導線壓接連接的質(zhì)量控制
2015-07-12 17:18:23張冬梅
新技術新工藝 2015年4期
關鍵詞:質(zhì)量
張冬梅
(中國電子科技集團公司 第十研究所,四川 成都 610036)
導線壓接連接的質(zhì)量控制
張冬梅
(中國電子科技集團公司 第十研究所,四川 成都 610036)
導線壓接連接是通過壓力使導體間形成永久性電連接的一種工藝方法,隨著電子產(chǎn)品向便攜化、小型化和產(chǎn)業(yè)化方向的發(fā)展,導線壓接連接已經(jīng)廣泛應用于各個領域。本文對導線壓接連接機理進行了簡單介紹,闡述了影響導線壓接連接質(zhì)量的設計要素,著重按工藝控制流程,詳細介紹了工藝上對導線壓接連接的質(zhì)量控制方法和要求,為形成可靠的導線壓接連接提供了指導,并對生產(chǎn)裝配中常見的導線壓接連接缺陷及質(zhì)量問題進行了分析,以提高產(chǎn)品壓接連接的質(zhì)量。
壓接連接;壓線筒;導線;工藝流程;拉脫力
導線壓接連接是通過壓力使導體間形成永久性電連接的一種工藝方法。壓接不需要焊料和助焊劑,可在高空、井下以及火工品現(xiàn)場等無熱源和禁用電熱工具的特殊環(huán)境下采用。壓接操作方便,人為造成的失效率低,電氣連接可靠性高。隨著電子產(chǎn)品向便攜化、小型化和產(chǎn)業(yè)化方向的發(fā)展,對產(chǎn)品一致性、高可靠性及環(huán)境適應性等方面提出了更高的要求,傳統(tǒng)的錫焊工藝技術已不能保證產(chǎn)品的質(zhì)量,于是采用了可靠的壓接工藝技術來保證產(chǎn)品質(zhì)量。目前,導線壓接連接在軍工和民用產(chǎn)品中廣泛使用,并向小型化和自動化方向發(fā)展。
1 壓接連接機理
當用專用的壓接工具或設備給導線和壓接件施加適當?shù)膲毫r,導線和壓接件2種金屬緊密接觸,產(chǎn)生塑性形變。在變形的過程中,壓接部位的溫度顯著升高,引起結(jié)合部分金屬的塑性對流,破壞了2種金屬表面的氧化膜,使兩者以潔凈的金屬面緊密接觸,其接觸電阻接近于零;同時2種金屬面還產(chǎn)生擴散現(xiàn)象,從而在接觸面形成合金層,達到可靠連接。導線壓接連接的機理如圖1所示。

圖1 壓接連接機理
2 壓接連接的設計要求
2.1 壓接導線的選用
壓接連接技術中,不是任何導線都可以使用,因為沒有焊料作填充物,所以對壓接使用的導線提出了如下要求:1)用于壓接的導線應為多股絞合線,單股導線不能用于壓接;2)導線芯線材料的硬度應和壓線筒材料硬度相近;3)用于壓接連接的導線線芯應為鍍銀銅線,使用鍍錫銅線或鍍鎳導線應經(jīng)過批準,但鍍鎳導線不適用于低電壓。
2.2 壓線筒與導線的匹配
