高頻響應比例閥原理及故障分析
2015-07-19 11:38:28李文偉寶鈦集團陜西寶雞721000
中國新技術新產品 2015年21期
韓 超 李文偉(寶鈦集團,陜西 寶雞 721000)
高頻響應比例閥原理及故障分析
韓 超 李文偉
(寶鈦集團,陜西 寶雞 721000)
摘 要:本文首先對力士樂產4WS2EM 6-2X伺服閥原理進行介紹,然后通過實際使用中發現的問題,對伺服閥常見故障進行分析處理。
關鍵詞:伺服閥;比例閥;零位調整
寶鈦集團是全國鈦材加工的龍頭企業,鍛造則是鈦材加工的一道重要工序,為此寶鈦集團分別從德國25MN快鍛機壓機和輔助15t操作機,快鍛機和操作機的功能動作閥站采用的主要液壓控制元件都是三位四通高頻響應比例流量閥(方向閥),采用三級控制。其特點都是采用小通徑二級伺服閥控制主閥(三級流量﹑方向閥),來實現壓機和操作機液壓系統功能動作。
所有三位四通高頻響應比例閥上的二級伺服閥控制原理都是采用噴嘴擋板式力反饋閉環控制。
一﹑伺服閥原理分析
該伺服閥為一個二級伺服方向閥,主要用于位置﹑力﹑速度閉環控制。
其結構由一個電機械轉換器(力矩馬達)(1),一個液壓放大器(噴嘴擋板原理)(2),一個套閥(第二級)內的控制閥芯(3),閥芯通過一個機械反饋連接到力矩馬達上。
在力矩馬達的線圈(4)輸入一個信號,通過電樞(5)上的永久磁鐵產生一個力,這個力作用到扭矩管(6)上產生一個力矩,由于擋板(7),通過一連桿連接到扭矩管的噴嘴擋板離開控制噴嘴(8)的中心位置,這樣就導致了一個壓力差,作用在控制閥芯(3)的前工作面,壓力差使得閥芯移動,由此壓力腔連接一執行器上,同時另一個執行器與回油腔連接。
控制閥芯通過一反饋彈簧(機械反饋)(9),連到噴嘴擋板和力矩馬達上,控制閥芯不斷改變位置,直到反饋彈簧的反饋扭矩和力矩馬達的電磁扭矩達到平衡,噴嘴擋板系統的壓差變為零。
閥芯的行程和通過先導控制閥的流量實現了閉環控制,與輸入電信號成正比,由此實現比例控制。
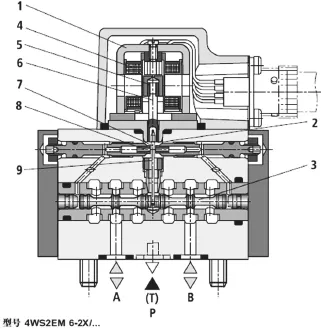
圖1
二﹑伺服閥故障及解決
在使用過程中,經常會出現主閥錐閥閥芯開口度失控,即通過手柄控制,該開啟的時候關閉,該關閉的時候開啟。經過我們在實際中經驗分析,主閥卡閥的現象幾乎不會出現。因此,造成此類故障的原因是二級伺服閥失控,即零位偏移。
由于此系列三位四通高頻響應比例閥目前國內制造精度不夠,無法生產,因此必須進口購買,國外采用訂單式生產,周期最少在12周以上,且價格非常高,均超過十萬元,因此通過研究其工作原理,并結合我們多年的工作經驗,研究出一套經濟可行的處理故障方法。

圖2
1 伺服閥零位偏移分析與解決
圖2為φ6mm通徑伺服閥全圖。(1)為伺服閥提供控制油的為單獨油路(先導油路),其壓力要結合伺服閥和主閥選定,25MN快鍛機先導系統提供壓力為160Bar。由于伺服閥閥芯為φ6mm通徑,而且噴嘴擋板系統精度非常高,內部油路通徑不到φ1mm,因此首先要保證先導液壓系統液壓油的清潔度最少達到5μ精度,另外在伺服閥油路進口處安裝一個3μ精度的濾芯,保證進入伺服閥控制油路的液壓油的清潔度,避免油路堵塞,及伺服閥閥芯卡滯。出現零位偏移后,首先需要檢查3μ精度的濾芯是否已經或部分堵實,造成控制油不進油或者兩側噴油嘴進油不均衡。確定濾芯故障后,更換或仔細清洗即可。另外,由于濾芯很小,精度很高,且廠家不會單獨出售,購買起來比較困難,因此在清洗的時候必須仔細,清洗后要確認是否洗通,否則安裝后零位偏移故障仍在,會影響對其他方面故障的判斷。
