A100鋼零件復合噴丸工藝及質量控制研究
2015-07-12 17:19:03趙勇,李博
新技術新工藝 2015年5期
趙 勇,李 博
(中航飛機起落架有限責任公司 燎原分公司,陜西 漢中 723200)
A100鋼零件復合噴丸工藝及質量控制研究
趙 勇,李 博
(中航飛機起落架有限責任公司 燎原分公司,陜西 漢中 723200)
現代飛機起落架高壽命和高可靠的特點,促使了各種新材料特別是超高強度鋼和鈦合金等材料在起落架上的廣泛應用,其中以A100和300M等超高強度鋼的應用最為典型。這類鋼具有強度高、橫向塑性及斷裂韌度高、疲勞性能優良以及抗應力腐蝕性能好等特點,但普遍對應力集中敏感,表面缺陷(如刀痕、劃傷)和外來污染會對其疲勞性能造成嚴重影響。噴丸強化作為表面強化的一種方式,其應用時間較長。超高強度鋼常規噴丸采用鑄鋼丸噴丸強化,本文主要研究A100鋼的復合噴丸工藝應用及質量控制。
起落架;超高強度鋼零件;復合噴丸;質量控制
復合噴丸工藝是為了獲得較好的殘余壓應力場和表面形貌,具體工藝順序為先采用鑄鋼彈丸進行高強度噴丸(第1次噴丸),再采用陶瓷彈丸進行低強度噴丸(第2次噴丸)。
表面強化是提高零件抗應力腐蝕和抗疲勞性能的重要手段,與其他表面強化工藝(如滾壓、表面熱處理和表面化學熱處理等)相比,噴丸強化具有設備簡單、操作方便、適應面廣、節能省時、成本低廉和效果顯著的特點。目前,國內常用鑄鋼彈丸對零件進行噴丸強化,但隨著高性能材料(如A100鋼、高強度鈦合金及高強度鋁合金等)的出現,鑄鋼彈丸噴丸強化的缺陷日益顯露,使得材料未能充分發揮出其應有的性能水平。先進的陶瓷彈丸及其噴丸工藝,恰能彌補鑄鋼彈丸及其他彈丸(如玻璃彈丸)噴丸強化帶來的缺陷。采用復合噴丸強化工藝能使得試樣的疲勞壽命更高,表面質量更好。
1 材料和人員控制
1.1 材料控制
噴丸工藝使用的工藝輔助材料(鑄鋼丸、陶瓷丸、Almen試片和篩網等)均應按照相關標準規定的項目進行復驗,復驗合格后方可投入使用。具體技術要求見表1。

表1 噴丸使用的彈丸、篩網等技術條件
1.2 人員控制
對從事噴丸強化的操作人員和檢驗人員定期進行工藝標準、檢測標準和操作要點等相關內容的培訓,考核合格后頒發具有一定時效性的崗位資格證。只有持有有效崗位資格證的人員才能從事對應的工作。對操作人員及檢驗人員應造冊登記,明確其崗位資格證編號和有效期等;同時,對崗位資格證即將到期的人員提前安排學習、培訓及換發新證的工作,確保資格證始終在有效期內。
2 設備及維護控制
2.1 設備控制
噴丸設備必須是使用微電腦或PLC控制的自動化噴丸機,并具備如下功能:1)能產生穩定的噴丸強度和均勻的覆蓋率;2)具有彈丸篩選、破碎彈丸以及變形彈丸分離裝置及除塵裝置,或經批準允許采用具有同等功能的機外獨立裝置;3)能提供一種通過控制壓縮空氣壓力或離心力推動干燥彈丸均勻流動的方法;4)離心式噴丸機的離心輪轉速應能調節;5)噴丸室內有可供零件(或噴嘴)動作的運動裝置,以使零件被噴區域的表面獲得均勻的覆蓋率;6)噴丸機應配備抽風除塵裝置,經過除塵裝置排出的氣體應符合環保要求;7)噴丸機應可提供既干燥又穩定的彈丸流,并能提供缺丸報警;8)可以自動控制對零件的噴丸時間。