采用壓接連接工藝技術,應保證壓接件的壓線筒與導線芯線截面積匹配,通常用導線占空比來表示。導線占空比是指導線截面積與壓線筒內(nèi)孔徑截面積之比,選用適當?shù)恼伎毡葘航咏Y(jié)合點的形成與質(zhì)量有很大關系,將直接影響其抗拉強度和導電性能。占空比以50%~90%為宜,實際使用中應高一些[1]。占空比計算公式為:
δ=SS/SD×100%
式中,δ是占空比;SS是導線的截面積,單位為mm2;SD是壓線筒的內(nèi)孔徑截面積,單位為mm2。
為了保證產(chǎn)品壓接質(zhì)量,設計師在進行設計時,應根據(jù)電性能要求和壓線筒規(guī)格進行導線截面積選擇,使導線占空比滿足要求,避免在生產(chǎn)裝配階段出現(xiàn)因?qū)Ь€過細(導致壓接強度不夠)或過粗(導致導線無法放入接插件內(nèi))引起的質(zhì)量問題。常用不同規(guī)格壓線筒與導線匹配情況見表1。

表1 常用英制壓線筒規(guī)格與導線匹配表
3 導線壓接連接工藝流程及質(zhì)量控制要求
3.1 工藝流程
可靠導線壓接連接的工藝控制流程如圖2所示。

圖2 導線壓接連接工藝流程
3.2 質(zhì)量控制要求
3.2.1 壓接準備
確認導線和壓接件的型號規(guī)格是否符合技術文件的規(guī)定,檢查工位上的壓接工具是否校準有效,附件是否齊全。
3.2.2 導線端頭處理
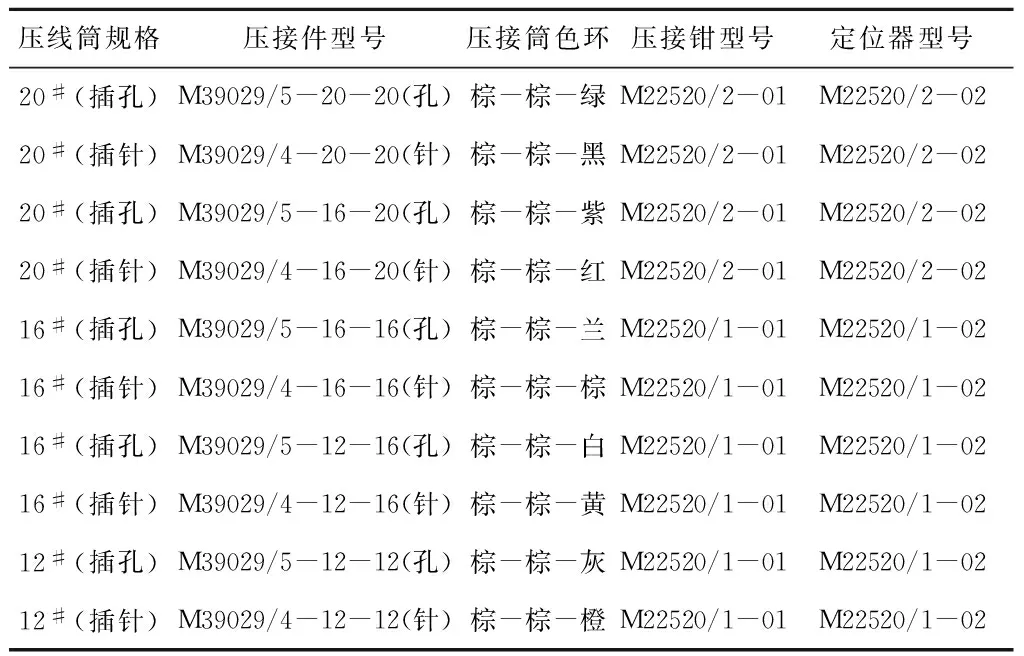
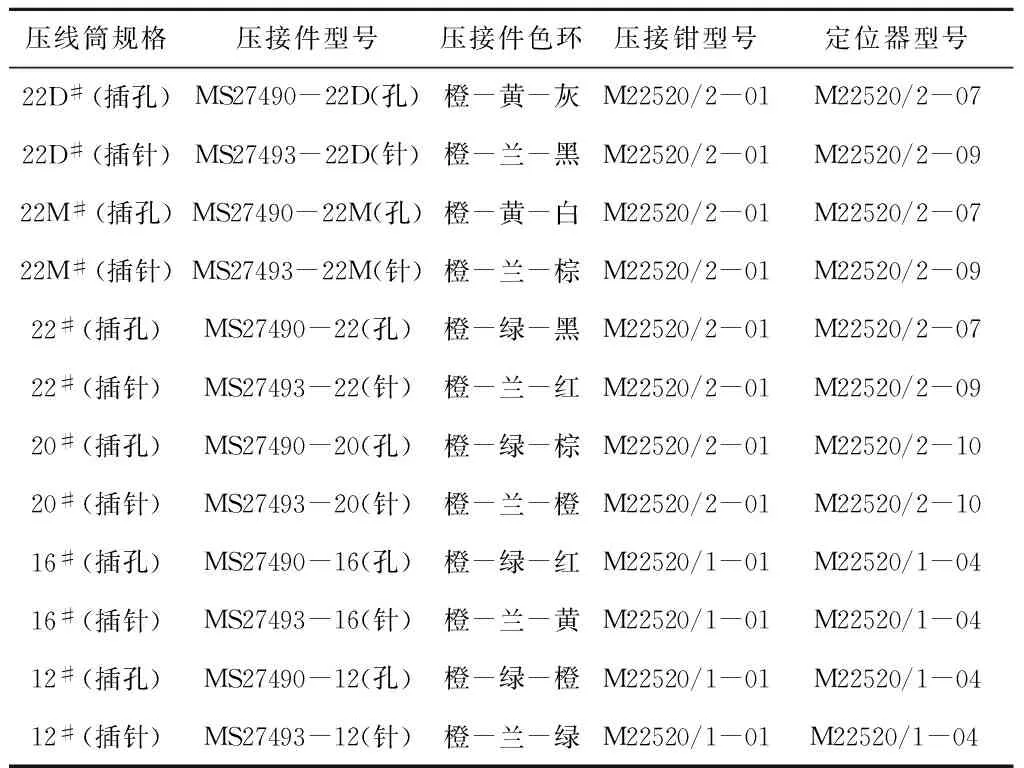
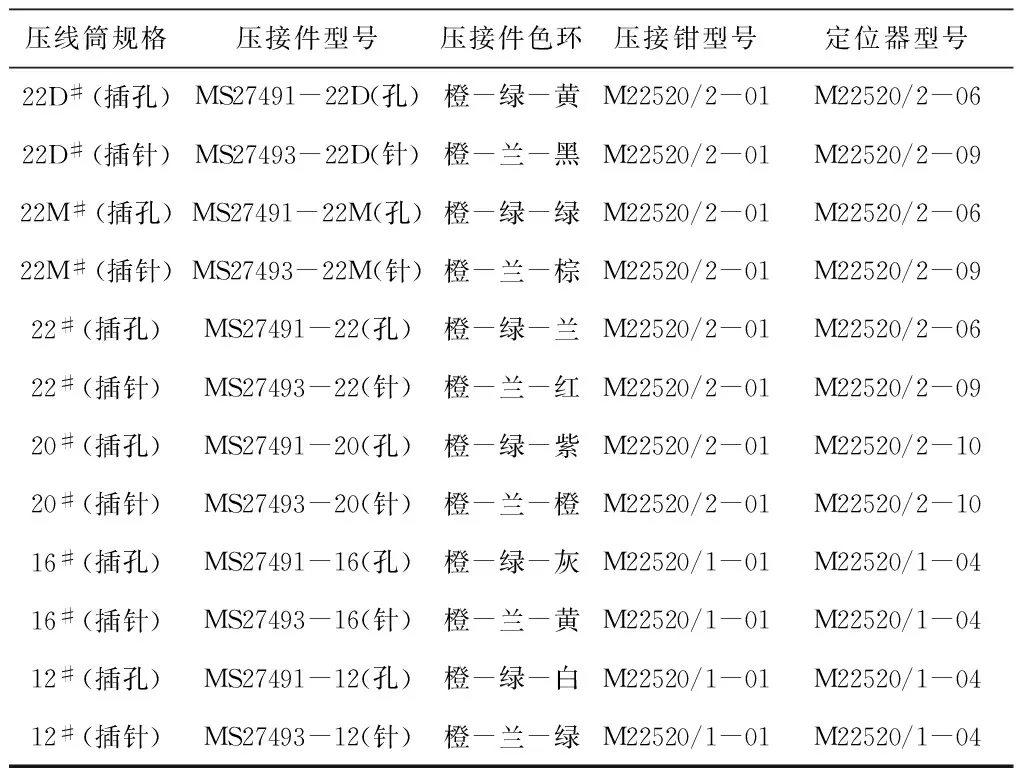
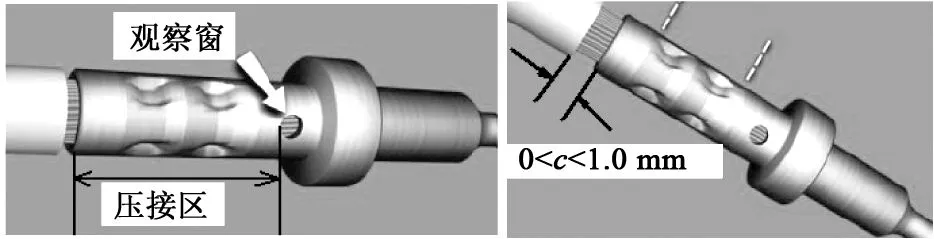
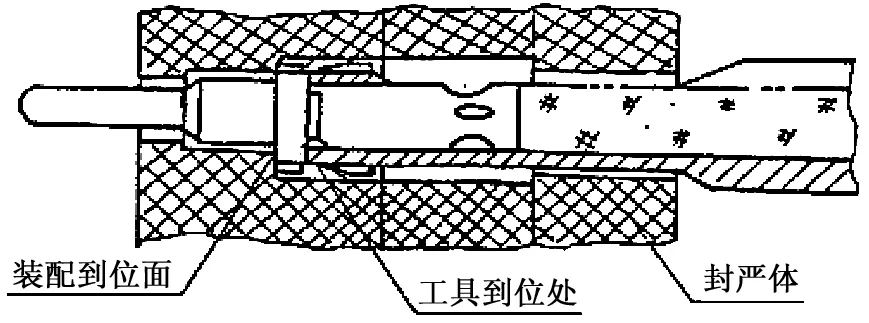
根據(jù)所選用的壓接件規(guī)格確定剝線長度l,壓線筒內(nèi)長度 圖3 合格的壓接導線端頭處理 3.2.3 壓接工具及壓接擋位選擇 導線壓接時,工具(壓接鉗、定位器)的選取是根據(jù)壓接件所屬標準系列及壓線筒規(guī)格確定的。應使用各生產(chǎn)廠家提供的標準壓接工具,不同壓接件型號、規(guī)格以及壓線筒匹配導線應選用的壓接擋位在定位器上已標注(見圖4)。只有選擇正確的壓接工具,并選用其匹配導線規(guī)定的壓接檔位進行壓接操作,才能保證產(chǎn)品壓接的質(zhì)量,防止出現(xiàn)欠壓(造成芯線松動和壓線筒壓痕過淺)或過壓(造成芯線壓斷和壓接筒壓痕過深)等問題。目前,經(jīng)常使用的壓接連接器有GJB 598 II(MIL-C-26482II)和GJB 599A(MIL-C-38999)I、II、III系列。