震后飛仙關(guān)水電站1#機(jī)組座環(huán)水平修復(fù)綜述
2015-06-29 10:46:05劉敏華
四川水泥 2015年6期
劉敏華
(中國(guó)水利水電第五工程局有限公司機(jī)電制造安裝分局,成都 610225)
震后飛仙關(guān)水電站1#機(jī)組座環(huán)水平修復(fù)綜述
劉敏華
(中國(guó)水利水電第五工程局有限公司機(jī)電制造安裝分局,成都 610225)
4.20蘆山震后,華能飛仙關(guān)水電站1#機(jī)組座環(huán)水平超差,通過(guò)在工地現(xiàn)場(chǎng)機(jī)坑內(nèi)安裝加工機(jī)床,對(duì)座環(huán)上、下法蘭面水平超差部位進(jìn)行修復(fù),修復(fù)后的水平量測(cè)數(shù)據(jù)滿足規(guī)范及設(shè)計(jì)要求,為其他電站遇到類似問(wèn)題進(jìn)行處理提供了借鑒。
座環(huán)水平超差;現(xiàn)場(chǎng)修復(fù);質(zhì)量驗(yàn)收
1 概述
飛仙關(guān)水電站位于四川省雅安市蘆山縣飛仙關(guān)鎮(zhèn),采用混凝土低壩擋水。電站開發(fā)方式為河床式,地面廠房。總裝機(jī)容量100MW,廠內(nèi)安裝2臺(tái)軸流轉(zhuǎn)槳式水輪發(fā)電機(jī)組。2013年1月,1#機(jī)組座環(huán)安裝完成,水平量測(cè)數(shù)據(jù)滿足規(guī)范要求,2013年4月20日,蘆山發(fā)生里氏7.0級(jí)地震,震后,在保證人員以及測(cè)量設(shè)備安全的情況下,我部對(duì)1#機(jī)組座環(huán)上下法蘭面水平進(jìn)行復(fù)測(cè),發(fā)現(xiàn)水平超差,我部經(jīng)過(guò)與業(yè)主、監(jiān)理、主機(jī)廠家等單位對(duì)此問(wèn)題進(jìn)行研究決定,委托東方科創(chuàng)公司到現(xiàn)場(chǎng)對(duì)機(jī)組水平超差修復(fù),我部全力配合并進(jìn)行現(xiàn)場(chǎng)處理過(guò)程中的質(zhì)量驗(yàn)收。
2 震后座環(huán)水平復(fù)測(cè)
震后1#機(jī)組座環(huán)水平復(fù)測(cè)數(shù)據(jù)記錄如下表1所示。
測(cè)量方式:在座環(huán)內(nèi)部搭設(shè)穩(wěn)固的測(cè)量平臺(tái),萊卡NA2光學(xué)水準(zhǔn)儀架設(shè)在測(cè)量平臺(tái)上,利用萊卡NA2光學(xué)水準(zhǔn)儀和銦鋼尺配合測(cè)量出各待測(cè)平面的水平。其中,座環(huán)下法蘭面的測(cè)量結(jié)果是將底環(huán)吊出后進(jìn)行測(cè)量的。1道=0.01mm。
測(cè)量結(jié)果:(單位0.01mm)
