面曝光快速成形系統中涂層技術的研究* *
2015-07-13 07:47:04王亞寧胥光申巨孔亮金礦礦
制造技術與機床 2015年1期
關鍵詞:系統
王亞寧 胥光申 巨孔亮 金礦礦 羅 聲
(西安工程大學機電工程學院,陜西 西安710048)
面曝光快速成形技術是近幾年發展起來的一種制作高精度小尺寸零件的快速成形技術。每一個制件都由層厚相同或不同的薄片堆積而成。每一層的厚度由涂層厚度決定。在制作時,通過視圖發生器在液態光敏脂表面生成掩模,實現樹脂的選擇性固化。為保證制件在堆積方向的精度,必須控制涂層厚度,使涂層厚度與制件分層厚度相等。
目前,國內外學者針對光固化快速成形系統的涂層技術做了大量研究:趙萬華[2]教授提出了瀑布式涂層系統,當一層樹脂固化后,工作臺下降一層,儲液槽中的樹脂通過刮板中部的間隙涂覆在工件的上表面,通過刮板進行刮平運動,刮走多余的樹脂,修平樹脂液面并使液面盡快達到平衡狀態。胥光申[3]等提出了無擾動活塞式涂層工藝,并進一步提出了動態優化涂層參數的新型涂層工藝。利用該涂層工藝,既提高了
涂層厚度的均勻性,也提高了制件堆積方向尺寸精度和結構特征的位置精度。吳懋亮[4]博士研究了刮刀參數(刮刀間隙、刮刀速度)對涂層厚度的影響,并針對涂層厚度的波動對刮刀間隙進行了優化。Renap K 和Kruth J P[5]通過試驗得出了涂層參數對涂層質量的影響,并提出利用不同的刮削速度可提高具有陷阱結構制件的制作精度。
但是,以上研究均是針對與它們各自相對應的快速成形系統而設計相應涂層系統,不同的涂層系統各有特點,涂層性能也有差異,因此其結論并不能直接應用到面曝光快速成形系統當中。本文針對面曝光成形系統的要求設計了一種浸入式涂層系統,并對其涂層性能進行研究,得出了涂層參數與涂層厚度的關系。基于該關系,可通過控制涂層參數實現較高的涂層精度。
