熱電偶法研究195/60R15 88H轎車子午線輪胎的硫化時間
2015-07-30 12:47:22李世軍鄔素華
橡膠科技 2015年2期
李世軍 ,鄔素華
(1.天津科技大學材料科學與化學工程學院,天津 300457;2.銀川佳通輪胎有限公司,寧夏 銀川 750011)
輪胎是一種典型的厚橡膠制品,原材料品種多,結構復雜。輪胎硫化是一個非穩態傳熱過程,各部位溫度和硫化程度不同,各部位膠料的硫化時間不能直接作為輪胎整體的硫化時間。輪胎硫化時間的確定通常采用寧過勿欠的傳統方法,但該方法延長了硫化時間,產品普遍存在過硫現象,這不僅降低了輪胎性能,還造成了能源浪費。因此,確定合理的硫化時間是輪胎開發過程中必須面對和解決的問題。
確定輪胎硫化時間通常采用氣泡點法和熱電偶法[1]。氣泡點法通過分段硫化并測試不同硫化程度硫化膠的多孔性,當硫化膠中不再形成氣泡時,該硫化時間被確定為最佳硫化時間。熱電偶法是測試不同時間點下各部位的溫度,通過計算硫化效應來判斷硫化時間。最佳硫化時間的確定應當考慮以下情況:硫化最慢的部位(一般為最厚的部位)必須達到正硫化;開模后硫化反應還在進行,即后硫化效應;理想狀況是硫化結束時各部位膠料同步達到正硫化。