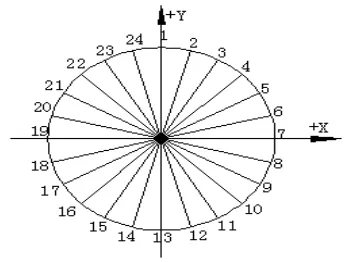
圖1 :震后座環(huán)水平測(cè)點(diǎn)布置圖
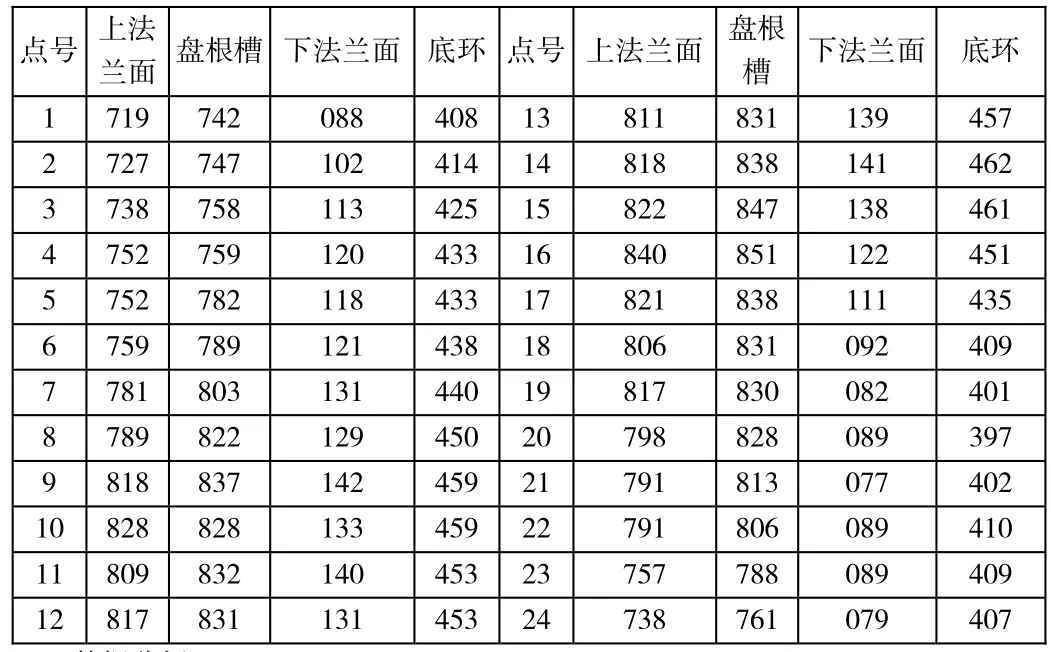
表1 :震后 1#機(jī)座環(huán)水平復(fù)測(cè)記錄
數(shù)據(jù)分析:
① 座環(huán)上法蘭面水平數(shù)據(jù),最高點(diǎn)為1號(hào)點(diǎn),測(cè)量結(jié)果719,最低點(diǎn)為16號(hào)點(diǎn),測(cè)量結(jié)果840;最高點(diǎn)與最低點(diǎn)的高差為:840-719=121(道)
② 座環(huán)下法蘭面水平數(shù)據(jù),最高點(diǎn)為21號(hào)點(diǎn),測(cè)量結(jié)果077,最低點(diǎn)為9號(hào)點(diǎn),測(cè)量結(jié)果142;最高點(diǎn)與最低點(diǎn)的高差為:142-077=65(道)
③ 1#機(jī)座環(huán)有一定程度的傾斜,且整體傾斜趨勢(shì)一致。根據(jù)規(guī)范要求,按設(shè)計(jì)及規(guī)范要求,要求飛仙關(guān)水電站座環(huán)整體水平不超過(guò)0.40mm,震后1#機(jī)組座環(huán)各檢測(cè)面的水平均已超差。
3 座環(huán)水平修復(fù)方案
3.1 方案說(shuō)明
座環(huán)加工機(jī)床的支墩焊在轉(zhuǎn)輪室下部與尾水管內(nèi)襯之間,使用后割除并打磨轉(zhuǎn)輪室。不會(huì)對(duì)轉(zhuǎn)輪室工作面產(chǎn)生影響。座環(huán)加工機(jī)床的支墩需要現(xiàn)場(chǎng)重新制作安裝(共6件,詳見底部支撐布置圖)。
3.2 座環(huán)工地加工機(jī)床安裝
機(jī)床主要由安裝基礎(chǔ)、可調(diào)整底座、回轉(zhuǎn)工作臺(tái)、立柱、轉(zhuǎn)臂、后臂、升降架、轉(zhuǎn)臂升降傳動(dòng)系統(tǒng)、滑臺(tái)、銑削頭、立柱支撐機(jī)構(gòu)及電器控制系統(tǒng)等組成。機(jī)床在機(jī)坑內(nèi)找正就位后,通過(guò)橫臂的升降和滑臺(tái)的移動(dòng)使銑頭靠近加工部位,調(diào)整銑頭主軸的伸縮確定切削深度,選擇合適的切削速度和進(jìn)給速度即可進(jìn)行加工。
3.3 機(jī)床性能參數(shù)
銑頭電機(jī)功率N=5.5KW,額定轉(zhuǎn)速n=960rpm。銑頭軸向移動(dòng)距離:300mm。最大切削深度2mm。
3.4 機(jī)床支撐件安裝
加工機(jī)床首先要安裝底部支撐,機(jī)床安裝好后再安裝頂部支撐,如下圖2、3所示:
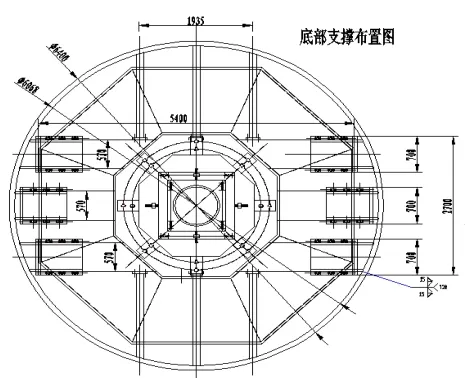
圖2 :座環(huán)加工機(jī)床底部支撐布置圖
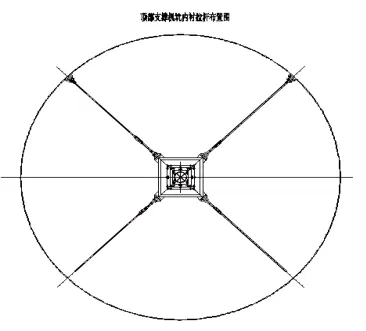
圖3 :座環(huán)加工機(jī)床頂部支撐布置圖
3.5 座環(huán)工地加工部位
座環(huán)需要在工地用專用機(jī)床加工的部位(如圖4所示)如下:
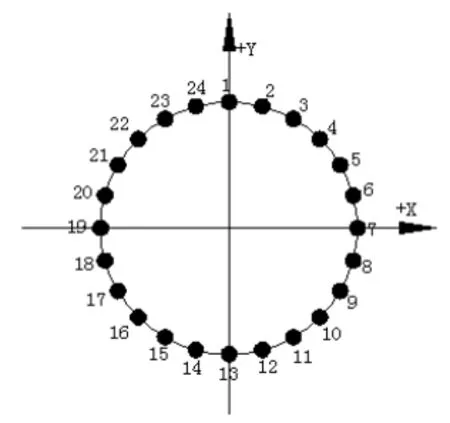
圖4 :座環(huán)水平超差機(jī)床加工部位布置圖
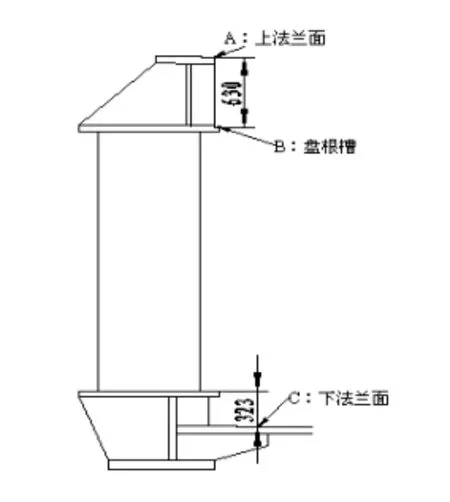
圖5 :座環(huán)水平修復(fù)后驗(yàn)收測(cè)點(diǎn)布置圖
3.6 座環(huán)工地加工工藝
3.6.1 座環(huán)工地加工所需工具
1)加工設(shè)備:座環(huán)工地加工專用機(jī)床。
2)測(cè)量工具:水準(zhǔn)儀,等高尺,內(nèi)徑千分尺,塞規(guī),平尺,卷尺等。
3.6.2 座環(huán)工地加工工藝過(guò)程
3.6.2.1平面加工
(1)采用φ160~φ200端面銑刀,在加工部位將滑梁夾緊,手動(dòng)豎直進(jìn)刀,最大切削深度不超過(guò)2mm,啟動(dòng)轉(zhuǎn)臂回轉(zhuǎn)銑削平面。銑削平面時(shí),需用水準(zhǔn)儀進(jìn)行跟蹤測(cè)量,以避免滑梁或銑頭顫動(dòng)變位造成大的加工誤差。精加工時(shí),應(yīng)當(dāng)適當(dāng)調(diào)整銑削量,確保銑削加工平穩(wěn)進(jìn)行,以滿足所加工平面的平面度及粗糙度要求。
(2)整圓加工完后,松滑梁夾緊,徑向移動(dòng)銑頭,到位后,將滑梁夾緊,繼續(xù)加工。平面粗加工后,用水準(zhǔn)儀、平尺等檢查加工面平面度,平面度符合相關(guān)標(biāo)準(zhǔn)要求。粗加工檢查合格后,才能進(jìn)行精加工。
(3)加工平面時(shí),須嚴(yán)格控制進(jìn)刀量和進(jìn)給速度,以避免加工設(shè)備發(fā)顫導(dǎo)致較大的加工誤差。并且每加工一圈后需要對(duì)加工平面進(jìn)行檢測(cè),及時(shí)對(duì)加工機(jī)床及切削用量進(jìn)行調(diào)整,保證加工質(zhì)量。
3.6.2.2內(nèi)圓面加工
(1)采用φ250單側(cè)銑銑刀,在加工部位利用滑梁水平移動(dòng)實(shí)現(xiàn)徑向進(jìn)刀,打表測(cè)量進(jìn)刀量,最大切削深度不超過(guò)2mm。徑向進(jìn)刀完成后將滑梁夾緊,手動(dòng)豎直進(jìn)刀,切削寬度為2/3切削刃寬,啟動(dòng)轉(zhuǎn)臂回轉(zhuǎn)銑削,整圓加工完后再豎直進(jìn)刀繼續(xù)加工。精加工時(shí),應(yīng)適當(dāng)調(diào)整銑削量,使銑削加工平穩(wěn)進(jìn)行,保證圓面的垂直度及粗糙度要求。