1 涂層系統的組成
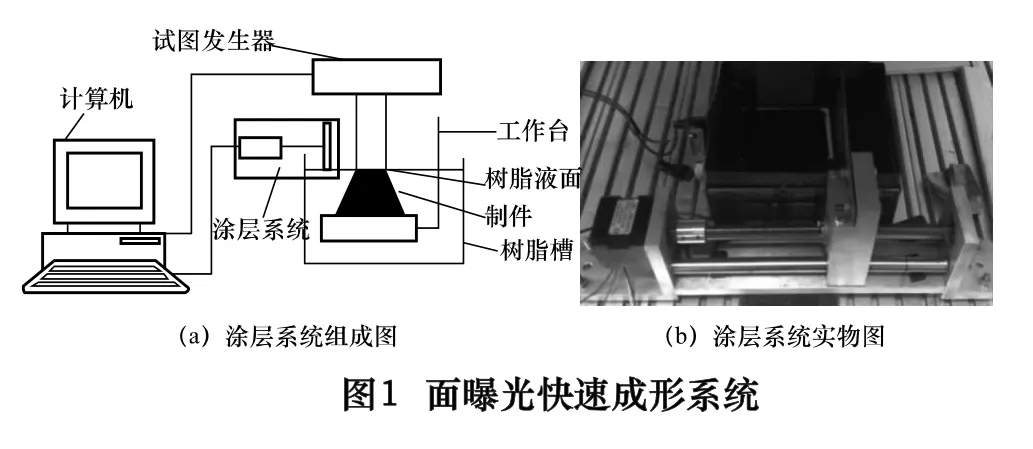
本文針對面曝光快速成形系統的要求設計了一種浸入式涂層系統。如圖1 所示是面曝光快速成形系統由計算機、試圖發生器、工作臺和涂層系統等組成。其中涂層系統由樹脂槽、步進電動機、絲桿、刮刀、導軌等組成。該涂層系統工作時,需將刮刀調整至與樹脂液面平齊。涂層過程為:首先,當一層樹脂完成曝光固化后,升降工作臺先下降一定高度并使工作臺在液態樹脂中作短暫停留,讓樹脂槽內的樹脂流到工作臺上。其次,升降工作臺再上升一定高度(下降高度比上升高度多1 個層厚)。之后,刮刀拖拽樹脂流動在已固化層上形成樹脂薄層。最后,進行曝光固化。如此循環進行,直至制件成形完成。
2 涂層的形成
如圖2 所示為浸入式涂層工藝中樹脂層的形成過程:
(1)如圖2a 所示,當掩模圖形對樹脂進行選擇固化結束后,制件的已固化層與液面平齊。
(2)如圖2b 所示,工作臺下降一定距離,并在液態樹脂中短暫停留。
(3)如圖2c 所示,工作臺上升一定距離(上升距離比下降距離少一個分層厚度),由于樹脂本身的粘性造成的內摩擦阻力以及液態樹脂表面張力的作用,使液態樹脂不會完全自動流平,在制件上形成樹脂堆積。
(4)如圖2d 所示,刮刀做刮削運動,樹脂在刮刀的拖拽下流動。當遠離制件時,刮刀前端樹脂堆積不明顯,樹脂流動以剪切流動為主。
(5)如圖2e 所示,當刮刀接近制件時,被刮刀拖曳的樹脂遭遇制件阻礙后,在刮刀的前端形成堆積。當刮刀運動到制件上方時,樹脂的流動可分為兩部分:一部分是在刮刀的拖拽下產生的剪切流動,另一部分是在刮刀前端堆積的樹脂的作用下產生的壓力流動。
(6)如圖2f 所示,刮刀刮削運動結束后,制件上形成樹脂薄層,等待掩模圖形選擇曝光固化形成樹脂涂層。