這些常用壓接連接器中的壓接件與導線壓接時,應選用的壓接鉗、定位器見表2、表3和表4。 圖4 定位器上壓線筒規(guī)格與不同導線匹配對應的壓接擋位選擇表 表2 GJB 598 II(MIL-C-26482II)系列壓接連接器壓接件的壓接工具選擇 壓線筒規(guī)格壓接件型號壓接筒色環(huán)壓接鉗型號定位器型號20#(插孔)M39029/5-20-20(孔)棕-棕-綠M22520/2-01M22520/2-0220#(插針)M39029/4-20-20(針)棕-棕-黑M22520/2-01M22520/2-0220#(插孔)M39029/5-16-20(孔)棕-棕-紫M22520/2-01M22520/2-0220#(插針)M39029/4-16-20(針)棕-棕-紅M22520/2-01M22520/2-0216#(插孔)M39029/5-16-16(孔)棕-棕-蘭M22520/1-01M22520/1-0216#(插針)M39029/4-16-16(針)棕-棕-棕M22520/1-01M22520/1-0216#(插孔)M39029/5-12-16(孔)棕-棕-白M22520/1-01M22520/1-0216#(插針)M39029/4-12-16(針)棕-棕-黃M22520/1-01M22520/1-0212#(插孔)M39029/5-12-12(孔)棕-棕-灰M22520/1-01M22520/1-0212#(插針)M39029/4-12-12(針)棕-棕-橙M22520/1-01M22520/1-02 表3 GJB 599A(MIL-C-38999)I、III系列壓接連接器壓接件的壓接工具選擇 壓線筒規(guī)格壓接件型號壓接件色環(huán)壓接鉗型號定位器型號22D#(插孔)MS27490-22D(孔)橙-黃-灰M22520/2-01M22520/2-0722D#(插針)MS27493-22D(針)橙-蘭-黑M22520/2-01M22520/2-0922M#(插孔)MS27490-22M(孔)橙-黃-白M22520/2-01M22520/2-0722M#(插針)MS27493-22M(針)橙-蘭-棕M22520/2-01M22520/2-0922#(插孔)MS27490-22(孔)橙-綠-黑M22520/2-01M22520/2-0722#(插針)MS27493-22(針)橙-蘭-紅M22520/2-01M22520/2-0920#(插孔)MS27490-20(孔)橙-綠-棕M22520/2-01M22520/2-1020#(插針)MS27493-20(針)橙-蘭-橙M22520/2-01M22520/2-1016#(插孔)MS