微量潤滑切削系統
2015-08-15 09:42:38珠海順益發展有限公司廣東廣州510600
中國設備工程 2015年11期
關鍵詞:綠色
榮 飛(珠海順益發展有限公司,廣東 廣州 510600)
?潤滑與密封?
微量潤滑切削系統
榮飛
(珠海順益發展有限公司,廣東廣州510600)
介紹了常見微量潤滑切削系統的結構和給油方式,并對不同切削液使用時的性能進行比較,為切削液的選擇提供參考。
MQL;環保;外部給油;內部給油;植物油
在傳統的切削加工中,切削液的負面影響已不容忽視:處理和排放易引起環境污染,切削液霧對操作工人健康構成威脅,使用成本相對昂貴……
面對企業不斷降低成本、改善生產條件,以及國家綠色發展的有關要求,隨著環保、節能降耗、加工精度的需求提升,微量潤滑切削系統越來越受到眾多專業人士的重視,綠色切削技術成為現代機械制造領域主要發展方向之一,多種綠色切削技術紛紛涌現,其中微量潤滑切削技術就是一種具有極大發展潛力和廣闊應用前景的綠色切削技術。
微量潤滑(MINIMUMQUANTITYLUBRICATION,簡稱MQL)主要是將壓縮空氣與少量潤滑油混合,霧化后形成微米級的液滴,噴射到加工區,對刀具和工件之間的加工區進行潤滑(圖1)。這種切削方式極大地減少了切削液的用量(僅為0.03~0.2L/h,而常規傳統濕切削時的切削液用量高達20~100L/min),大大減少了環境污染,在21世紀綠色環保主題下,有著很大的發展前景。
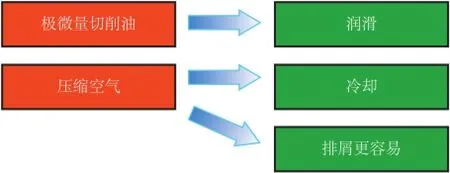
圖1
一、為什么要引進微量潤滑系統
1.環保的需要
目前在機械加工中普遍使用的切削液,在制造、使用、處理和排放的各個時期均會對環境造成嚴重污染,甚至對人體健康有傷害。1996年,國際標準化協會頒布了關于環境管理的ISO14000系列標準,德國、美國、加拿大和日本等國家也相繼制定出更加嚴格的工業排放標準,進一步限制了切削液的使用。特別是對于飲用水大多取自地下水的歐洲來說,切削油廢液的排放,就直接影響飲用水的污染。