3 涂層厚度模型的建立
刮刀做刮削運動時,則刮刀底面與已固化層之間的液體流動可近似為不可壓縮粘性流體在兩平行板間的流動[3]。如圖3 所示,兩平行板間充滿不可壓縮粘性流體,下板不動,上板以速度U 向x 方向勻速運動,兩板間距為2b,假設涂層時兩板間樹脂溫度分布均勻,樹脂流動是層流。設沿x 方向壓強梯度為常數。則兩平行板間液體沿y 方向的速度分布u 為[7]:式中:L 為上板實際長度(刮刀厚度);p1、p2分別為1、2處的壓力;μ 為液體粘度。由式(1)可得出不可壓縮粘性流體在兩平行板間的流動由兩部分線性疊加組成,一部分是壓力流動,速度呈拋物線分布;另一部分由上平板拖動的純剪切流動,速度呈線性分布[7]。
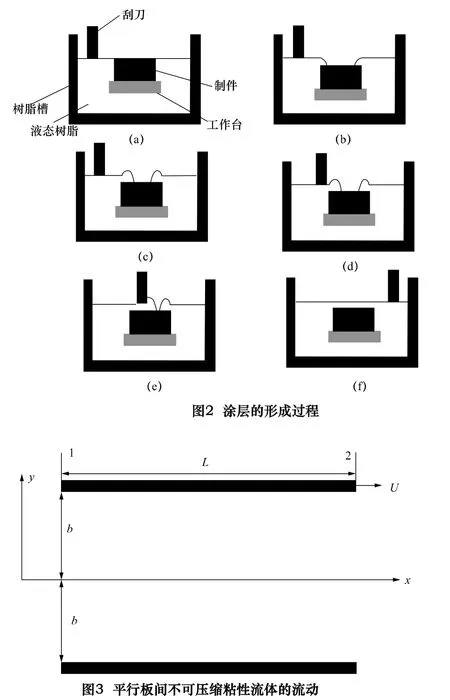

圖4 是刮刀底面與制件上表面之間樹脂流動的示意圖。假設刮刀底部與制件間隙中樹脂流動滿足兩平行平板間的粘性流動條件,則間隙中樹脂的速度分布服從式(1)。圖4 中樹脂沉積在m - m 截面處,在已固化面上形成涂層(涂層的厚度為h),涂層過程中刮刀相對已固化層的速度為U,兩板間樹脂相對于已固化層速度為u,則兩板間樹脂相對于刮刀的速度v 為:
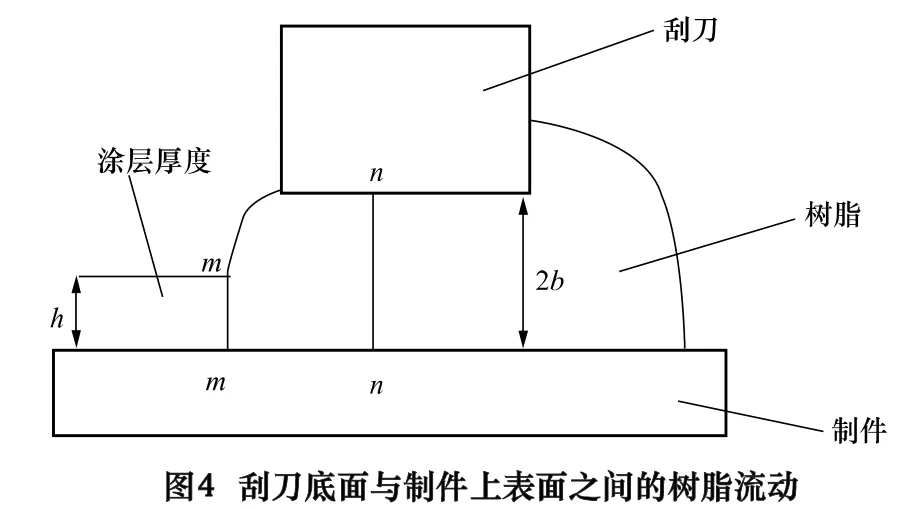

則m-m 截面處單位寬度體積樹脂相對于刮刀流量為:

n-n 截面處單位寬度體積樹脂相對于刮刀流量為:

由于沒有其他樹脂流入,所以q1=q2。由此,可得涂層厚度為

由式(5)可知,涂層厚度是剪切流形成的樹脂層厚度和壓力流形成的樹脂層厚度線性疊加而成的。若p2-p1=0,刮刀間隙兩端的壓力差為零,即刮刀前端無樹脂堆積,樹脂的涂鋪僅依靠刮刀底面對樹脂拖曳造成的純剪切流動實現,這時涂層厚度恰好為刮刀間隙的一半。由浸入式涂層系統涂層過程可知:刮刀前端樹脂堆積必然存在,即p2-p1>0。因此,影響涂層厚度的參數主要有刮刀間隙,刮削速度,刮刀厚度,刮刀前后兩端壓力差以及樹脂粘度等。
