修,故具有良好的結構工藝性。
1.2 側梁組件的基本結構
本文研究的動、拖車構架側梁結構相同,為典型的箱體形式。側梁的上、下蓋板與立板以拼接形式連為一體,內部附有筋板,起支撐和加強作用,上、下蓋板同為折彎成型工件。側梁組件的結構如圖4所示。
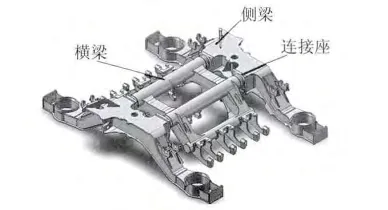
圖3 拖車構架結構示意圖
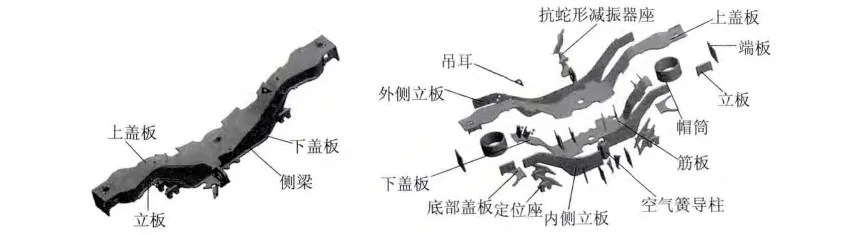
圖4 側梁組件的結構示意圖
與傳統的地鐵車輛轉向架的側梁結構相比,此構架側梁內腔不作為氣室使用,整體豎直尺寸較高;同時,對上蓋板平面度、帽筒間距、定位座間距等重要尺寸的精度要求較高。
1.3 橫梁組件的基本結構
本文研究的動車、拖車構架的橫梁結構不同,動車橫梁帶有電機吊座、齒輪箱座,其基本形式如圖1所示。
拖車橫梁組件并沒有與動力系統相關的裝置,且其縱向梁結構與動車不同,拖車縱向梁與制動橫梁連接。拖車橫梁基本形式如圖2、圖3所示。
動車構架的動力系統、拖車制動系統分別集成于相應橫梁組件之中。這種結構與CRH3 型動車組構架獨立的電機懸掛系統相比,結構更加簡單緊湊;但橫梁組件的焊接量相應增大,易造成較大的焊接變形。
2 構架主要組件工藝難點分析
2.1 側梁組裝焊接工藝難點分析
由上所述,側梁為上、下蓋板與立板、筋板拼接的箱型形式,側梁組焊工藝流程如圖5所示。
側梁上、下蓋板與內、外立板之間采用機械手焊接方式,立板與上、下蓋板外側焊縫形式為角焊縫,立板與下蓋板內側焊縫形式為角焊縫。焊接填充量大,尤其在上下蓋板折彎角度較大且立板寬度較小的區域,易發生較大的焊接變形。實際的焊接變形情況如圖6所示,圖中側梁端部區域將向箭頭標注方向下垂。
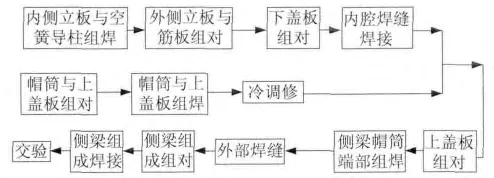
圖5 側梁組焊工藝流程

圖6 側梁焊接變形示意圖
由于側梁為箱型結構,剛性很大,焊后采用冷壓方式調修的效果并不理想,但過度熱調修易引起母體材質內部組織結構發生變化,影響工件整體性能,因此針對此結構,不宜大量采用熱調修方式。
工件焊接過程中,焊接變形是無法避免的,但較大的焊接變形會導致工件局部尺寸超過設計工差,進一步影響工件的整體性能,甚至造成工件報廢。構架對側梁焊后尺寸要求較高,豎向尺寸工差要求±2 mm 以內,橫向尺寸工差要求±1 mm 以內。對于較高的尺寸精度要求,需要在工件焊接前采取預防措施,以盡量減少調修,保證工件設計要求。
因此,預防和控制側梁焊接變形量,做到焊后無需調修或僅需微調即可滿足設計尺寸要求,是側梁組焊工藝中的一個難點。
2.2 橫梁組裝焊接工藝難點分析
構架橫梁從結構和功能要求上分為動車橫梁和拖車橫梁,雖然結構不同,但其工藝流程基本相同,如圖7所示。
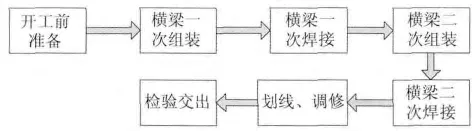
圖7 動、拖車橫梁工藝流程
動車橫梁組成中的電機吊座與橫梁管連接形式如圖8所示。其中,電機卡條和墊板將在后續構架加工時鉆孔,以實現與電機的連接。橫梁組焊過程對電機卡條、墊板的位置要求較高,水平向和豎向的尺寸工差均要求在±1 mm 以內。
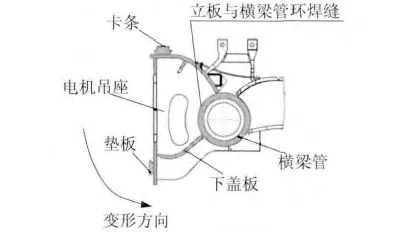
圖8 電機吊座與橫梁管連接形式示意圖
電機吊座內腔立板與橫梁管有焊接要求,因此,下蓋板必須在環焊縫焊接完成后才可組裝焊接。對于電機吊座、下蓋板的單獨焊接造成了不對稱的焊接熱輸入,與下蓋板相關的區域易產生焊接收縮,造成電機吊座整體發生如圖9所示的變形,進而造成卡條和墊板會分別在橫向和豎向發生位置偏移,影響后續構架加工的工序。如何預防和控制電機卡條和墊板的位置變形量,滿足后續構架加工和電機組裝精度要求,是橫梁組焊過程中的工藝難點。
