基于PLC的混砂車自動控制系統研究
2015-08-04 08:56:55邱宗斌李啟新武志學川慶鉆探工程公司長慶井下技術作業公司西安710018
石油礦場機械 2015年12期
邱宗斌,李啟新,武志學(川慶鉆探工程公司 長慶井下技術作業公司,西安710018)
基于PLC的混砂車自動控制系統研究
邱宗斌,李啟新,武志學
(川慶鉆探工程公司長慶井下技術作業公司,西安710018)
混砂車是壓裂作業的關鍵設備之一,自動化控制是混砂車的一個重要發展方向。分析了混砂車自動控制系統的功能需求和性能要求,構建了系統的整體結構,并從采集模塊硬件、PLC選型、PID控制、軟件設計等方面對系統進行了設計。室內和現場應用試驗結果表明:該系統精度高、運行穩定、操作簡單,能夠滿足預期。
混砂車;PLC;自動控制系統;壓裂;PID
水力壓裂采用高壓水力注入井下,使油氣層形成裂縫,再加注一些壓裂砂等支撐劑支持裂縫,從而實現油氣田增產的目的。壓裂車組是壓裂施工的主要設備,通常由壓裂泵車、混砂車、管匯車、儀表車等組成,隨著低滲油氣田、復雜油氣田的開發需要,壓裂車組朝著高壓、大排量、大功率等方向發展[1-2]。其中,混砂車是整個壓裂車組的核心設備之一,它為壓裂作業提供穩定的支撐劑,其工作性能反映了整個壓裂車組的技術水平[3-4]。然而,在壓裂作業過程中,混砂車經常會出現混合液面高度不能精確控制從而造成抽空和漫罐、加砂過快、加砂不均勻、砂比高等問題,不能滿足工藝需要,因此對混砂車的自動化控制提出了更高的要求。隨著傳感技術、自動控制等技術的發展,研制具有自動控制的混砂車對解決上述問題有重要意義。
1 混砂車自動控制系統總體設計
1.1系統功能
混砂車由傳動、供液和輸砂3部分組成,工作時由基液泵向混砂罐提供清水,砂泵提供干砂,液添泵提供膠聯劑等,在混砂罐充分混合后,由輸砂泵排出給壓裂泵車的柱塞泵。自動控制系統要實現的功能主要有:
1)采集功能。對發動機轉速、潤滑油的油溫油壓,基液泵、攪龍、液添泵、輸砂泵等流量,混合罐的液面高度,輸砂泵密度等運行參數進行實時采集。
2)數據處理和運算功能。將采集到的各種運行數據傳至PLC后,經運算處理后,將各種運算結果轉化為控制信號傳至控制器上,完成對混砂車各部件的控制,同時,再通過各種傳感器對設備運行的實際參數與理論參數進行對比,不斷地對結果進行修正。
3)執行功能。能夠對發動機的啟動、油門大小、停車,基液泵、攪龍、液添泵、輸砂泵的流量,混砂罐液面高度,混合液密度等參數進行控制。
1.2系統的總體設計與要求
混砂車自動控制系統的拓撲結構如圖1所示。通過各種傳感器采集系統的各種運行參數,PLC對采集來的數據進行運算和處理,并將結果轉化為控制信號傳至執行元件,實現對基液泵、攪龍、液添泵、輸砂泵以及混合罐液位的控制,并實時將檢測到的液位高度、流量、密度等參數反饋至PLC,實際參數與理論參數進行對比分析,再對系統參數進行修正。

圖1 混砂車自動控制系統拓撲結構框圖
混砂車自動控制系統的性能要滿足以下要求:
1)在線檢測、反應及時準確,能夠對混砂車各部件的狀態進行在線檢測,并根據施工需要及時、準確地修正參數。
2)系統運行可靠性高,要避免供電異常對系統的沖擊,能夠抗干擾。因壓裂施工的環境較惡劣,控制系統需要耐高溫和耐低溫,具有一定的密封性。
3)人機交互。為方便現場人工操作,通過自動控制系統對任一臺設備的運行參數進行收集和處理,對歷史數據可以查詢,還可以對設備進行手動控制和自動控制切換,通過設置最高流量和最大壓力等參數,對設備進行保護。
2 系統設計與實現
2.1采集模塊