27490-16(孔)橙-綠-紅M22520/1-01M22520/1-0416#(插針)MS27493-16(針)橙-蘭-黃M22520/1-01M22520/1-0412#(插孔)MS27490-12(孔)橙-綠-橙M22520/1-01M22520/1-0412#(插針)MS27493-12(針)橙-蘭-綠M22520/1-01M22520/1-04 表4 GJB 599A(MIL-C-38999)II系列壓接連接器壓接件的壓接工具選擇 3.2.4 導線壓接 松開壓接鉗手柄,將端頭處理好的導線芯線插入壓接件的壓線筒內(nèi),并從觀察孔能目視到導線芯線,然后把安裝好導線的壓接件放入壓接工具的定位器孔內(nèi)。放入時,使壓接件端部接觸定位器孔底,并且導線與壓接件不能移位,然后用力握壓手柄,一次到位,使壓頭達到預定位置時松開壓接手柄,取出壓接連接件。 壓接操作過程具有一壓定質(zhì)量的特點,過程中不能測量再加工,不能返修;因此,壓接操作應由一個壓接全周期完成,避免重復壓接,不允許有重疊壓痕,嚴禁對因壓接而彎曲變形的壓線筒進行校直,并且壓接過程中不能損傷導線絕緣層和壓線筒。 3.2.5 壓接質(zhì)量檢查 導線與壓線筒壓接后形成壓接連接件,在其裝配到連接器前應進行壓接件外觀、壓接裂紋、壓痕位置和線芯裸露長度的檢查,必要時還應進行抗拉強度及壓接電阻等參數(shù)檢測。目視或用3~5倍的放大鏡檢查導線壓接連接件的外觀質(zhì)量,應符合下述規(guī)定:1)導線在壓線筒的位置應符合圖5所示的規(guī)定,其中,0 圖5 合格壓接連接件示意圖 3.2.6 壓接連接件裝配 壓接連接件檢測合格后,應采用專用的送線工具,將壓接好的帶導線接觸件裝配到連接器上。其操作步驟如下:1)在壓接件送入連接器之前,先將尾部附件從連接器上卸下,將壓接好的導線束裝入尾部附件;2)將壓接好的導線放入壓接件裝卸工具彩色的一端,使裝入工具頂端支承在壓接件的大臺階上,裝入時應先從連接器的中心孔往外裝;3)將頂著壓接件臺階的工具從封線體的孔內(nèi)垂直送入連接器;4)當聽到清晰的聲音時,表示壓接件裝配到位了(見圖6),即絕緣體內(nèi)的齒套將壓接件的臺階支承住了;5)取出裝卸工具,用手輕輕地往外拉導線,壓接件不拉出即可;6)所有的壓接件裝配到位后,將尾部附件旋好。 圖6 壓接件裝配到位示意圖 壓接連接器品種規(guī)格多,適用范圍廣,影響其壓接件壓接及裝配的因素眾多。常見質(zhì)量問題及解決措施見表5[2]。 表5 常見質(zhì)量問題及解決措施 圖7 常見壓接質(zhì)量問題 隨著電子產(chǎn)品向便攜化、小型化和產(chǎn)業(yè)化方向的發(fā)展,壓接連接越來越普遍。