熱緊固螺栓預設拉伸值與實際拉伸值關系及經驗值研究
2015-07-28 06:11:14鄧艷軍
水電站機電技術 2015年8期
鄧艷軍
(湖南五凌電力工程有限公司,湖南 長沙 410004)
熱緊固螺栓預設拉伸值與實際拉伸值關系及經驗值研究
鄧艷軍
(湖南五凌電力工程有限公司,湖南 長沙 410004)
摘要:螺栓加熱緊固法是普遍應用于大直徑螺栓緊固的方法之一。在實際操作螺栓加熱緊固的過程中,存在很難通過控制預設拉伸值來得到所需實際拉伸值的問題,通常需對螺栓進行反復加熱,以調整其實際拉伸值至設計拉伸值。螺栓的反復加熱造成了工期的延誤及人力物力的損失。針對這一問題,以五凌電力近尾洲水電廠(燈泡貫流式機組)槳葉連接螺栓加熱緊固為例,對熱緊固螺栓的預設拉伸值與實際拉伸之間的關系、熱緊固螺栓一次加熱到位經驗值的計算方法進行研究,為同類型熱緊固螺栓提供高效率緊固的方法,以推進工期、減少人力物力的損失。
關鍵詞:螺栓加熱緊固法;預設拉伸值;實際拉伸值;熱緊固螺栓;一次加熱到位經驗值
0 引言
螺栓加熱緊固法是普遍應用于大直徑螺栓緊固的方法之一,其工作原理是對螺栓進行加熱處理,待螺栓加熱伸長后擰緊螺母,其冷卻過程將會發生因溫度降低引起的螺栓冷收縮現象,由于螺栓與螺母之間相互擠壓,故其螺栓冷卻后不再回復至原長度,螺栓處于被拉伸狀態,產生預緊力,螺栓被緊固,當該預緊力與設計預緊力差值在允許范圍內,該螺栓緊固合格。在加熱緊固過程中,螺栓實際拉伸值是檢驗螺栓是否緊固合格的直觀依據,在實際操作螺栓加熱緊固的過程中,通常需對螺栓進行反復加熱,以調整其實際拉伸值至設計拉伸值,其過程所需工期長(近尾洲水電廠槳葉連接螺栓從加熱緊固至完全冷卻需近6 h),對人力物力損耗較大。文章針對這一問題,以五凌電力近尾洲水電廠(燈泡貫流式機組)槳葉連接螺栓加熱緊固為例,對熱緊固螺栓的設計拉伸值計算、拉伸值與玄長關系計算、加熱緊固過程分析、熱緊固螺栓的預設拉伸值與實際拉伸之間的關系、熱緊固螺栓一次加熱到位經驗值的計算方法進行全面詳細的研究推導,為同類型熱緊固螺栓提供高效率緊固的方法,以推進工期、減少人力物力的損失。
1 近尾洲水電廠槳葉連接螺栓簡介及加熱緊固設計伸長值計算
1.1近尾洲水電廠槳葉連接螺栓簡介
近尾洲水電廠水輪發電機組為燈泡貫流式機組,水輪機型號:VAMCE KR4/63,水輪機為卡普蘭結構,直徑為6.3m,每個轉輪上呈90°方向安裝有4片槳葉,每片槳葉使用6顆槳葉連接螺栓將槳葉緊固連接在轉輪上,一個轉輪上共有24個槳葉連接螺栓。槳葉連接螺栓型號為M90×3,螺紋長度為85mm,單個螺栓重量為23.8 kg,材質為50CrMo4V,加熱溫度為296℃,預緊力為1 952 kN。槳葉連接螺栓使用電加熱法進行緊固及拆除,中間設計有一通孔,用于加熱時放置電加熱棒,其具體螺栓尺寸見圖1。
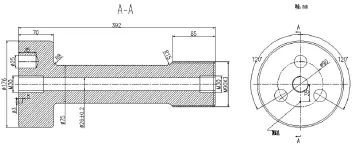
圖1 槳葉連接螺栓圖
1.2螺栓加熱緊固設計伸長值計算
1.2.1螺栓設計伸長值計算公式
近尾洲水電廠槳葉連接螺栓采用電加熱法使螺栓熱拉伸,并通過伸長量控制預緊力。由于加熱伸長螺栓的伸長量只和螺栓的應力有關,故預緊力0與設計伸長量△的計算公式為:

