推土機外觀質量控制淺析
2015-07-10 12:32:36張中元
建筑機械化 2015年1期
張中元,張 潤
(山推工程機械股份有限公司,山東 濟寧 272073)
推土機外觀質量控制淺析
張中元,張 潤
(山推工程機械股份有限公司,山東 濟寧 272073)
影響推土機外觀質量的因素主要有整機外觀不鮮亮、裝配間隙不均勻、焊縫缺陷、鑄件表面缺陷,本文試從工廠制造產生的產品外觀質量進行分析。
裝配;焊接;表面處理;下料;熱處理
工程機械行業的競爭日趨白熱化,而競爭層面上升到產品外觀方面,產品外觀質量問題與鑄造、焊接、裝配、表面處理等專業緊密相關,各專業或工序對工件表面狀態的改變,直接影響到表面工程技術實施的工作內容、質量、效率,推土機外觀質量需要系統性提高。
1 制造工藝對外觀質量影響
1.1 鑄造
在鑄造過程中,一般鑄件表面容易存在孔、砂眼和夾雜等缺陷,這些地方易于集聚腐蝕介質而被腐蝕,而且可能成為應力腐蝕疲勞的危險區,因此對于鑄件的表面質量提出技術要求,根據重要程度分為A、B、C三個等級,見表1,外殼體及支撐座、端蓋等鑄件等可選擇合適的無機粘結劑砂型-水玻璃砂型,以減少表面缺陷。
1.2 熱處理
對于在熱處理過程中零部件表面產生的氧化皮,需要在熱處理后,加工前進行拋丸處理,表面等級需達到Sa2.5,對有氫脆敏感性的材料,要禁止在氫氣氣氛中加熱,避免熱處理不當引起晶粒間腐蝕和應力腐蝕;對存在較大殘余應力的熱處理,應有拋丸等接觸殘余應力的措施,盡量采用可造成制件表面產生壓應力的工藝,如表面淬火等。
1.3 焊接
焊接加工時,不可避免地存在表面缺陷、金屬組織的變化和殘余應力,這些因數都將形成今后推土機腐蝕的潛在因素。焊接缺陷的影響包括焊瘤、咬邊、噴濺等,見表2。此外,焊接產生的殘余應力與焊接處的應力腐蝕破裂關系密切,這是焊接產生的殘余拉應力與腐蝕介質相互作用的結果。采用去應力退火、噴砂、錘擊等消除殘余變形的措施可消除或減少殘余應力的影響。
為防止縫隙腐蝕,盡量用對接焊而不用搭接焊,用連續焊而不用間斷焊和點焊。防止焊接中起焊和停焊位置、焊縫端部以及引弧點位置易于發生的腐蝕疲勞和應力腐蝕,應采取熱處理和噴丸強化來化解殘余應力。
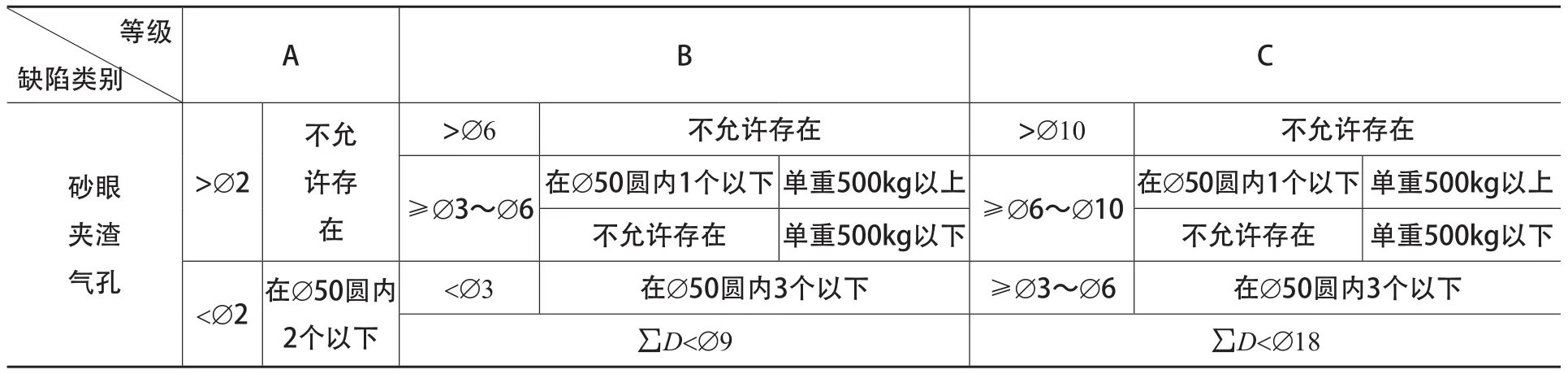
表1 鑄造缺陷標準

表2 焊縫缺陷標準