2.2 維護控制
1)為保證噴丸質量,應按照設備制造商的建議定期檢查和維護設備。
2)應做好噴丸設備的工作和維護日志,詳細記錄設備的工作、原件更換和設備維修情況,以便更好地掌握設備性能,保證噴丸質量。
3 制造過程控制
工藝流程:檢驗→噴前準備→調整設備→模擬噴丸→檢驗→調整設備→噴丸強化→模擬噴丸→噴丸后處理→檢驗。
3.1 噴丸前控制
1)噴丸批生產零件前應編制詳細的工藝規程,且噴丸工藝應經過特殊過程確認。確認至少包括噴丸所用的鑄鋼彈丸及陶瓷彈丸、噴丸距離、噴嘴移動速度、彈丸流量和空氣壓力。
2)檢查噴丸零件是否在合格工藝控制試驗項目限定的周期內,應在零件噴丸前后噴打Almen試片,以驗證噴丸過程參數。當零件噴丸前后噴打的Almen試片合格后,才能認為噴丸過程參數符合要求。
3.2 噴丸工藝參數的確定及噴丸過程控制
3.2.1 零件外表面噴丸的設計要求
零件外表面復合噴丸強度要求見表2。

表2 零件外表面復合噴丸強度要求
3.2.2 噴丸工藝參數的確定
本文以A100鋼外表面的復合噴丸過程為例,來說明噴丸過程參數的確定及噴丸過程的控制。按圖1所示對復合噴丸模擬件進行試噴丸,并噴打Almen試片及繪制飽和曲線,參數見表3~表5,飽和曲線如圖2~圖4所示。

圖1 噴丸模擬試件
表3鑄鋼丸噴丸強度為0.15A~0.25A(外表面)的參數
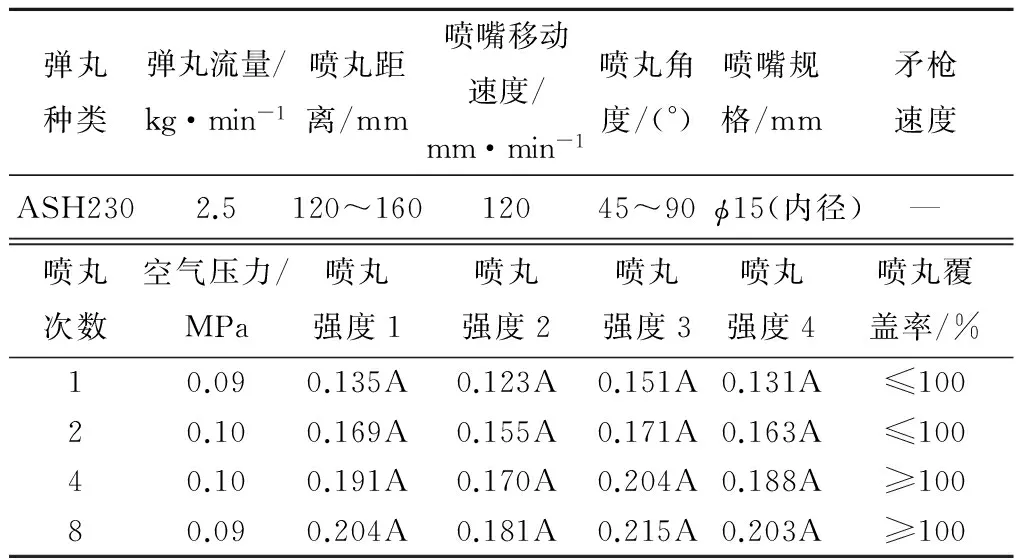
彈丸種類彈丸流量/kg·min-1噴丸距離/mm噴嘴移動速度/mm·min-1噴丸角度/(°)噴嘴規格/mm矛槍速度ASH2302.5120~16012045~90 ?15(內徑)—噴丸次數空氣壓力/MPa噴丸強度1噴丸強度2噴丸強度3噴丸強度4噴丸覆蓋率/%10.090.135A0.123A0.151A0.131A≤10020.100.169A0.155A0.171A0.163A≤10040.100.191A0.170A0.204A0.188A≥10080.090.204A0.181A0.215A0.203A≥100
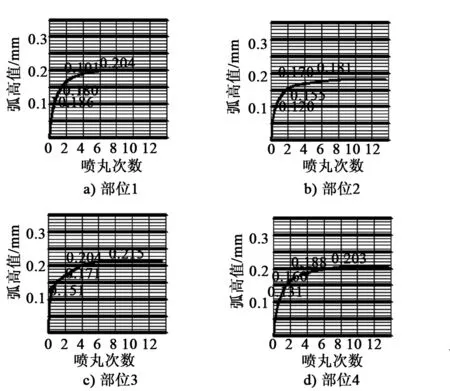
圖2 鑄鋼丸噴丸強度為0.15A~0.25A(外表面)飽和曲線圖
表4鑄鋼丸噴丸強度為0.25A~0.30A(外表面)參數
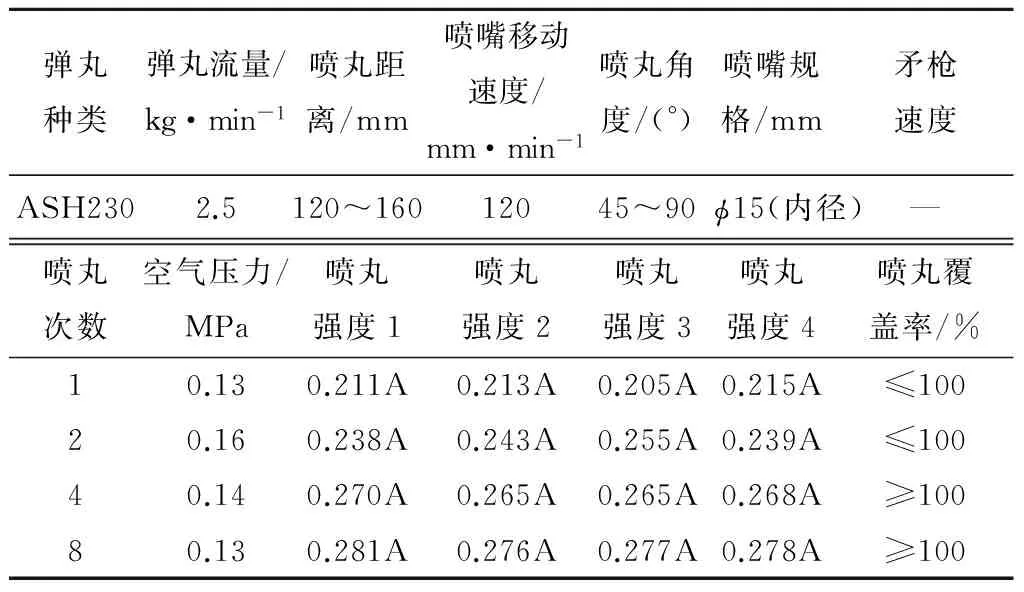