4 涂層參數對涂層厚度影響的研究
4.1 試驗目的
由快速成形的累加特性看,涂層質量決定了制件的堆積方向精度。想要提高制件的堆積方向精度,就應使涂層厚度等于分層厚度。通過試驗的方法得出了涂層參數與涂層厚度的關系。基于該關系,可通過改變涂層參數有效控制涂層厚度,提高制件的堆積方向精度。
4.2 試驗方法
在不同的涂層參數條件下制作臺階狀的制件(圖5 所示),用顯微鏡測量制件不同位置的涂層厚度。比較同一參數取不同值時涂層厚度的變化。由于單層涂層厚度h 變化有隨機性,因此,采用20 層的平均層厚表征涂層厚度。
4.2.1 刮刀間隙對涂層厚度的影響
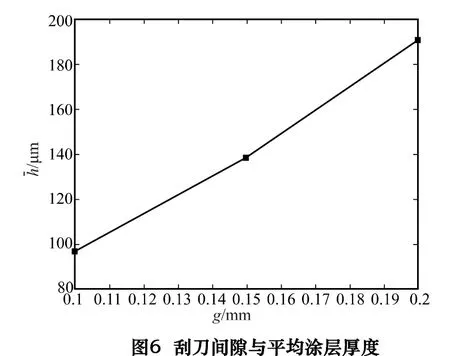
表1 是刮刀間隙g 取不同值時測量的實際涂層厚度h 及平均層厚數據。圖6 是刮刀間隙與平均涂層厚度的關系圖線。由圖6 可見,隨刮刀間隙的增大,平均涂層厚度隨之增大。由表1 中數據可見,涂層厚度約等于刮刀間隙,當刮刀間隙由0.1 mm 增加到0.2 mm 時,平均涂層厚度增加了97. 5%。
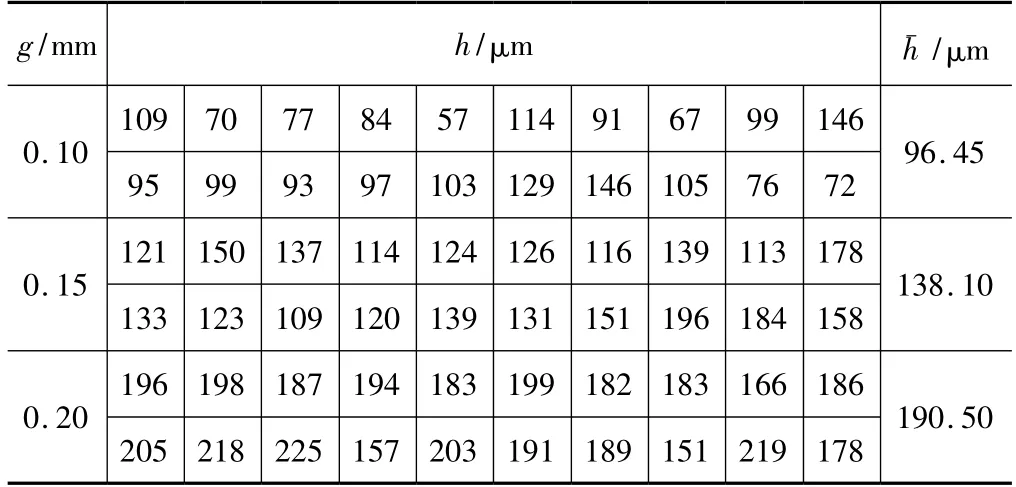
表1 不同刮刀間隙時的涂層厚度
4.2.2 刮削次數對涂層厚度的影響
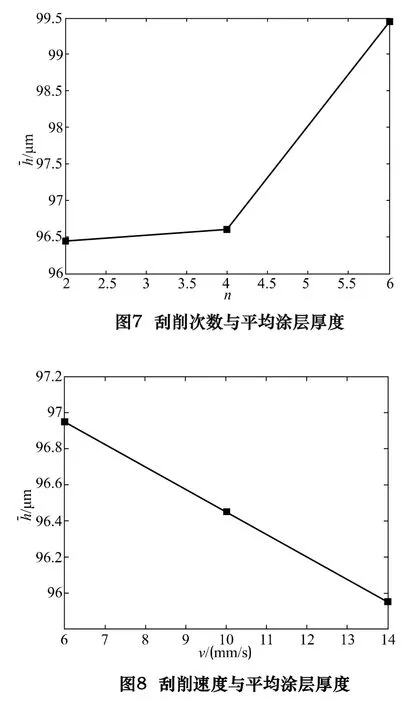
表2 是刮削次數n 取不同值時測量的實際涂層厚度h 及平均層厚h-數據。圖7 是刮削次數與平均涂層厚度的關系圖線。由圖7 可見,隨刮削次數增加,平均涂層厚度隨之增大。由表中數據可見,當刮削次數由2提高到6 時,平均涂層厚度增加了3.1%,增大幅度不明顯。