熱電偶法利用化學反應原理和數學計算確定輪胎的硫化條件,適用于任何品種和規格的輪胎[2],能夠全面反映輪胎各部位膠料的硫化程度,且不需要像氣泡點法那樣多次反復硫化和解剖分析。本工作采用熱電偶法確定195/60R15 88H轎車子午線輪胎的硫化時間。
1 實驗
1.1 主要儀器與設備
ZIW-16型測溫儀,北京橡膠工業研究設計院產品;MDR2000型硫化儀,美國阿爾法科技有限公司產品;LLP-B120×1960×2A型雙模定型硫化機,福建三明化工機械廠產品。
1.2 測試點位置
本工作選取具有代表性的12個測試點,測試點位置如圖1所示。
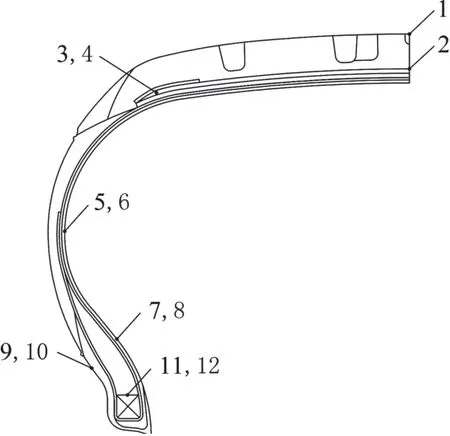
圖1 測試點位置示意
1.3 初步硫化條件
參考我公司相似規格輪胎硫化工藝,初步制定195/60R15 88H轎車子午線輪胎硫化時內壓過熱水循環時間為4.5 min,不循環時間為8 min,硫化總時間為16 min。
2 結果與討論
2.1 硫化溫度系數(K)的確定
根據范特霍夫法則,硫化溫度和硫化時間的關系式[3]為:

式中,T1和T2為硫化溫度,℃;t1和t2分別為T1和T2對應的正硫化時間,min。
在不同溫度下用硫化儀測出各部位膠料的正硫化時間,將硫化溫度和相應的正硫化時間代入式(1),計算出各部位膠料的K。根據測量和計算,195/60R15 88H轎車子午線輪胎K的平均值為1.88。