系統的采集模塊主要對各運行參數進行采集。發動機的轉速采用HZ-860型磁電轉速傳感器,將發動機轉動的角位移轉換為PLC能夠讀取的電信號;混砂罐液位采用FMR250型雷達液位計來檢測,通過發射一定頻率的電磁脈沖,根據電磁脈沖返回的時間來確定液位高度,相比超聲波液位計具有更好的抗干擾性能;溫度采用熱電偶進行檢測;密度采用WS3051YMD型罐裝智能在線密度計來檢測,其具有量程寬、穩定性好、精度高等優點;流量采用LWGY型渦輪流量傳感器測量,其具有較高的防腐蝕、抗電磁干擾和抗震動能力,根據基液泵、輸砂泵等流量的特點,選用合適的型號;壓力采用HM20型通用型壓力變送器,其具有工作溫度范圍寬、測量精度高、穩定性好等優點。
2.2PLC選型
PLC控制器是自動控制系統中最核心的部分,承擔著數據處理和邏輯運算功能[5]。混砂車的控制系統是壓裂車組儀表車的從站,PLC選型時,要考慮與壓裂車組中儀表車通信功能;需執行控制算法的程序運算;還需考慮和各傳感器采集數據的輸入功能,與執行元件相接的輸出功能。PLC的選型包括:PLC型號的選擇,按通信功能以及其他參數對CPU的選擇,根據數據輸入和輸出等控制點數量確定I/O接口的種類和數量,根據系統功耗大小選擇電源等。綜合考慮性能與價值,選用西門子S7300 型PLC,其屬于中檔PLC,具有較強的數據處理能力;選用314C2DP型CPU;選用PS307型電源。
2.3PID控制
控制邏輯算法是PLC系統對被控制對象施加正確、有效的控制動作的關鍵。本系統采用PID控制邏輯,其內部結構如圖2所示。PID控制邏輯中有比例、積分、微分3個控制子單元[6]。比例控制器適合輸入、輸出之間存在線性關系的情況,對待復雜的工業控制問題,往往會存在較大的穩態誤差;積分控制器通過對誤差進行累計,其輸出時不僅考慮輸入條件,還將一定時間內積累的誤差考慮進去,從而消除一些誤差,提高控制精度;由于誤差測量與控制過程間一般存有一定的滯后性,由歷史的誤差去修正當前的控制過程,會造成控制過程振蕩,微分控制器采用誤差的變化率為控制條件,可以對誤差進行預判,降低了因滯后性而導致的控制誤差。
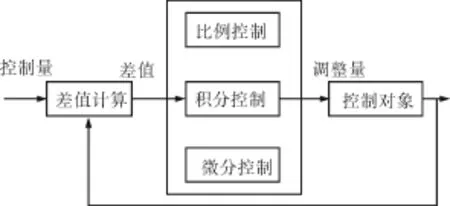
圖2 PID控制模型
對于混砂罐液位控制,PLC將檢測到的實際液位數據與按施工需要設定的數據做比較,通過PID計算得出要達到設定值需要的吸入流量,繼而算出基液泵的開啟度和轉速,將信號傳至基液泵驅動板來控制液位的高度。砂比的控制則是以左右攪龍的轉速為過程變量,設定壓裂液在不同階段需要的質量濃度,再轉化為攪龍轉速值為設定值,通過PID控制,達到控制壓裂液中砂比的目的。同樣道理,以密度、轉速、壓力等為過程變量,控制液添質量濃度、輸砂泵出口流量與壓力等參數。
2.4軟件設計
隨著壓裂施工自動化水平的提高,對混砂車自動控制系統的可靠性要求越來越高,本系統采用組態王軟件來構建自動控制系統的軟件平臺,其具有功能強大、安全可靠等優勢,能夠實現對混砂車系統的全面監控。基于PLC的自動控制系統的實質為一個閉環采樣控制系統,通過采集各種運行參數,各控制模塊再利用各自PID運算,計算出相應的控制量并傳輸至執行元件。
PID控制參數對整個系統的控制精度影響較大,比例、積分和微分等3個控制器之間既相互聯系又相互制約。PID的傳遞函數為
Gc=Kp(1+1/T1s+TDs)
式中:Kp為比例系數,T1s為積分時間常數,TDs為微分時間常數。
為提高系統的控制精度和靈活性,在通過PLC編程調用組態王軟件PID標準控制模塊,且在系統實際過程中,根據各參數對系統性能的影響,對Kp、T1s、TD等參數進行試湊性調整,直至達到系統精度要求。
3 應用測試
采用室內和現場應用的方式對自動控制系統的性能與精度進行了測試,結果表明,該系統運行平穩、安全可靠、反應迅速、精度高,能夠保持混砂車的運行需求,且可以進行手動控制和自動控制切換,結構簡單、操作方便,大大降低了人工勞動強度。以基液泵流量室內測試數據為例,控制系統能較快地控制流量平穩,如圖3所示。
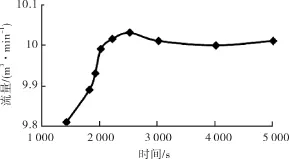
圖3 基液泵流量室內測試曲線
4 結論