(2)伺服閥在使用過程中,由于液壓油長時間經過內部油路,會析出一些雜質附著在油路管壁上,當積累到一定程度時,會堵塞油路或造成閥芯卡滯,影響使用性能,或造成噴嘴進油不均衡,致使零位偏移。因此需要將伺服閥解體清洗。
圖3為伺服閥分解圖。因為伺服閥本身價格昂貴,內部元件精細,所以在拆解前,應先通過原理或裝配圖徹底了解其內部結構,這里需要注意的是,在拆解閥芯之前,必須先將力矩馬達帶噴嘴擋板拔出,然后將定位套及定位螺釘拔出,然后在進行拆解。在清洗時,重點清洗三個部位:
①閥芯11及閥芯套10的清洗。
②噴嘴8﹑9的清洗,可用細銅絲疏通,然后用溶脂性清洗劑清洗。
③噴嘴油路的清洗,可用尖筆筒將溶脂性清洗劑吹入油路,反復多次進行清洗。
清洗后將各元件組裝起來。
(3)如圖2所示中噴嘴擋板2連桿頂頭處安裝有一顆很小的紅寶石,其作用是撥動閥芯來回運動。紅寶石質地堅硬﹑耐磨,可以頻次較高的撥動閥芯來完成規定動作,有較高的性價比,相比其他材料提高元件的使用壽命,在使用時會存在紅寶石脫落情況,由于噴嘴擋板連桿和紅寶石處于一體,出現脫落后,該元件就報廢了。但該元件在生產中屬于標準件,其規格是一樣的,如果有其他部件報廢的噴嘴擋板,而紅寶石還完好,可以進行拆解后更換。
2 伺服閥零位調整
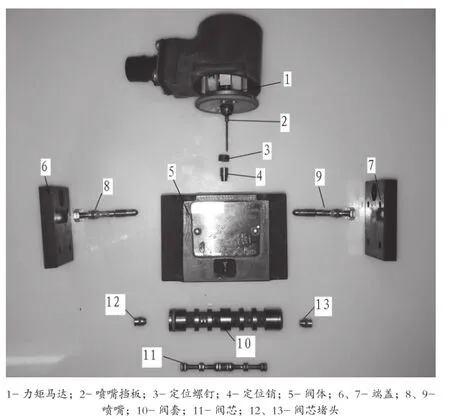
圖3 伺服閥分解圖
由于在清洗時需要將噴嘴拆出,所以清洗組裝后,零位肯定會偏移。因此需要對伺服閥零位重新進行調整。
首先將二級伺服閥與三級主閥組裝好,如果有液壓試驗臺,可以在試驗臺上進行調整。如果沒有,可以將組裝好的三級高頻響應比例閥安裝在設備上進行在線調整。考慮到多數企業沒有試驗臺調整的條件,下面就在線調整進行闡述。
根據系統先導提供的油壓,25MN快鍛機為160Bar,一般在閥站會將二級伺服閥的出油口A﹑B口(三級主閥的控制油口)引出兩個測壓點,取兩塊量程在0~250Bar范圍內的壓力表,將其接在測壓點上,開啟先導泵(不用開啟主泵)。通過內六方扳手微調節兩個噴油嘴。在不動手柄的時候,兩塊壓力表壓力顯示應該處于平衡狀態,大概80Bar左右,當扳動壓機操作手柄到加壓或提升狀態后,兩塊表一塊壓力顯示160Bar,一塊顯示0Bar,當兩種壓力表顯示狀態處于以上情況時,零位基本就調整出來了。該閥可以繼續工作。
結語
本文通過對25MN快鍛機輔助操作機主泵及三級高頻響應比例閥的先導閥進行深入的工作原理分析,以及結構分析,將元件可能出現的故障進行詳細的分析,并結合實際工作經驗,研究出簡單﹑有效的解決方法,在成本極低的情況下將故障解決,保障了25MN快鍛機能夠穩定﹑可靠地工作。
參考文獻
[1]馬玉貴.液壓件使用與維修技術大全[M].北京:中國建材工業出版社,1994.
[2]成大先.機械設計手冊[M].北京:化學工業出版社,1993.
中圖分類號:TH137.5
文獻標識碼:A