1.2.2螺紋的應力截面積計算公式




1.2.3近尾洲水電廠槳葉連接螺栓M90×3應力截面積計算

1.2.4近尾洲水電廠槳葉連接螺栓設計伸長值計算
考慮相關誤差,可確定近尾洲水電廠槳葉連接螺栓設計拉伸值為:△=0.66±0.05mm
2 近尾洲水電廠槳葉連接螺栓拉伸值與外圓弦長值關系
為達到預期的加熱目的(螺栓實際拉伸值為設計拉伸值),加熱前采用直觀易控制的轉角法確定螺栓拉伸值所需的外圓弦長。外圓弦長值與螺栓拉伸值△的關系公式推算如下:
螺栓轉角計算公式:

將角度轉換為對應圓周上的弦長,公式為:

將公式(6)代入公式(7)得出公式:

弦長與伸長值關系如下表1所示。
表1 伸長值△與弦長值對應關系表(單位mm)
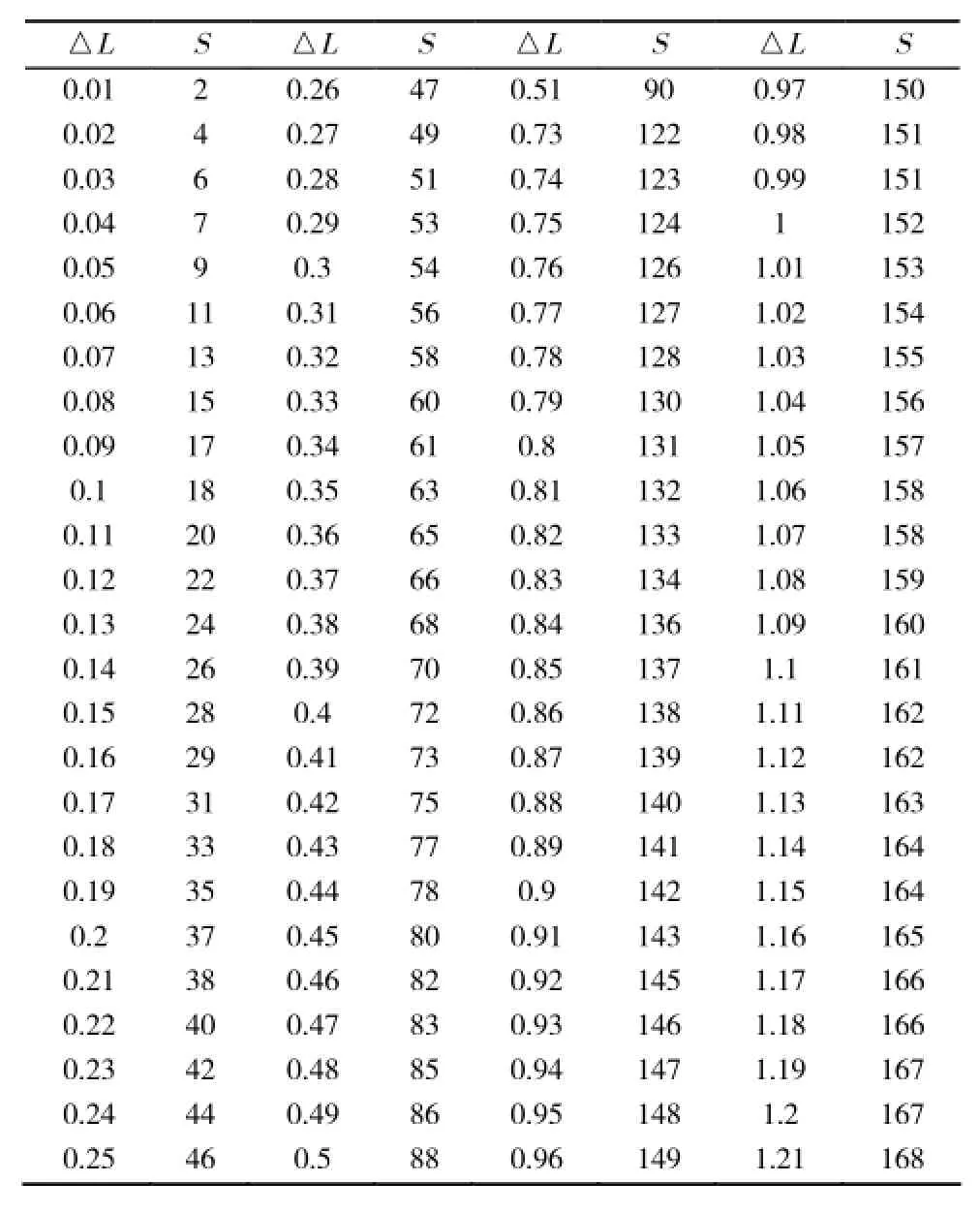
表1 伸長值△與弦長值對應關系表(單位mm)
△L S △L S △L S △L S 0.01 2 0.26 47 0.51 90 0.97 150 0.02 4 0.27 49 0.73 122 0.98 151 0.03 6 0.28 51 0.74 123 0.99 151 0.04 7 0.29 53 0.75 124 1 152 0.05 9 0.3 54 0.76 126 1.01 153 0.06 11 0.31 56 0.77 127 1.02 154 0.07 13 0.32 58 0.78 128 1.03 155 0.08 15 0.33 60 0.79 130 1.04 156 0.09 17 0.34 61 0.8 131 1.05 157 0.1 18 0.35 63 0.81 132 1.06 158 0.11 20 0.36 65 0.82 133 1.07 158 0.12 22 0.37 66 0.83 134 1.08 