全自動硅片清洗設備的技術改進
2015-07-04 01:42:10宋婉貞田洪濤張繼靜
電子工業專用設備 2015年10期
宋婉貞,田洪濤,張繼靜
(中國電子科技集團公司第四十五研究所,北京100176)
為了更好地滿足市場要求,設備的各方面性能也要不斷提高。相對于最初的全自動硅片清洗設備,改進之后的設備,機械臂運動控制更簡單穩定,工藝適應性更強,安全系數更高。
1 全自動硅片清洗設備簡介及工作流程
全自動硅片清洗設備一般由槽體、機械臂、人機界面和電控柜等幾部分組成,除上料下料需人工外,其余工藝動作均由機械臂來實現。電氣控制以姆龍公司CP 系列PLC、威綸觸摸屏為核心,該設備具有操作簡單、可靠性高、工藝參數修改方便等特點,自動化程度高,使用于批量生產,可確保清洗質量的一致性。
該設備由用戶手動將裝滿工件的清洗籃放到上料臺,清洗籃根據在觸摸屏上設定的程序由機械臂自動依次送到各工位,對工件進行腐蝕、清洗等工藝,工藝結束后的工件由機械臂送到下料位,最后由用戶將清洗藍取走[1]。
2 機械臂運動控制方式改進
全自動硅片清洗設備的運動控制主要是由歐姆龍PLC 的脈沖輸出指令中的定位指令PLS2 并輔助定位傳感器對機械臂進行定位,該指令說明如下:
指令概要:在按輸出端口的指定中,指定脈沖輸出量、目標頻率、加速比率、減速比率,輸出脈沖。只能為定位(獨立模式)[2]。
指令符號
操作數說明:
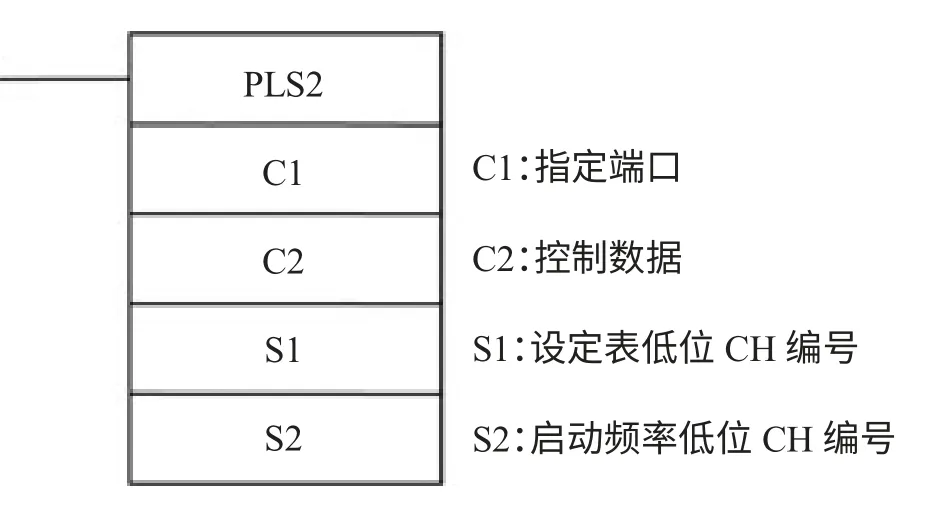
C1:端口指定
0000Hex:脈沖輸出0
0001Hex:脈沖輸出1
0002Hex:脈沖輸出2
0003Hex:脈沖輸出3
C2:模式指定
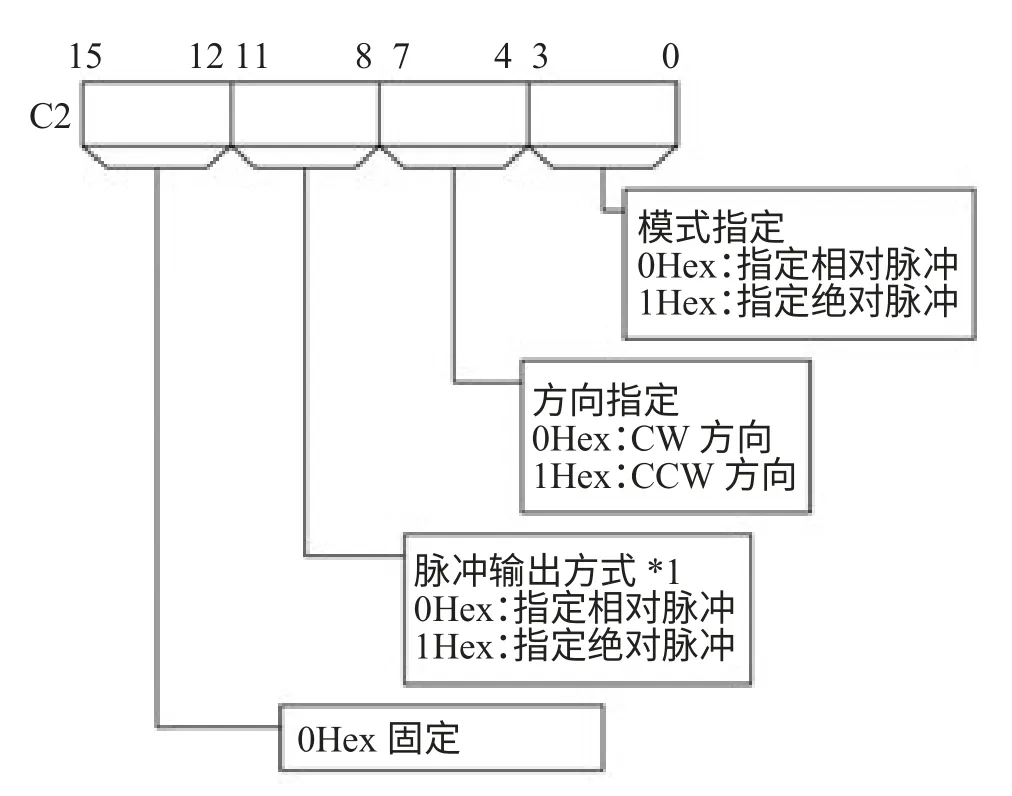
*1:在同時使用脈沖輸出0 和1 進行動作時,請使用相同的方式