表面有漆膜、鎘鍍層的焊接件,一般要在涂裝前焊接,因工藝需求必須在涂裝后焊接的,應將涂層除掉以后才能焊接,或者在待焊處屏蔽焊接邊緣20mm寬區域;對于鋼結構焊接件不能從孔隙中完全清洗掉電解液的焊接零件不應進行電鍍,可采用涂裝或金屬噴涂的工藝;帶內腔的焊接零件(工作油箱、燃油箱)在進行電泳涂裝時,必須在箱體底部開具工藝孔以排除電泳液,并在電泳后對箱體內部進行烘干處理,避免殘余電泳液引起銹蝕。
1.4 表面處理
在推土機進行表面工程技術過程中,漆膜關鍵技術點需要嚴格控制,根據重要程度劃分A、B、C、D等級,其中外觀覆蓋件即A類標準件,要求漆膜括光澤度達到90%以上,漆膜飽滿、鮮艷亮麗,并將涂裝工藝進行全面質量管理,否則將會出現各種弊病,影響產品外觀質量。表3為典型涂裝缺陷及處理方法。
1.5 裝配
推土機在裝配時,不得用涂層、鍍層有損傷的零件,裝配過程中對已經涂裝的表面要進行保護,使用合理工位器具,使工件不會相互磕碰,禁止將零部件裸露放置在地面、隨意拋擲,防止吊裝工件時,在吊具上包裹橡膠,在需要上車時,用橡膠墊防護地板架、平衡梁。
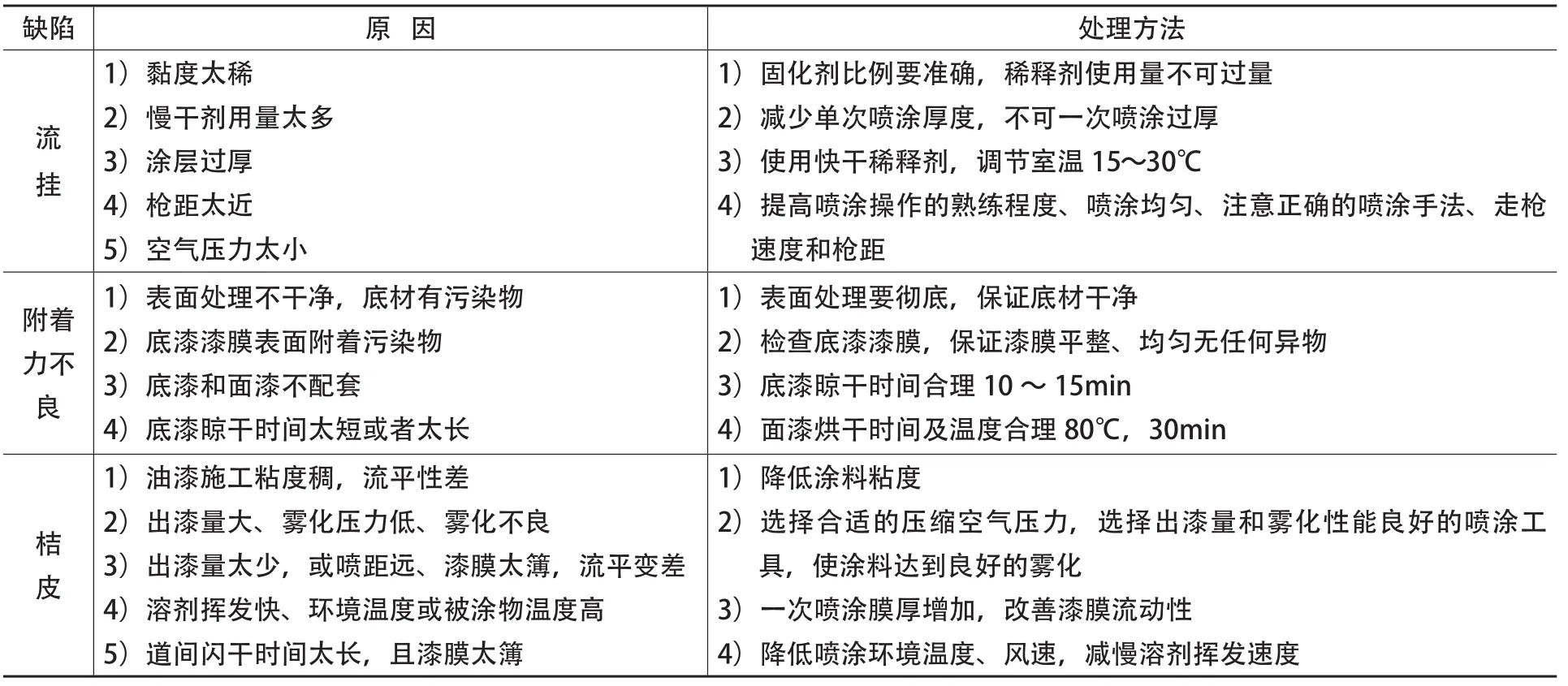
表3 典型涂裝缺陷處理方法
裝配推土機覆蓋件時不應造成過大的裝配應力,對于機罩等覆蓋件要提高設計精度,減小公差,適當增加調整墊的方法來減小裝配間隙。
2 外觀質量提升成果
經過嚴格控制各工藝流程,全面質量管理,推土機外觀質量水平顯著提高,零部件外觀質量不合格率降低90%以上,庫存在銹蝕率降低70%以上,銷售車輛因外觀質量問題發生退訂項次 降為0,在工程機械行業外觀質量具有明顯競爭優勢。
[1]張學敏.涂裝工藝學[M].北京:化學工業出版社,2002.
[2]王 力.機械制造工藝學[M].北京:中國人民大學出版社,2010.
(編輯 吳學松)
Appearance quality control of bulldozer
ZHANG Zhong-yuan, ZHANG Run
TU623+.5
B
1001-1366(2015)01-0086-03
2014-09-04
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業工程(2015年4期)2015-12-29 02:48:39