159 0.13 24 0.38 68 0.84 136 1.09 160 0.14 26 0.39 70 0.85 137 1.1 161 0.15 28 0.4 72 0.86 138 1.11 162 0.16 29 0.41 73 0.87 139 1.12 162 0.17 31 0.42 75 0.88 140 1.13 163 0.18 33 0.43 77 0.89 141 1.14 164 0.19 35 0.44 78 0.9 142 1.15 164 0.2 37 0.45 80 0.91 143 1.16 165 0.21 38 0.46 82 0.92 145 1.17 166 0.22 40 0.47 83 0.93 146 1.18 166 0.23 42 0.48 85 0.94 147 1.19 167 0.24 44 0.49 86 0.95 148 1.2 167 0.25 46 0.5 88 0.96 149 1.21 168
3 近尾洲水電廠槳葉連接螺栓加熱膨脹、緊固、冷卻過程分析
3.1近尾洲水電廠槳葉連接螺栓加熱前與加熱膨脹
完成后螺栓伸長量分析
槳葉連接螺栓加熱前與槳葉緊密結合,加熱過程中因溫度變化引起螺栓拉伸,其過程示意圖見下圖2。
3.2螺栓加熱緊固與冷卻至常溫后螺栓伸長量變化
分析
槳葉連接螺栓加熱后對其進行緊固,緊固后螺栓溫度逐步由高溫(296℃左右)降為常溫(20℃左右),期間因溫度變化引起螺栓長度的減少,其過程示意圖如圖3。
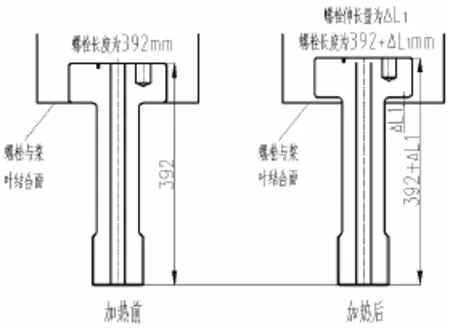
圖2 螺栓加熱前與加熱膨脹完成后伸長量變化示意圖
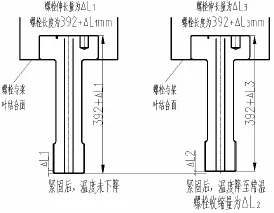
圖3 螺栓加熱緊固與冷卻至常溫后螺栓伸長量變化示意圖