S1:設定表地位CH 編號
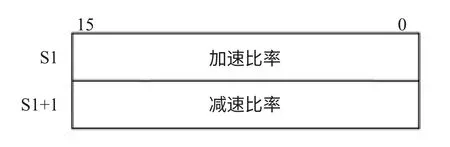
用1Hz 單位來分別指定按脈沖控制周期(4MS)的增減量
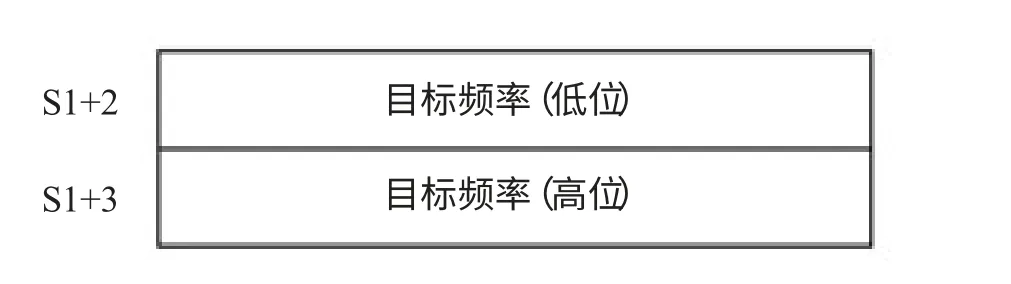
用1Hz 單位來指定加速、減速后的頻率

根據相對脈沖指定和絕對脈沖指定,在實際中輸出的移動脈沖量分別為如下所示。
相對脈沖指定時:移動脈沖量=脈沖輸出量設定值
絕對脈沖指定時:移動脈沖量=脈沖輸出量設定值-當前值
以六個槽體的全自動清洗設備為例,將上料位作為脈沖原點,其他各個工位1#~6# 槽以及下料位相對于原點的脈沖量依次存到通道地址D0、D2、D4、D6、D8、D10、D12 中,移動脈沖量存儲到D20 中。
最初的設備是用該指令的相對脈沖模式,在該模式的控制下,移動脈沖量=脈沖輸出量設定值。所以當機械臂由當前的1# 槽向目標3# 槽移動時,不僅要判斷機械臂的運行方向,用以確定PLS2 指令控制數據C2 中的方向指定是CW 方向還是CCW 方向,而且要同時將D0、D4 中的數據讀取出來,并計算出移動的脈沖量D20=D4-D0 寫到指令控制數據S1+4,S1+5 中。
改進之后的設備運用PLS2 指令的絕對脈沖模式,移動脈沖量=脈沖輸出量設定值- 當前值。當機械臂向目標位置3# 槽移動時,只需要將D4中的數據直接寫到指令控制數據S1+4,S1+5 中即可,這就大大減小了程序的復雜程度,提高了設備的穩定性。
3 工藝適應性改進
傳統全自動硅片清洗設備通常按客戶要求的工藝順序安排槽體布局,機械臂按槽體布局順序執行。此種設備針對性較強,一臺設備只適應于一種工藝流程,工藝適應性極差。