2.2 計算方法
硫化強度(I)計算公式為:

式中,K為1.88;T為實際硫化溫度,℃;T0為規定硫化溫度,取160 ℃。
硫化效應(E)即等效硫化時間計算公式為:

式中,Δt為測溫間隔時間,min。
硫化效果(F)的計算公式為:

式中,t0為規定硫化溫度下各部位膠料的正硫化時間,min。用硫化儀測得T0(160 ℃)下各部位膠料的t0分別為:胎面膠10.1 min,帶束層膠9.4 min,氣密層膠12.5 min,三角膠7.4 min,胎圈膠9.2 min。
2.3 測試與計算
在外部熱板蒸汽溫度173 ℃、內部過熱水溫度193 ℃下進行輪胎硫化,并每間隔1 min測量各測試點的溫度,繪制成硫化溫度-時間曲線,見圖2和3;用公式(2)和(3)計算E,繪制出各測試點的E-硫化時間曲線,見圖4和5,用公式(4)計算F。
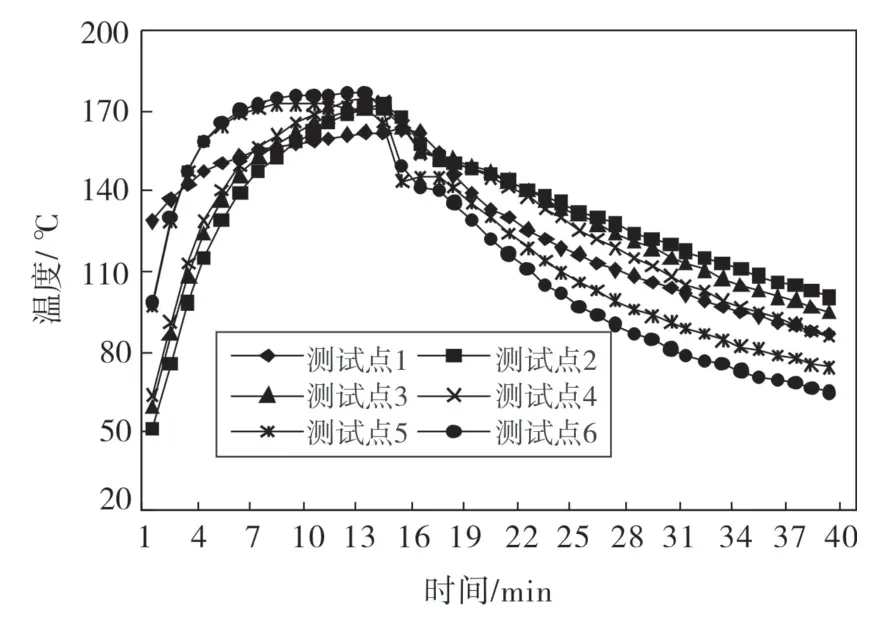
圖2 測試點1~6的硫化溫度-時間曲線
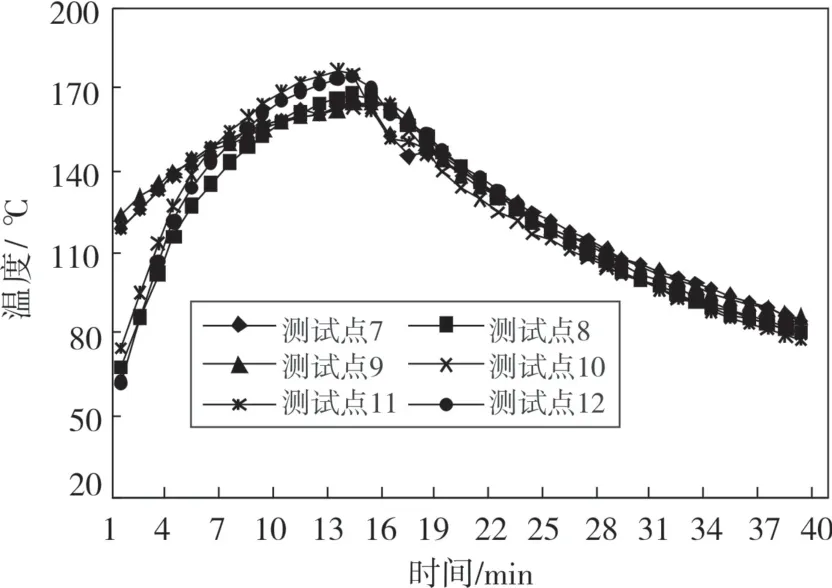
圖3 測試點7~12的硫化溫度-時間曲線
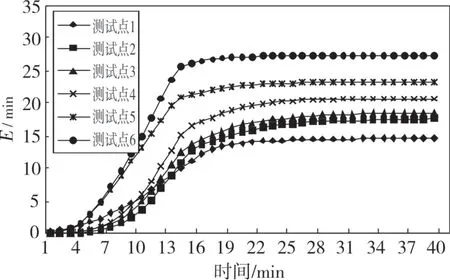