3.3近尾洲水電廠槳葉連接螺栓應力與應變分析
槳葉連接螺栓由溫度變化(296℃左右變化為20℃左右)引起長度收縮,由于槳葉連接螺栓外螺紋與槳葉接力器拐臂內螺紋相互接觸,故在槳葉連接螺栓內部將產生方向與收縮方向相同的拉應力1,槳葉連接螺栓外螺紋受到槳葉接力器拐臂內螺紋壓應力2,如圖4所示。
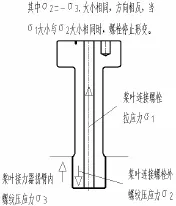
圖4 槳葉連接螺栓冷卻過程受力分析
4 熱緊固螺栓預設伸長值與實際伸長值關系研究及一次加熱到位經驗值計算
4.1熱緊固螺栓預設伸長值與實際伸長值關系公式研究


通過公式(10),可以得知當物體內兩方向相反應力產生的應變相等時,其內應力為0,即不再發生形變,此時為最終冷卻拉伸狀態。因此ε1與△3大小相同,即:


將公式(12)(13)代入公式(11)得出

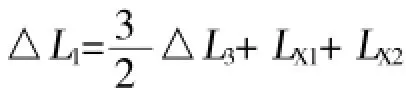
將公式(14)代入公式(9)得出加熱螺栓預設伸長值與實際伸長值關系公式如下:

4.2熱緊固螺栓預設伸長值與實際伸長值關系公式拓展
近尾洲水電廠槳葉轉輪裝配圖槳葉部分如圖5所示。在實際加熱緊固過程中槳葉與槳葉樞軸結合面會存在間隙值X1,槳葉樞軸與槳葉接力器拐臂結合面存在間隙值X2;當X1、X2值少于0.03mm時,可忽略不計,應視為0。此時,熱緊固螺栓預設伸長值與實際伸長值關系公式應為;

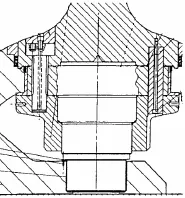
圖5 近尾洲水電廠轉輪裝配圖槳葉部分
5 結論
5.1熱緊固螺栓預設伸長值與實際伸長值
熱緊固螺栓預設伸長值與實際伸長值關系公式:
5.2近尾洲水電廠槳葉連接螺栓一次加熱到位經驗值
由于一次加熱到位要求實際伸長量等于設計伸長量(0.66±0.05mm),選擇△3=0.66mm,則一次加熱到位經驗值為△1=3△3=0.99mm,對應伸長值△2與弦長值對應關系表,得出預設弦長值為151mm。
5.3熱緊固螺栓一次加熱到位注意事項
(1)螺栓加熱應對稱加熱;為防止加熱過程螺栓咬死現象,應合理設計螺栓受熱區域,加熱工具應避免直接對螺紋進行加熱,并在加熱前在螺紋上涂抹螺紋防咬死劑;加熱過程中螺栓加熱溫度不應高于螺栓發生熱處理反應的最低溫度,加熱時間不宜過長或過短。
(3)該公式可作為螺栓加熱后拉伸值調整的理論依據,一般情況下,由于螺栓已有拉伸值,螺栓與螺母間存在相應的預緊力,此時槳葉與槳葉樞軸結合面間隙值X1、槳葉樞軸與槳葉接力器拐臂結合面間隙值X2均小于0.03mm,視為0mm。
參考文獻:
[1]袁喜慶.材料力學[M].武漢:武漢工業大學出版社,1999.
[2]成大光.機械設計手冊[M].5版.北京:機械工業出版社,2010.
中圖分類號:TK730.6
文獻標識碼:A
文章編號:1672-5387(2015)08-0077-04
DOI:10.13599/j.cnki.11-5130.2015.08.023
收稿日期:2015-05-04
作者簡介:鄧艷軍(1986-),男,助理工程師,從事水電廠機械設備檢修工作。
