水輪機轉輪補焊工藝實例探討
2015-07-28 02:42:32陳兆毅福建省泉州市山美水庫管理處福建泉州362000
水電站機電技術 2015年3期
陳兆毅(福建省泉州市山美水庫管理處,福建 泉州 362000)
水輪機轉輪補焊工藝實例探討
陳兆毅
(福建省泉州市山美水庫管理處,福建 泉州 362000)
摘要:結合福建山美水電站3號機組大修轉輪補焊修復實例,探討水輪機轉輪汽蝕、開裂等缺陷的處理方法及工藝控制,總結水輪機轉輪補焊中常見的問題及處理經驗。
關鍵詞:焊前處理;葉片裂紋補焊;葉片汽蝕補焊;焊后熱處理;葉片翼型修復
1 山美水電站3號機轉輪介紹
福建山美電站3號機組投產于1996年,發電機出力30MW,水輪機轉輪型號為HL-A296,轉輪直徑315cm,葉片數14片,材質為鑄鋼。因為設計選型的關系,該轉輪投產后汽蝕性能較差,經過近10年的運行,汽蝕情況非常嚴重,已于2008年技改更換成不銹鋼轉輪。本文著重介紹2006年3號機組技改前大修時轉輪汽蝕情況及處理過程,為水輪機轉輪幾種類似典型的汽蝕情況提供處理心得及經驗。
2 補焊前轉輪情況
2.1轉輪裂紋情況
轉輪吊出后,對轉輪葉片進行詳細檢查,發現有4片葉片在靠近上冠焊縫30~50mm處有裂紋,其中一片基本成通裂,其余3片都有約400~700mm的裂紋。
2.2轉輪汽蝕情況
對轉輪汽蝕情況進行檢查,發現主要有2個部位存在汽蝕情況:1)葉片背面距上冠約200mm處有較明顯麻點狀汽蝕帶,最深4mm,面積約0.04 m2;2)所有14片葉片在出水邊靠近下環部位都有非常嚴重的汽蝕狀況,汽蝕片顯蜂窩狀,最深處幾近貫穿葉片,每片汽蝕面積在0.3m2左右,總面積達3.1 m2,這在水質較好的水電站中較為少見,如圖1。
3 轉輪修復處理
3.1葉片裂紋焊前處理
(1)鉆止裂孔。在裂紋的末端鉆止裂孔,鉆孔直徑為5~8mm,鉆孔深度鉆到孔內見不到裂紋為止(如圖2)。

圖1轉輪汽蝕分布
(2)用碳弧氣刨和角向砂輪機沿裂紋開出坡口,坡口要盡量窄小,但應大于焊條的直徑。
(3)清理坡口,打磨滲碳層。
(4)對已成通裂的葉片,用同樣的方法先在葉片正面開坡口,深度為葉片2/3厚度。待正面坡口補焊完成后,再在背面開葉片另1/3厚度的坡口(如圖2)。

圖2
3.2葉片汽蝕部分補焊前處理
對轉輪葉片汽蝕區域,補焊前應進行徹底的鏟削。
(1)對于汽蝕深度不超過2mm的區域可以直接用砂輪打磨;
(2)對于汽蝕坑深大于2mm的,應采用碳弧氣刨的方法鏟除破壞層,達到95%以上的面積露出基本金屬。采用碳弧氣刨應盡量使表面平整,再用砂輪磨去滲碳層露出金屬光澤。
3.3補焊
(1)焊接工藝參數選擇
①焊條直徑選擇:綜合考慮焊件厚度、焊接層次、防止過熱等因素,3號機組補焊的焊條直徑選擇φ3.2和φ4.0兩種。
②焊接電流選擇
根據焊條直徑來選擇:I1=K.d=40×3.2=128A
I2=K.d=40×4.0=160A
式中:I--焊接電流A;
d--焊條直徑mm;
k--經驗系數,取40。
③焊條型號選擇
根據碳鋼和不銹鋼的金相組織結構,考慮焊條與母材結合情況,選擇不銹鋼焊條為CHS102;選擇碳鋼焊條為:E5015。使用時,焊條必須保存在密封良好的保溫筒內。
(2)裂紋補焊
裂紋補焊使用φ3.2碳鋼焊條。焊前用烤槍對焊部進行焊前預熱,預熱溫度60℃。從焊接坡口底部逐層堆焊,每層厚度不超過3mm,控制焊接速度減少焊接熱量過分集中。
①對氣刨處理后深度小于10mm的區域,用E5015碳鋼焊條進行堆焊,每層焊高不能大于4mm,根據氣刨的實際深度來確定補焊層次。施焊時必須分片、分塊進行堆焊,分塊尺寸為200mm×200mm。同一葉片同一區域不能連續施焊,應采用對稱跳步的方法,盡量減少焊接熱量過分集中,減少葉片型線變形(如圖3)。