圖4 測試點1~6的E-硫化時間曲線
從圖2~5可以看出:胎面膠中心上表面(測試點1)及上、下模胎圈膠外表面(測試點9和10)直接與硫化模具內表面接觸,初始溫度較高,出模后上述部位直接向空氣中散熱,致使降溫較快,后硫化效應小,E較小。上、下模(胎側)氣密層膠表面(測試點5和6)處的硫化膠囊內壓過熱水溫度高,且膠層厚度最小,傳熱較快,故升溫較快,E較大;內壓過熱水加熱結束后,由于內壓冷卻水的加入,降溫較快,后硫化效應較小。上、下模(胎圈)氣密層膠內表面(測試點7和8)處的硫化膠囊壁較厚,升溫較慢,E較小;由于過熱水加熱結束后內壓冷卻水的加入,后硫化效應也較小。帶束層上表面(測試點2),上、下模帶束層膠端點(測試點3和4)及上、下模三角膠下表面(測試點11和12)在膠層中部,硫化初期升溫較慢,E較小;但出模后降溫較慢,后硫化效應較大。
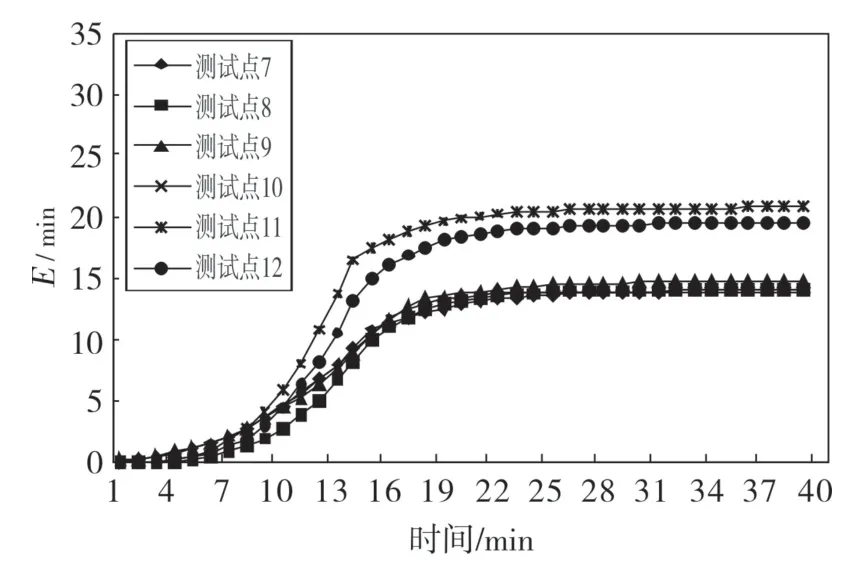
圖5 測試點7~12的E-硫化時間曲線
根據公式(2)~(5)計算得到胎面膠中心上表面(測試點1)在不同硫化時間下的E和F,見表1。
從表1可以看出:硫化時間16 min開模時,測試點1的E為12.35,F為1.22;硫化時間39 min全程測試結束時,測試點1的E為14.70,F為1.46,F均達到企業標準(≥1.1)的要求。