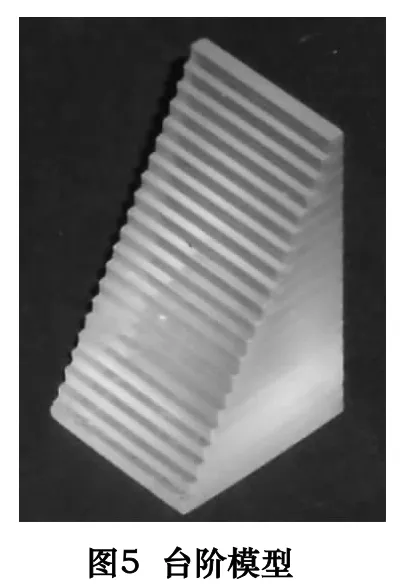
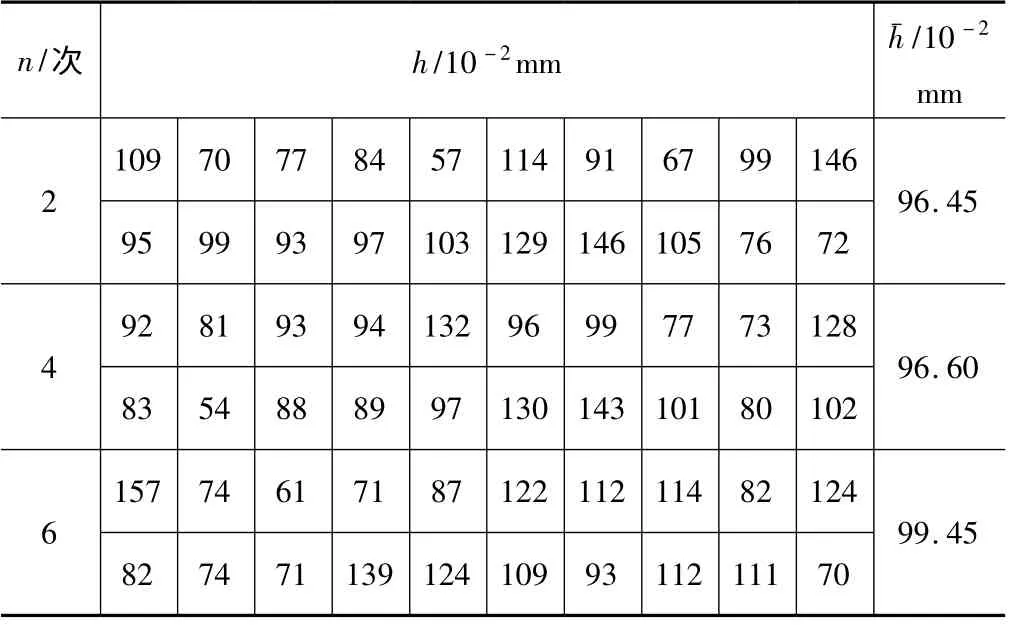
表2 不同刮削次數時的涂層厚度
4.2.3 刮削速度對涂層厚度的影響
表3 是刮削速度v 取不同值時測量的實際涂層厚度h 及平均層厚數據。圖8 是刮削速度與平均涂層厚度的關系圖線。由圖8 可見,隨刮削速度的增大,平均涂層厚度隨之減小。由表3 中數據可見,刮削速度由6 mm/s 提高到14 mm/s 時,平均涂層厚度減小了1%,變化幅度較小。
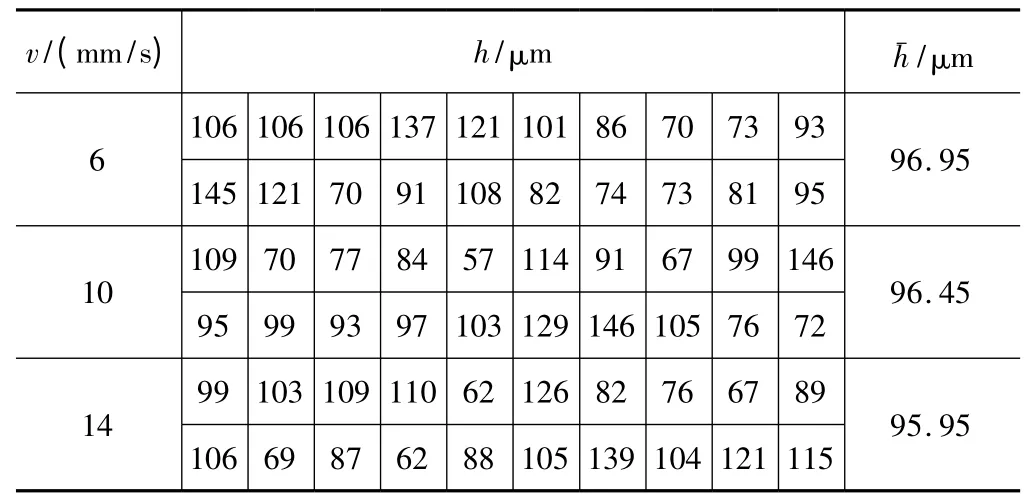
表3 不同刮削速度時的涂層厚度
5 制件高度對涂層厚度的影響
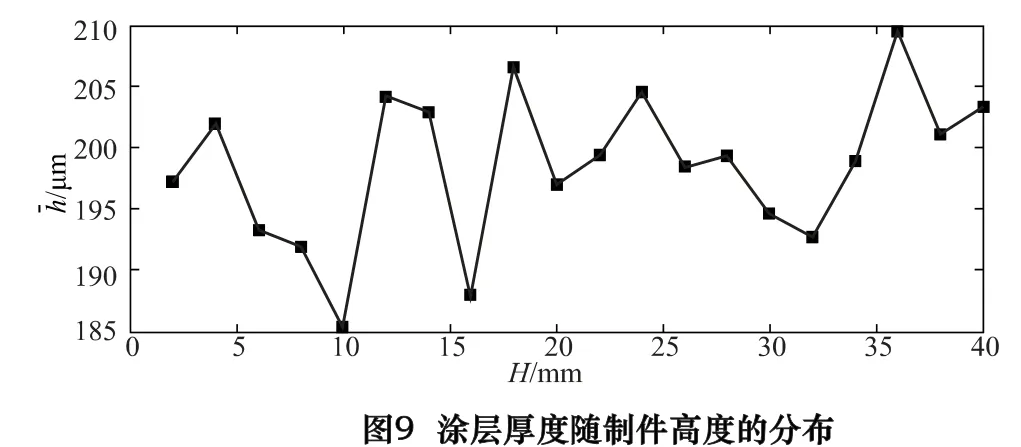
為了觀察本文所提出的涂層系統是否存在涂層厚度隨制件高度產生變化的問題,制作一個如圖5 所示的臺階模型,該模型高40 mm,分層厚度0.2 mm,制作條件為:刮刀間隙:0.2 mm,刮削次數:2 次,刮削速度:10 mm/s。將該制件清洗干凈后,在顯微鏡下測量其涂層厚度,比較不同高度處的涂層厚度。采用10 層的平均層厚表征涂層厚度。表4 為在不同制件高度處測得的平均涂層厚度。圖9 是涂層厚度隨制件高度的分布。由表4 中數據可見,隨著制件高度的增加,平均涂層厚度圍繞0.2 mm 上下波動。在40 mm 的高度內,涂層厚度與分層厚度的最大偏差為14.7 μm,為分層厚度的7.35%。以上結果表明該涂層系統中涂層厚度沒有隨制件高度的增加出現明顯的變化趨勢。

表4 不同制件高度處測得的平均涂層厚度