2.節能降耗的需要
所有與切削油廢液處理有關的成本費用都在上升。據說在德國與切削油有關連的費用已上升至生產加工費用的15%~30%,如圖2所示。
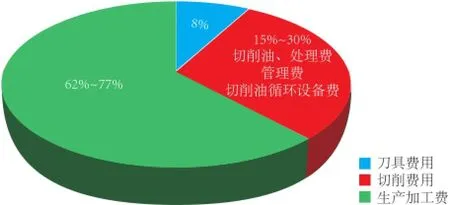
圖2
3.機械加工的需要
在對鈦合金、淬硬鋼、高溫合金和不銹鋼等材料的切削加工應用中,與使用干式切削和濕法切削相比,MQL表現出了良好的切削性能,正確合理地使用MQL能有效提高刀具耐用度,改善工件已加工表面質量。高速切削是高性能加工的一種主要工藝技術,已經廣泛應用于航空、模具、汽車等行業。但常規加大切削液流量、降低切削溫升的辦法已不能達到理想的效果。為了實現高速切削,必須采用有效的冷卻潤滑方法,才能進一步提高加工效率。MQL切削技術在綠色切削的基礎上實現了高速切削,因此得到了廣泛應用。如:我國某飛機制造廠將微量切削用于其航空鋁合金加工機上,效果顯著。
二、MQL的結構
MQL系統結構現在比較流行的有二種給油方式——外部給油冷卻及內部給油冷卻,如圖3所示。
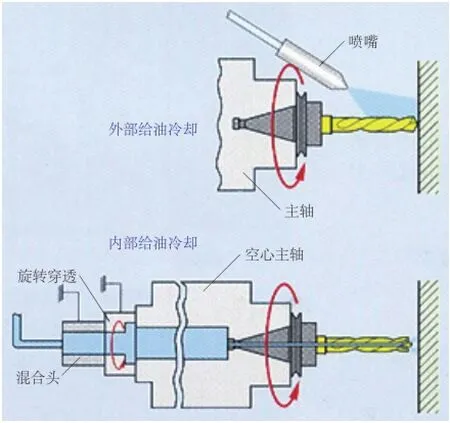
圖3
其中內部給油冷卻又可分為軸內混合及軸外混合給油冷卻,具體示例如圖4所示。
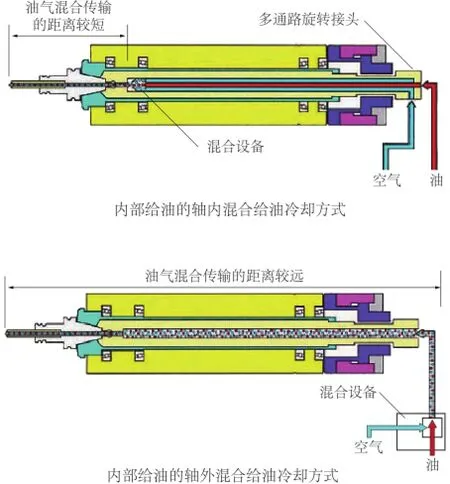
圖4
外部給油及內部給油兩種方式優缺點如表1所示。
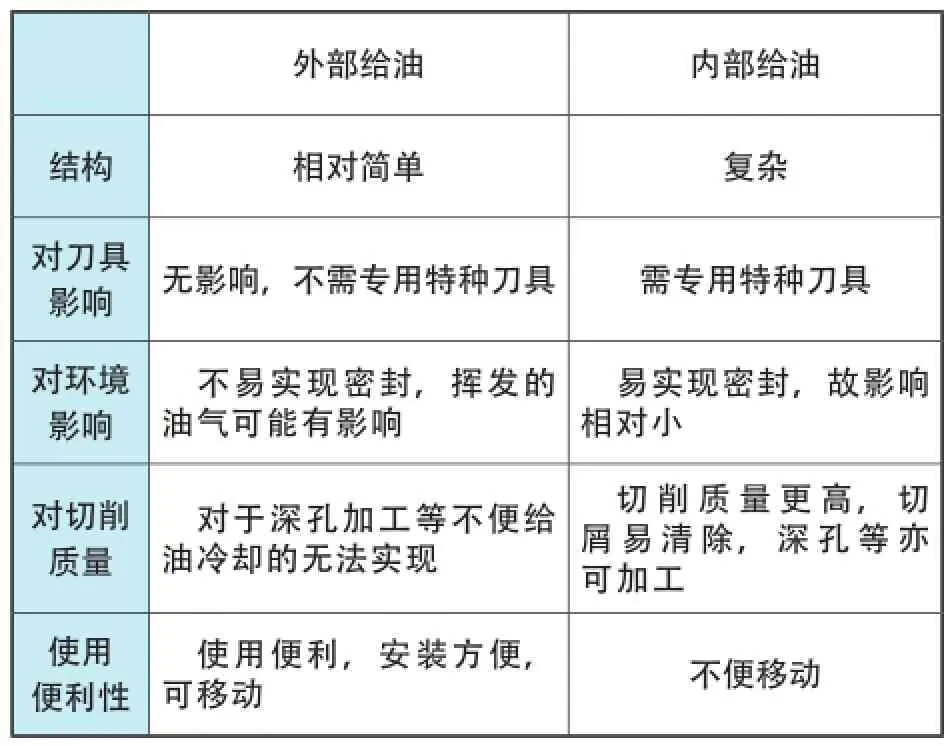
表1
三、MQL切削液的選擇