改進之后的設備針對此種弊端在工藝運行順序上做了調整,設備最多可以存儲10 套工藝流程,每套工藝流程可以隨意編輯工藝運行順序,亦可選擇性運行某些槽體,并且每個槽體的工藝運行時間及快排沖洗槽(QDR 槽)的運行模式均可編輯。此種設備在某種程度上適用于多種工藝,大大提高了設備的工藝適應性。以6 個槽體的全自動清洗設備為例,工藝運行設置如圖1所示。

圖1 參數設置界面
程序號為存儲的工藝編號;工序1~7 為工藝運行的順序,可選擇1#~6# 槽體及下料位(下料位編號為7#);1#~6# 槽時間為槽體的工藝運行時間,可設;3#、5# 槽為QDR 槽,可選擇快排沖洗(QDR)模式和溢流模式。用戶可將經常用到的幾個工藝流程提前存儲,運行時只需在界面上選擇程序號即可,如圖2所示。
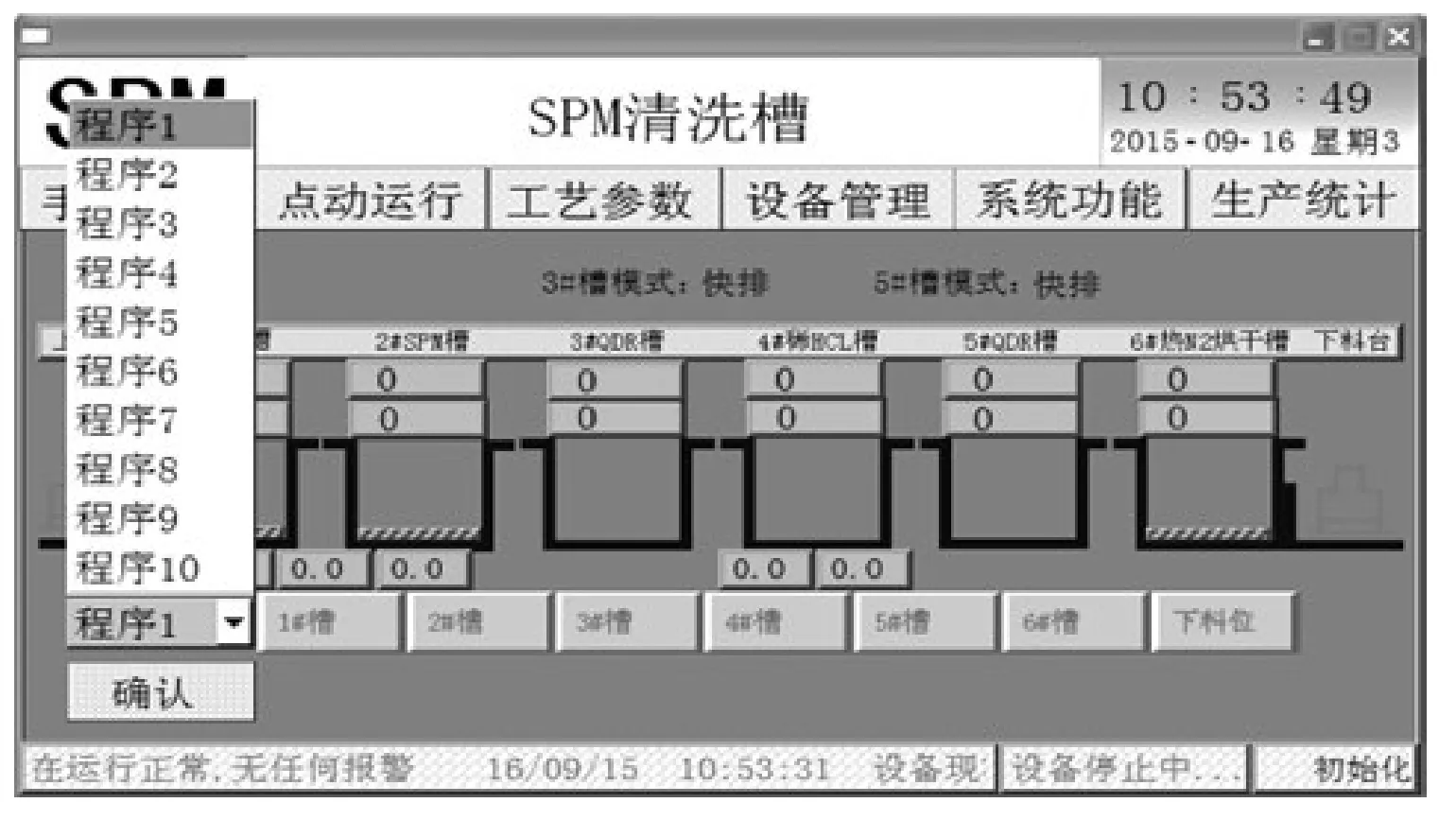
圖2 工藝運行主界面
用戶選擇程序號后點擊確認按鈕,對應的工藝順序、工藝時間及QDR 槽運行模式就會加載到界面上,確認無誤后即可運行自動程序。
4 安全性能改進
主要圍繞設備安全性和操作工安全方面進行了改進。
4.1 設備安全性
4.1.1 硬件改進
以往的設備單純用軟件標志確定機械手抓籃,但當設備運行較長時間后可能會由于震動出現機械手松動或偏差的情況,此時有很大可能出現機械手漏抓。所以單單只用軟件標志來確定機械爪是否將抓籃提起存在很大的隱患,改進之后的設備在機械手上安裝了提籃檢測裝置,用硬件信號來確定機械手抓籃顯然比軟件標志更加可靠。
4.1.2 PLC 軟件改進
機械臂在橫向或縱向運行時總會有諸多運行條件來判斷機械臂何時何地以何種方式運行,為防止機械臂壓壞提籃或槽蓋,考慮對任何可能會對機械臂、提籃、槽蓋安全有威脅的情況,改進之后的軟件在原有軟件基礎上增加了以下幾個條件:
①在機械臂平移脈沖輸出前加禁止機械臂提升脈沖輸出的條件;
②如果平移、提升電機同時有脈沖輸出就立即停止提升電機脈沖輸出,并報警提示;