分層厚度為0.2 mm。制作條件:刮刀間隙為0.2 mm;刮削次數為2 次;刮削速度為10 mm/s;工作臺下降距離為3.2 mm。
6 試驗結果討論
6. 1 刮刀間隙對涂層厚度的影響
刮刀間隙增大,即式(5)中b 增大,由式(5)可得,涂層厚度h 隨b 的增大而增大,因此,涂層厚度隨刮刀間隙的增大而增大。在大多數涂層系統中,涂層厚度約等于刮刀間隙的一半[3,5]。而在本文所提出的涂層系統中,涂層厚度約等于刮刀間隙。這主要是由于:①在大多數涂層系統中刮刀厚度L 遠遠大于刮刀間隙2b,而在本文提出的涂層系統中刮刀厚度為1 mm,刮刀間隙介于0.1 mm 到0.2 mm 之間,不滿足L >>2b。②大多數涂層系統中的刮削速度U 在40 mm/s 以上,而本試驗中U 介于4 mm/s 到16 mm/s 之間,相比之下,刮削速度較小。在這兩個原因的共同作用下,使由壓力流引起的涂層厚度變得較大,不可忽略。因此,涂層厚度不等于刮刀間隙的一半。
6.2 刮削次數對涂層厚度的影響
涂層系統工作時,刮刀要刮削過樹脂槽液面,由于刮刀與樹脂槽內的樹脂液面有接觸,每刮削一次,樹脂槽內總會有一部分樹脂由于刮刀的拖曳而產生剪切流動,當刮刀運動到工作臺范圍時,隨刮刀流動的樹脂會堆積在刮刀前端,使得刮刀兩端的壓差增大,即式(5)中p2-p1增大,由式(5)可得涂層厚度h 隨p2-p1的增大而增大。因此,涂層厚度隨刮削次數的增大而增大。
6.3 刮削速度對涂層厚度的影響
刮削速度增大,即式(5)中U 增大,由式(5)可得,涂層厚度h 隨U 的增大而減小,因此,涂層厚度隨刮削速度的增大而減小。在本系統中,涂層厚度有隨刮削速度增大而減小的趨勢,但其變化成都不明顯。其主要原因是:試驗中刮削速度變化范圍小。
以上試驗結果表明,影響涂層厚度的主要參數是刮刀間隙。在本涂層系統中,涂層厚度等于刮刀間隙。故涂層厚度更易控制。