3 構架重要組件工藝問題的解決方案
3.1 側梁組裝焊接工藝問題的解決方案
針對側梁焊接后端部變形的工藝問題,將側梁組成端部區域分為端部立板、帽筒2 個區域,具體如圖9所示。

圖9 側梁組成變形分區示意圖
實際的變形為2 個區域整體向下傾斜(如圖9所示),但由于端部立板和帽筒焊接與側梁外部焊縫焊接為2 個過程,且端部焊接先于外部焊接,端部立板焊接首先會發生一次焊接收縮變形,因此,將2區域分別作反變形處理效果更為理想。具體實施方案為:
1)側梁上蓋板預制反變形處理:上蓋板與帽筒焊接完成后對其端部立板區域進行預制反變形處理,使用C 型壓力機對側梁進行冷壓,使上蓋板端部較水平部分上翹2 mm。
2)側梁組件在機械手焊接前的預制反變形處理:將側梁反裝于焊接工裝,焊接前使用風動扳手對工裝帽筒壓緊部分的螺栓緊固,使側梁的帽筒區域向下進行預制反變形3 mm 處理。
通過此工藝方法,機械手焊接完成后,由于焊接收縮引起的變形可與預制的反變形抵消,側梁上蓋板平面度可達到1 mm 以內,無需調修即可滿足設計要求。
這兩種方法減少了側梁焊接后的調修工作量,保證了產品質量和生產效率。
3.2 橫梁組裝焊接工藝問題的解決方案
由上所述,動車橫梁焊接后電機吊座會發生旋轉變形。因此,動車橫梁電機吊座與橫梁管組對時,采用預制反變形的工藝方法。
如圖10所示,將定位尺寸270 mm 控制在270+2 mm,尺寸260 mm 控制在(260-2)mm。采取預制反變形措施后的效果為:電機吊座按圖10所指方向旋轉了一定角度,以此抵消焊后的旋轉變形。
按此工藝方法,可控制電機吊座焊接完成后電機卡條、墊板位置尺寸在±1 mm 精度范圍內,無需對其調修即可滿足設計要求。
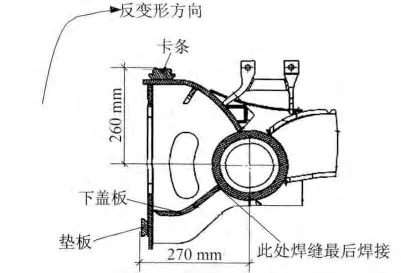
圖10 電機吊座預制反變形
4 結語
本文介紹了250 km/h 動車組轉向架構架及其重要組件的基本結構,給出了構架制造工藝流程,對制造過程中的工藝難點進行了具體分析,并針對具體工藝問題給出了解決方案。通過生產實踐證明了該工藝方案的有效性,同時,為相似車型構架制造工藝的制定及對典型生產工藝問題的分析解決提供了有益的經驗和借鑒。
[1]關鍵生,劉中軍. 轉K6 型轉向架關鍵參數的保證措施研究[J].設計制造,2010(7):16.
[2]趙永吉,黃金光.3E 軸焊接構架式轉向架構架制造技術[J].鐵道車輛,2010(12):21.
[3]崔曉芳,越紅杰,趙文忠,等. 高速機車構架側梁的焊接順序[J].焊接學報,2006(1):101.
[4]黨文秒,劉文婷,崔洪濤,等. 設計最高運營速度140 km/h 地鐵車輛轉向架構架的結構分析[J]. 城市軌道交通研究,2013(3):63.
[5]吳丹,李晉武.高速轉向架強度及模態分析研究[J].蘭州交通大學學報,2013(1):162.
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2020年1期)2020-09-21 09:24:52
哈爾濱鐵道科技(2020年4期)2020-07-22 02:22:28
制造技術與機床(2019年12期)2020-01-06 03:17:46
中華詩詞(2019年7期)2019-11-25 01:43:04
西南交通大學學報(2018年5期)2018-11-08 10:58:26
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
影視與戲劇評論(2016年0期)2016-11-23 05:26:01