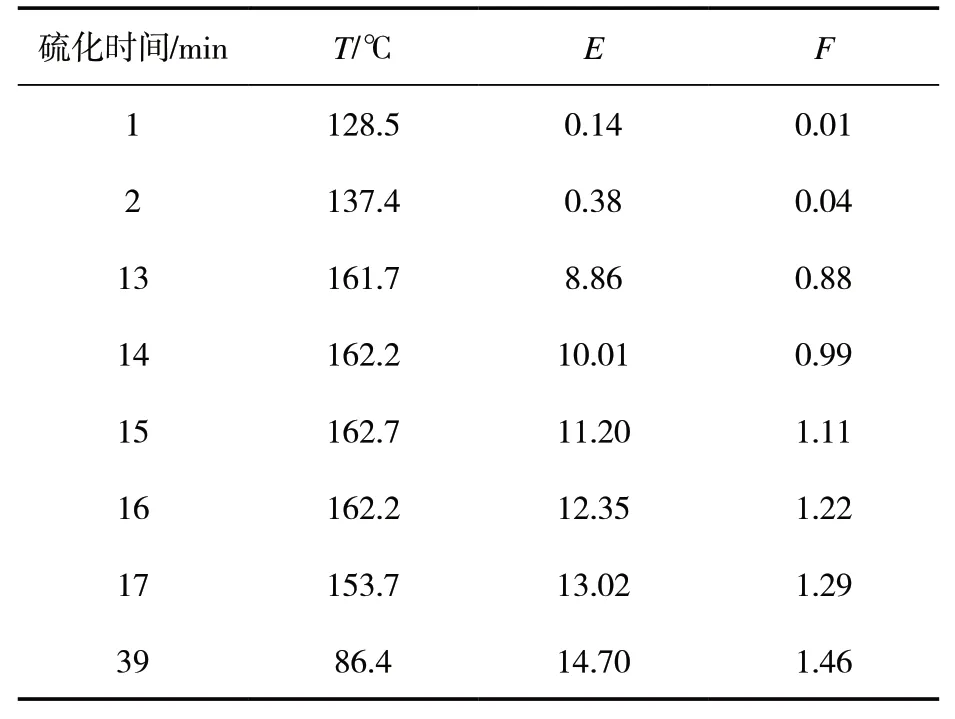
表1 測試點1的E和F
采用同樣的方法,可以計算出各測試點開模時和測試結束時的E和F,見表2。
從表2可以看出:除了上、下模(胎圈)氣密層膠內表面(測試點7和8)開模時的F低于1.1以外,其它測試點均達到了企業標準要求。利用開模后的后硫化效應,測試點7和8測試結束時的F分別達到1.11和1.13,滿足企業標準的要求。
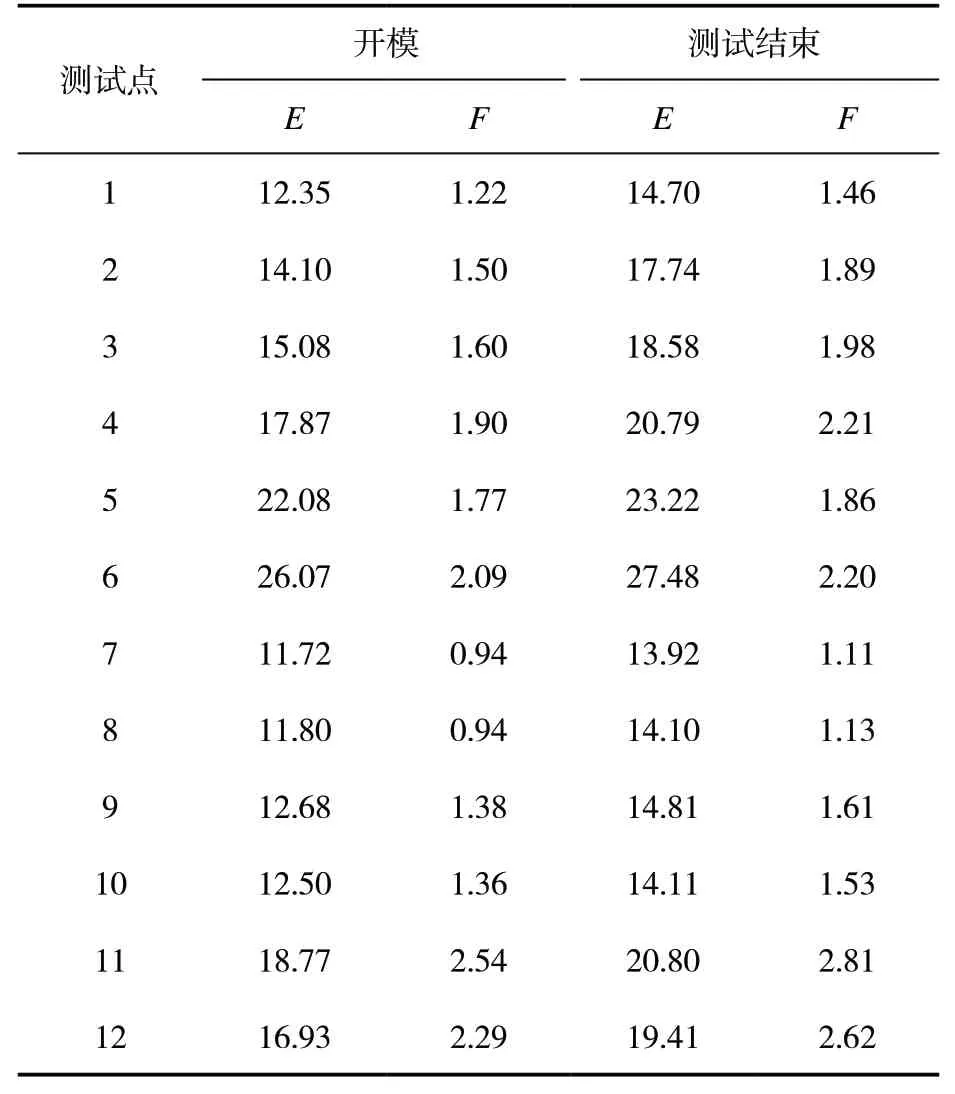
表2 各測試點開模時和測試結束時的E和F
根據以上測試與計算,195/60R15 88H轎車子午線輪胎各測試點在測試結束時F全部達到企業標準要求。結合我公司半鋼子午線輪胎硫化工藝,最終制定出該規格輪胎的硫化工藝,見表3。
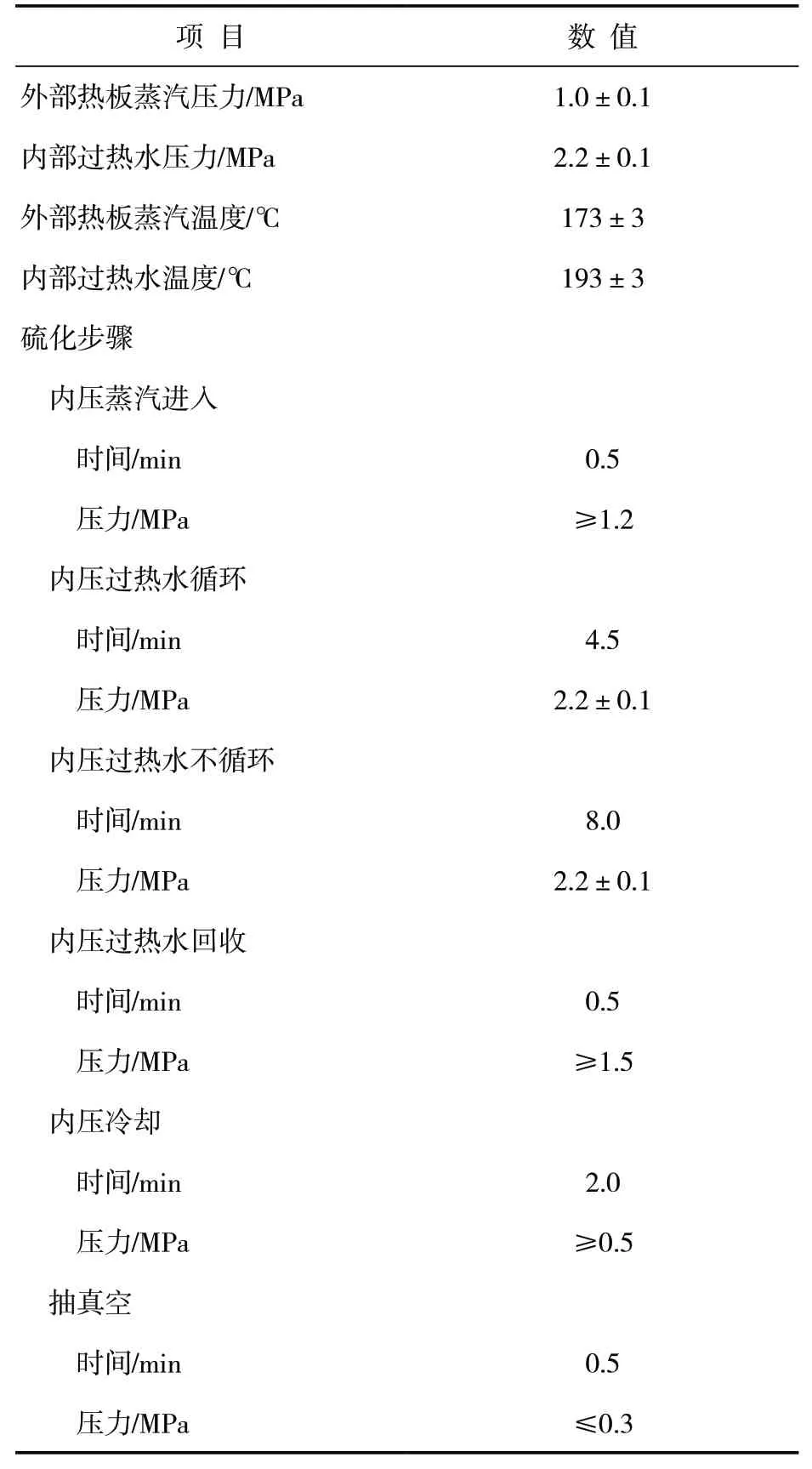
表3 195/60R15 88H轎車子午線輪胎的硫化工藝
3 成品輪胎性能
3.1 物理性能
用以上硫化條件生產195/60R15 88H成品輪胎,并進行物理性能測試,結果見表4。
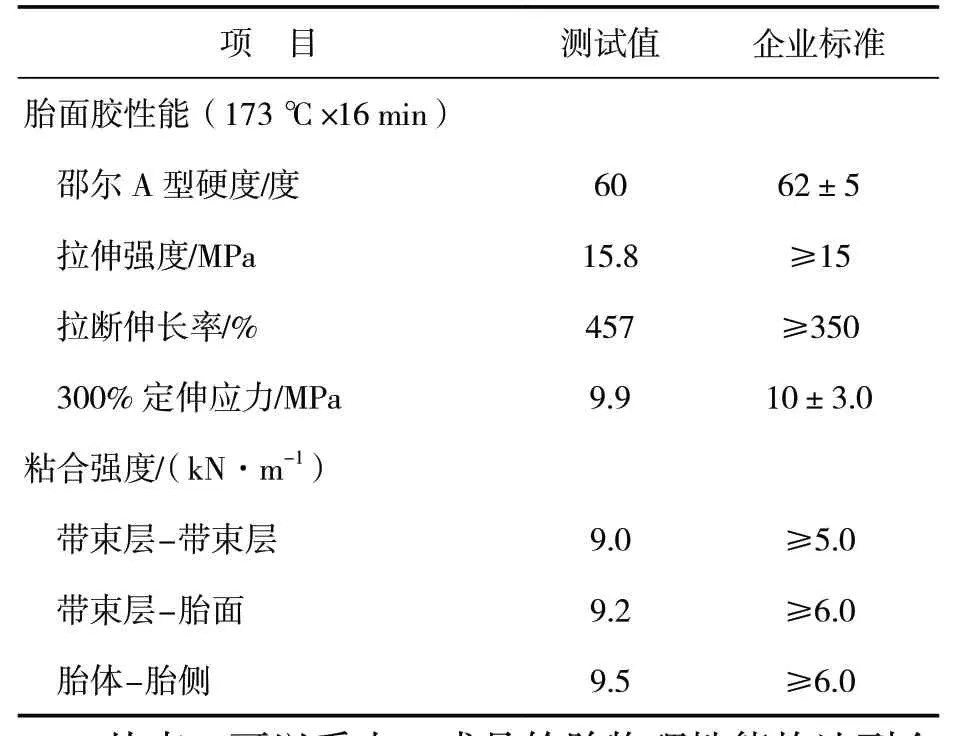
表4 成品輪胎的物理性能