4 修復(fù)后的驗(yàn)收

表2 : 1#機(jī)座環(huán)水平修復(fù)驗(yàn)收記錄

475159816758610575058917753612674858918757612775059119759607875759120759609977060021760612107706082276161811771606237596121277060924762619結(jié)論:1#機(jī)組座環(huán)加工后,上法蘭面最高點(diǎn)與最低點(diǎn)相差0.23mm,下法蘭面最高點(diǎn)與最低點(diǎn)相差0.30mm,符合設(shè)計(jì)與規(guī)范要求的座環(huán)水平度偏差不大于0.40
5 結(jié)語(yǔ)
飛仙關(guān)水電站1#機(jī)組座環(huán)震后水平超差,通過(guò)精密加工機(jī)床現(xiàn)場(chǎng)對(duì)座環(huán)上下法蘭面水平進(jìn)行加工修復(fù),修復(fù)質(zhì)量最終滿足設(shè)計(jì)及規(guī)范要求,該修復(fù)方案操作簡(jiǎn)單、精確實(shí)用,修復(fù)合格率高,保證了該水電站后續(xù)機(jī)電安裝的質(zhì)量和進(jìn)度。
水輪發(fā)電機(jī)組安裝技術(shù)規(guī)范GB/T8564-2003
G322
:B
1007-6344(2015)06-0043-02
李超,邵陽(yáng)學(xué)院,422000,1991.10.28,男,回族,湖南省益陽(yáng)市,本科
作者簡(jiǎn)介:劉敏華(1981-),男,湖北棗陽(yáng)人,工學(xué)學(xué)士,項(xiàng)目總工程師,工程師,從事水電站機(jī)電設(shè)備安裝技術(shù)與管理工作。
猜你喜歡
美與時(shí)代·美術(shù)學(xué)刊(2022年3期)2022-04-27 01:18:15
火花(2019年12期)2019-12-26 01:00:28
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年9期)2019-11-25 07:33:02
人大建設(shè)(2019年12期)2019-05-21 02:55:32
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級(jí))(2017年10期)2017-11-08 08:39:45
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
學(xué)苑創(chuàng)造·A版(2015年11期)2016-01-14 09:03:27
中國(guó)火炬(2010年8期)2010-07-25 11:34:30