圖3
②對氣刨處理后深度大于10mm的區域,用不銹鋼板進行鋪焊。根據氣刨深度選取適當厚度的不銹鋼板,鋼板寬度30~50mm,長度為氣刨區域長度。在鋼板上每50mm鉆一塞焊孔。鋼板之間留8~10 mm的焊接縫。焊接時每焊一個塞焊孔,需用錘擊敲打鋼板,使鋼板與葉片盡量貼合。焊接不銹鋼板使用CHS102不銹鋼焊條(如圖4)。
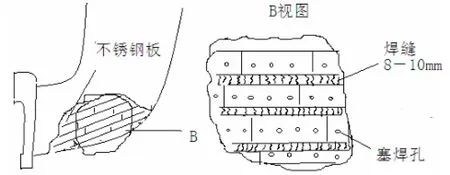
圖4
3.4葉片焊后的熱處理
由于補焊面積較大,深度較深,葉片補焊后必須進行熱處理,消除熱應力,防止葉片變形。熱處理采用電加熱的辦法,用履帶式電阻加熱片,每片功率3 kW,貼在焊縫處扎好固定,外面包上石棉布保溫層,通電5~6h后,斷電自然冷卻(如圖5)。

圖5
3.5打磨拋光
用硬紙板制作葉片翼形樣板,對補焊處進行修整打磨。可先采用氣刨對比較明顯的高點進行吹削,對焊接缺陷或缺肉處進行補焊。再用磨光機進行細磨,使補焊部位符合原來型線,表面無明顯凹凸現象,堆焊區與原母材圓滑過渡。
3.6焊縫探傷
轉輪補焊結束后,進行滲透探傷試驗,檢查葉片與上冠、下環焊接處及原裂紋補焊處有無新裂紋。
4 補焊后運行效果
3號機組轉輪經過補焊修復處理后,機組投入試運行。在試運行時,測量機組各部振動情況及上導、下導、水導處擺度,發現比檢修前有較好的改善。可見,此次大修的轉輪大面積補焊,有效地修復了轉輪因汽蝕、開裂造成的葉片翼形改變、水力性能變差等缺陷,取得較好的成果。
5 結語
3號機組水輪機HL-A296轉輪在2006年大修后,又正常運行了兩年,直到2008年技改時因重新設計選型,更換成不銹鋼轉輪,才退出運行。在2008年技改時吊出該轉輪時發現,經過2006年大修補焊,轉輪沒有再出現明顯裂紋。在汽蝕方面,由于在06補焊時主要汽蝕部位采用不銹鋼板鋪焊,有效地減輕了汽蝕對葉片的侵蝕,未再出現前次大修前嚴重的汽蝕狀況,說明2006年大修時轉輪的補焊處理是成功的。在此次大修中摸索總結出的這套水輪機轉輪補焊及修復方法,是一個在實際操作中總結出來的寶貴經驗,可作為類似水輪機轉輪汽蝕修復工作的借鑒和參考。
參考文獻:
[1]于蘭階.水輪發電機組安裝與檢修[M].北京:中國水利水電出版社,1995.
[2]張洪流.焊工工藝學[M].北京:中國勞動社會保障出版社,2005.
[3]鄭源.水輪機[M].北京:中國水利水電出版社,2011.
中圖分類號:TK730.3+23
文獻標識碼:B
文章編號:1672-5387(2015)03-0046-03
DOI:10.13599/j.cnki.11-5130.2015.03.014
收稿日期:2014-11-18
作者簡介:陳兆毅(1973-),男,工程師,從事水電站機組安裝與檢修工作。