從表4可以看出,成品輪胎物理性能均達到企業標準的要求,滿足使用需要。
3.2 耐久性能
按照企業標準進行成品輪胎耐久性能試驗,試驗速度為120 km·h-1,結果見表5。
從表5可以看出:成品輪胎行駛時間達到67.5 h,滿足企業標準(≥67.5 h)要求,試驗結束時輪胎未損壞。

表5 成品輪胎的耐久性能
3.3 高速性能
按照企業標準進行成品輪胎高速性能試驗,試驗氣壓為280 kPa,負荷為448 kg。成品輪胎高速性能試驗結果如表6所示。
從表6可以看出:試驗結束時成品輪胎最高速度達到220 km·h-1,行駛13 min后才出現肩部脫層,達到了企業標準要求(在速度不低于220 km·h-1條件下行駛1 min以上)。

表6 成品輪胎的高速性能
4 結語
采用熱電偶法研究195/60R15 88H轎車子午線輪胎的硫化時間。根據測溫和計算分析,確定在外部熱板蒸汽溫度173 ℃、內部過熱水溫度193 ℃下,輪胎硫化總時間為16 min,各測試點在測試結束時F全部達到企業標準要求。用該硫化工藝生產的成品輪胎物理性能、耐久性能和高速性能均達到企業標準要求,完全能滿足使用需要。熱電偶法能較全面地反映出輪胎各部位膠料的硫化效果,對于判定產品尤其是新產品硫化條件的適宜性,提高產品質量具有重要的意義。