7 結論
(1)應用流體力學理論得到了浸入式涂層系統的涂層厚度模型,得出涂層厚度受刮刀間隙,刮削速度,刮刀厚度,刮刀前后兩端壓力差以及樹脂粘度等參數的影響的結論。
(2)通過實驗驗證了涂層參數對涂層厚度的影響。實驗結果表明:涂層厚度隨刮刀間隙的增大而增大;涂層厚度隨刮削次數的增大而增大;涂層厚度隨刮削速度的增大而減小。并且發現該涂層系統中涂層厚度與刮刀間隙相等。
(3)該涂層系統的涂層厚度不隨制件高度的增加出現明顯的變化趨勢。
[1]胥光申. 用于高精度小尺寸零件制作的光固化快速成形技術的現狀與發展[J]. 機械科學與技術,2004,23(10):1223 -1225.
[2]趙萬華,李滌塵,柯映林. 光固化塊成形中樹脂涂層技術研究[J].中國機械工程,1999,12(10):1333 -1335.
[3]胥光申,續丹,邱榮華,等. 高分辨率快速成形系統涂層厚度研究[J].西安石油大學學報,2008.23(4):84 -88.
[4]吳懋亮,趙萬華,李滌塵,等. 光固化快速成形樹脂涂層厚度的研究[J].西安交通大學學報,2002,36(1):47 -50.
[5]Renap K,Kruth J P. Recoating issues in stereolithography[J]. Rapid Prototyping Journal,1995,1(3):4 -16.
[6]胥光申.高分辨率激光快速成形系統關鍵技術研究[D].西安:西安交通大學,2006.
[7]張兆順,崔桂香. 流體力學[M]. 北京:清華大學出版社,1998:263 -265.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32