混砂車是壓裂作業中的關鍵設備,混砂車自動控制系統需要具有采集功能、運算功能和控制功能。設計并實現了基于PLD的混砂車自動控制系統,對其硬件、PLC選型、PID控制和軟件設計等方面進行了分析。經室內和現場應用試驗驗證,該系統能夠滿足設計和混砂車作業需求。
[1]王立兵,劉慶豐.我國壓裂車組的研發現狀及發展趨勢[J].中國儀器儀表,2013(9):30-33.
[2]高建英.超低滲透油藏水平井數值模擬研究[J].河南科學,2014(3):413-416.
[3]顧芳.自動混砂車及其混合裝置自動控制系統研究[D].長春:吉林大學,2014.
[4]范新強,樓國祥,鄭穗嬪,等.基于PLC控制混砂車液位自動控制系統研究[J].石油礦場機械,2011,40(3):88-89.
[5]陳永軍,賈甜.基于PLC混砂車控制系統在頁巖氣壓裂機組中應用[J].儀器儀表與分析監測,2015(1):23-26.
[6]趙鳳姣,厲虹.PID控制器改進方法研究[J].控制工程,2015(3):425-431.
Research on the Automatic Control System of Blender Based on PLC
QIU Zongbin,LI Qixin,WU Zhixue
(Changqing Downhole Technical Service Company,CCDC,Xi’an 710018,China)
The blender is one of the key equipments of fracturing operation,and automatic control is an important development direction of the blender.The blender automatic control system func-tional requirements and performance requirements are analyzed,so the overall structure of the system is constructed,and design and implementation of the system from the aspects of the acqui-sition module hardware,the selection of PLC,PID control,software design,etc.Lab test and field application results show that the system is high precision,stable operation,simple operation,can meet the expected design.
blender vehicle;PLC;automatic control system;fracturing;PID
TE934.2
B
10.3969/j.issn.1001-3482.2015.12.019
1001-3482(2015)12-0074-03
2015-07-08
邱宗斌(1975-),男,甘肅涇川人,工程師,主要從事油田工程服務、試油壓裂作業工作。
猜你喜歡
中華詩詞(2022年6期)2022-12-31 06:41:24
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
測控技術(2018年9期)2018-11-25 07:45:00
石油化工自動化(2018年5期)2018-11-14 02:34:30
家庭影院技術(2017年9期)2017-09-26 03:41:45
中國科技論壇(2017年7期)2017-07-25 08:49:53
汽車維護與修理(2015年2期)2015-02-28 12:15:41
中國中醫藥現代遠程教育(2014年22期)2014-03-01 04:32:55