③在自動狀態下,如果機械臂不在任何一個工位,提升電機有脈沖輸出同樣立即停止提升電機脈沖輸出,并報警提示;
④對有槽蓋的槽體,同時用開蓋和關蓋信號確定槽蓋的開關情況:用開蓋檢測的常開點和關蓋檢測的常閉點確定開蓋,用關蓋的常開點和開蓋的常閉點確定關蓋,防止某一路檢測開關失效或信號干擾造成的誤判。如若兩檢測開關同時有信號必須并停止機械臂下降,并報警提示。
4.2 操作工安全
一臺好的設備不僅要保證設備自身的安全性,也要考慮到操作人員的安全。改進之后的設備在機械臂兩側增加了硬件保護限位,當保護限位被觸發時,立即停止機械臂脈沖輸出,并報警提示,以防止操作人員在機械臂運動過程中將身體探入設備內部時發生危險,最大限度的保護了操作人員的人身安全。
5 總 結
隨著光伏產業的日益發展,全自動硅片清洗設備的應用已經愈來愈廣泛。該設備自動化程度高,不僅減少了人工成本而且大大提高了工作效率。改進之后的全自動硅片清洗設備,在硬件及PLC 軟件方面都做了改進,大大提高了設備的可靠性、穩定性和安全性。
[1]郁漢琪.電氣控制與可編程控制器應用技術[M].南京:東南大學出版社,2003.
[2]OMRON SYSMAC CP 系列CP1H CPU 單元編程手冊[Z].版本號Man.No.W450-E2005.7
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
當代工人(2020年8期)2020-05-25 09:07:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
科技知識動漫(2016年8期)2016-07-29 20:40:09
兒童故事畫報·發現號趣味百科(2015年12期)2016-01-25 00:41:49
銅業工程(2015年4期)2015-12-29 02:48:39