彈丸種類彈丸流量/kg·min-1噴丸距離/mm噴嘴移動速度/mm·min-1噴丸角度/(°)噴嘴規格/mm矛槍速度ASH2302.5120~16012045~90 ?15(內徑)—噴丸次數空氣壓力/MPa噴丸強度1噴丸強度2噴丸強度3噴丸強度4噴丸覆蓋率/%10.130.211A0.213A0.205A0.215A≤10020.160.238A0.243A0.255A0.239A≤10040.140.270A0.265A0.265A0.268A≥10080.130.281A0.276A0.277A0.278A≥100
圖3 鑄鋼丸噴丸強度為0.25A~0.30A(外表面)飽和曲線圖
表5陶瓷丸噴丸強度為0.08A~0.12A(外表面)的參數

彈丸種類彈丸流量/kg·min-1噴丸距離/mm噴嘴移動速度/mm·min-1噴丸角度/(°)噴嘴規格/mm矛槍速度/mm·min-1AZB3002.0120~16012045~90 ?15(內徑)120噴丸次數空氣壓力/MPa噴丸強度1噴丸強度2噴丸強度3噴丸強度4噴丸覆蓋率/%10.050.052A0.074A0.064A0.073A≤10020.050.090A0.092A0.099A0.089A≤10040.070.093A0.098A0.103A0.093A≥10080.050.099A0.101A0.108A0.096A≥100
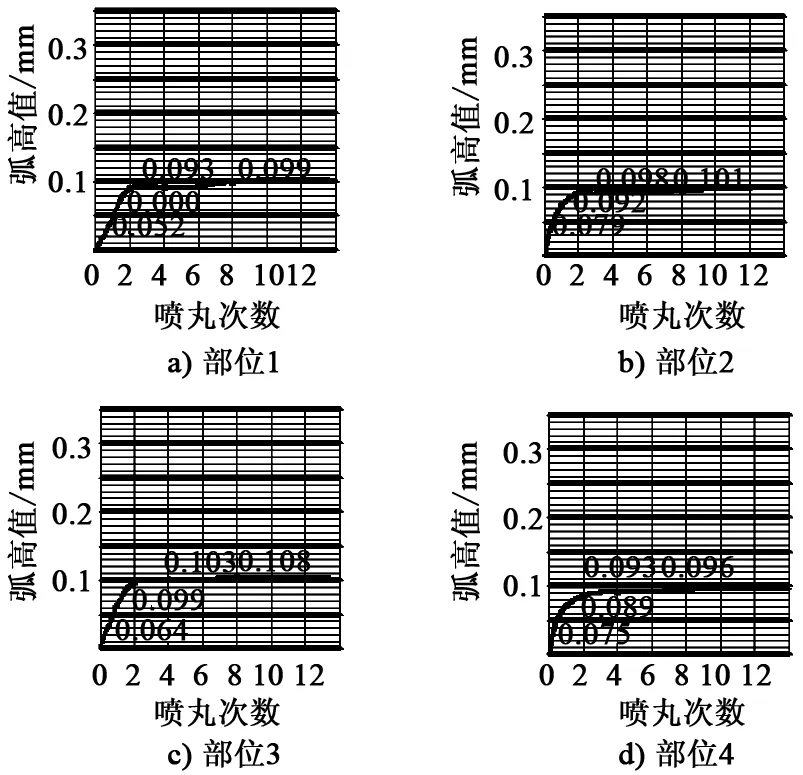
圖4 陶瓷丸噴丸強度為0.08A~0.12A(外表面)飽和曲線圖
3.2.3 噴丸過程控制
每批零件開始生產前應先進行噴丸強度驗證。若零件在8 h內完成,生產結束后最少要進行1次強度驗證,否則應每連續工作8 h最少進行1次噴丸強度驗證。每個位置試片的弧高值與曲線上目標弧高值的偏差應滿足驗證要求和工程圖樣要求的強度值。單個零件的噴丸強度值應均勻,并接近名義值,以有助于減少零件變形。強度驗證應填寫噴丸生產記錄,只有強度驗證合格后,方能進行A100鋼零件的復合噴丸。A100鋼零件噴丸前、噴鋼丸后及復合噴丸后的對比照片如圖5所示。
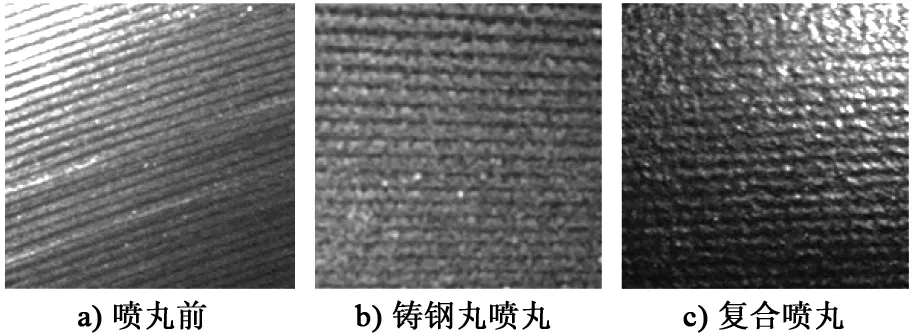
圖5 A100鋼噴丸前、后對比圖
3.3 噴丸后控制
零件噴丸后應去除彈丸或噴丸時的遮蔽物,且不能進行熱處理、應力釋放、膠接或任何加工溫度超過350 ℃的工序。噴丸后零件可采用噴丸成形和校正校形,當用其他方法校形時,校形后應進行滲透檢查。噴丸后的表面粗糙度可以通過采用輕珩磨、研磨、手工砂光或砂帶輪拋光的方法進行改善,但上述方法不能超過A型試片名義強度值的10%。若材料去除量超過限制區域,可在其后使用原噴丸時的同尺寸彈丸噴至要求的強度和覆蓋率。
4 結語
經過對A100鋼試件的復合噴丸,并且噴丸后對Almen試片進行弧高值的檢驗和覆蓋率的檢測表明,復合噴丸符合工藝要求及規范的過程控制要求。
責任編輯馬彤
ResearchonCompoundShotPeeningProcessandQualityControlofA100SteelParts
ZHAO Yong, LI Bo
(Liaoyuan Branch, AVIC Aircraft Landing Gear Co., Ltd.,Hanzhong 723200, China)
Modern landing-gear of aircraft has the characteristic of high life and high reliability, that makes each new material, especially ultra high strength steels and titanium alloy widely used in landing-gear, hereinto, and A100 and 300M ultra high strength steels are representative. This kind of steel has advantages such as high strength, high transverse plasticity and fracture, good fatigue performance and stress corrosion resistant etc.. However, they are sensitive to stress concentrate, and surface defects such as tool marks, scratches and foreign contaminations have serious effects on their fatigue performance. Shot peening is a manner used for surface strengthen with a long time, but ultra high strength steels generally use steel shots to be strengthened. This article is mainly about compound shot peening process application and quality control of A100 steel.
landing-gear,parts made of ultra high strength steels,compound shot peening,quality control

TG 688
:A
趙勇(1978-),男,工程師,主要從事飛機起落架生產過程中噴丸及焊接工藝等方面的研究。
2014-11-19
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
工業設計(2016年12期)2016-04-16 02:52:00
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:00
消費者報道(2014年7期)2014-07-31 11:23:57