提高導線壓接連接的質(zhì)量和可靠性,一方面需要設計人員按壓接連接設計要素進行合理設計,另一方面需要工藝人員制定合理的壓接工藝流程和質(zhì)量控制要求,還要求操作人員熟練掌握相關的壓接技能及操作方法。另外,了解常見導線壓接連接的故障原因,對解決生產(chǎn)過程中遇到的壓接連接問題,提高壓接連接質(zhì)量,降低生產(chǎn)成本,具有十分重要的意義。 [1] 徐英.壓接連接工藝技術研究[J].電子工藝技術,2005,26(1):21-22. [2] 魏建.壓接工藝及裝配技巧[J].電子工藝技術,2008,29(2):89-90. 責任編輯馬彤 QualityControlofWireCrimpingConnection ZHANG Dongmei (The 10thInstitute of CETC,Chengdu 610036,China) Wire crimping connection is through the pressure to make a process for permanent forming an electrical connection between conductors. With the rapid development of electronic products to the portable, miniaturization and industrialization direction, wire crimping has been widely used in every field. At the beginning of the article the wire crimping connection mechanism are introduced. Then the influence of design elements of wire crimping connection quality was explained. In the paper, according to the assembly process the quality control methods and requirements for wire crimping are described in details, so that the guidance can be provided to form a reliable wire crimping connections. The common defects and quality problems in the assembly process are analyzed, for that the product quality of wire crimping can be improved. crimped connection,crimped barrel,wire,assembly process,pull-off strength TN 805 :A 張冬梅(1972-),女,工程師,主要從事電子裝聯(lián)工藝技術等方面的研究。 2014-10-09

4 壓接連接易產(chǎn)生的質(zhì)量問題及解決措施


5 結(jié)語
 猜你喜歡
中學生數(shù)理化·中考版(2022年10期)2022-11-10 09:37:42中學生數(shù)理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42中學生數(shù)理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08中學生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48中國生殖健康(2019年2期)2019-08-23 08:12:08石油化工建設(2018年6期)2018-04-22 03:16:54產(chǎn)品可靠性報告(2017年7期)2017-09-05 09:49:12中學生數(shù)理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38汽車觀察(2016年3期)2016-02-28 13:16:26民生周刊(2014年7期)2014-03-28 01:30:54
猜你喜歡
中學生數(shù)理化·中考版(2022年10期)2022-11-10 09:37:42中學生數(shù)理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42中學生數(shù)理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08中學生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48中國生殖健康(2019年2期)2019-08-23 08:12:08石油化工建設(2018年6期)2018-04-22 03:16:54產(chǎn)品可靠性報告(2017年7期)2017-09-05 09:49:12中學生數(shù)理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38汽車觀察(2016年3期)2016-02-28 13:16:26民生周刊(2014年7期)2014-03-28 01:30:54