MQL切削技術作為一種現代制造模式,所使用的切削液除了具有傳統切削液的潤滑、冷卻、防銹、清洗等功能以外,還應具有無毒、不傷害操作者、不污染環境、不易腐敗變質等性能,具體體現在可生物降解性、氧化安定性、儲存穩定性、切削潤滑性等方面。選取目前市場上最常用的3種成份的MQL切削液(合成酯、植物油、聚乙二醇)做比較。經多次實驗研究,得出數據如圖5所示(生物降解百分率的最大和最小值越高,表明生物降解性越好)。
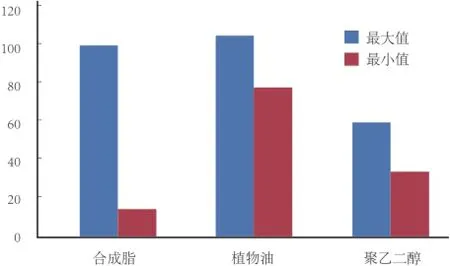
圖5
氧化安定性的測量是將20ml試樣放在70℃空氣中暴露168H,用碘價法對暴露前后的切削液分子量進行測量,碘價下降越少,氧化安定性越好。結果如圖6所示。
儲存安定性的測量是將50ml的切削液放在100ml的樣品瓶中,加蓋密封,在70℃空氣中暴露4周,測量其黏度和酸值的變化,變化越小者,儲存安定性越好。結果如圖7所示。
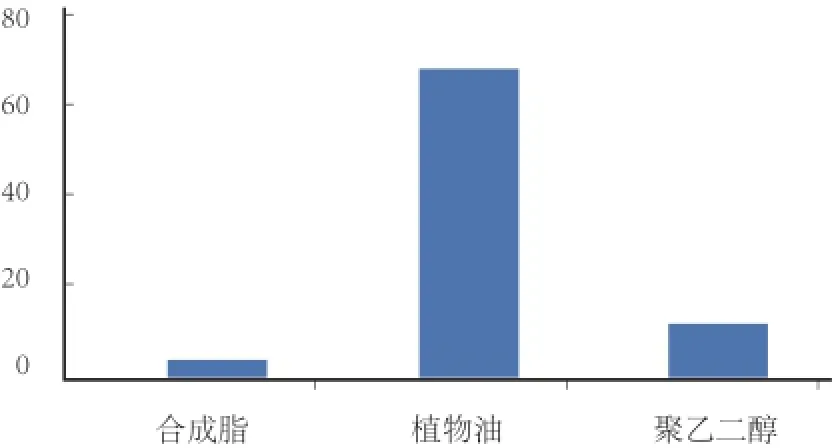
圖6

圖7
為研究切削液對切削效果的影響,進行如下切削試驗:試驗是在德國Spinnle公司的SB-CNC超精密數控機床上進行,工件為45鋼和硬鋁YL12,切削速度為178、269、358、448、537m/min,進給量0.03mm/ r,切削深度0.3mm,空氣流量2.3m/h,空氣壓力0.4MPa,切削液流量6.25ml/h,噴嘴位置為主后刀面,距刀尖20mm,圖8為加工的表面粗糙度值。
以上3種切削液,在我國植物油價格最低,合成酯最昂貴,聚乙二醇價格居中。總結以上試驗數據,3種切削液各自評分如表2所示(以最好的計為10分,其他據測試結果差距評定分數)。
一般來說,不同場合以上各項因素的重要程度是不一樣的。對于工件材料為45鋼,植物油是首選切削液,合成酯為其次,聚乙二醇最后;對于工件材料為YL12,植物油為首選切削液,聚乙二醇為其次,合成酯最后。
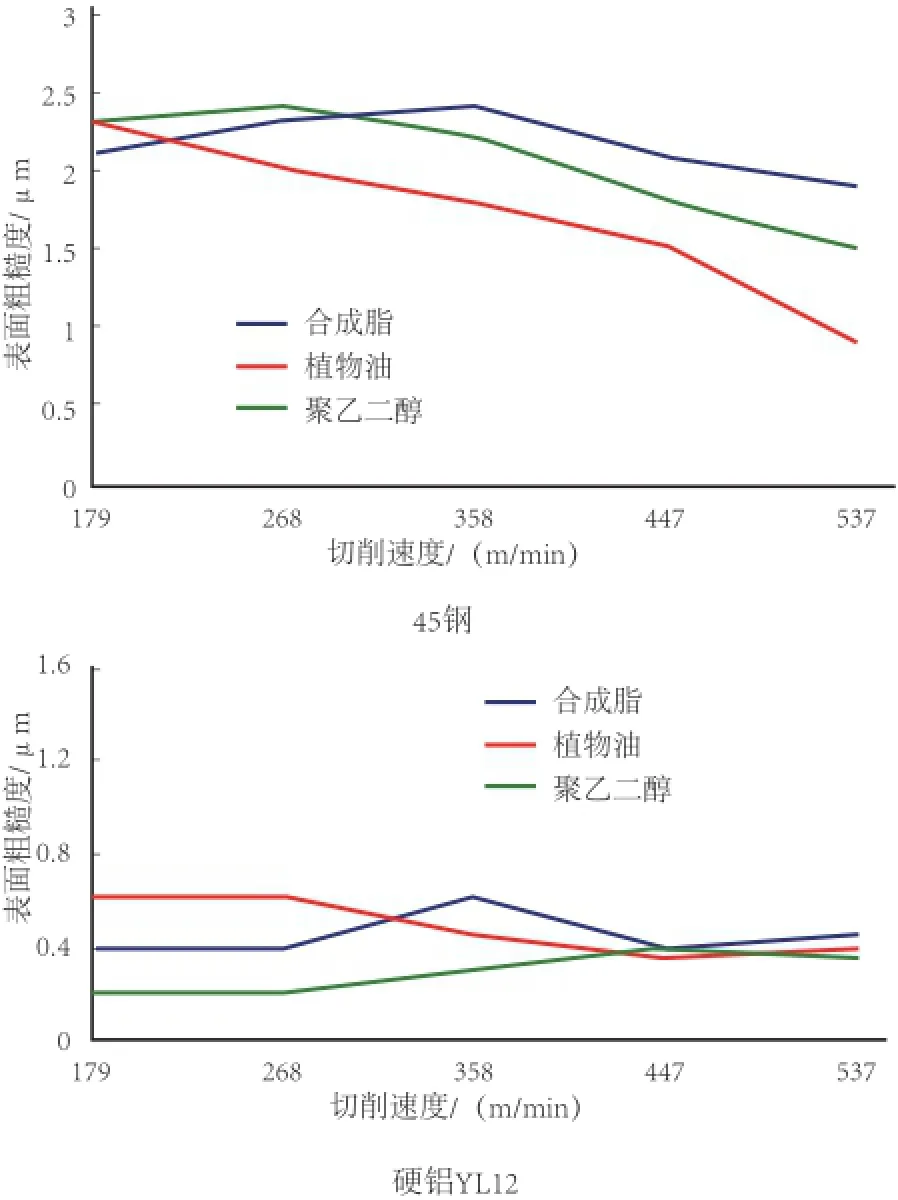
圖8
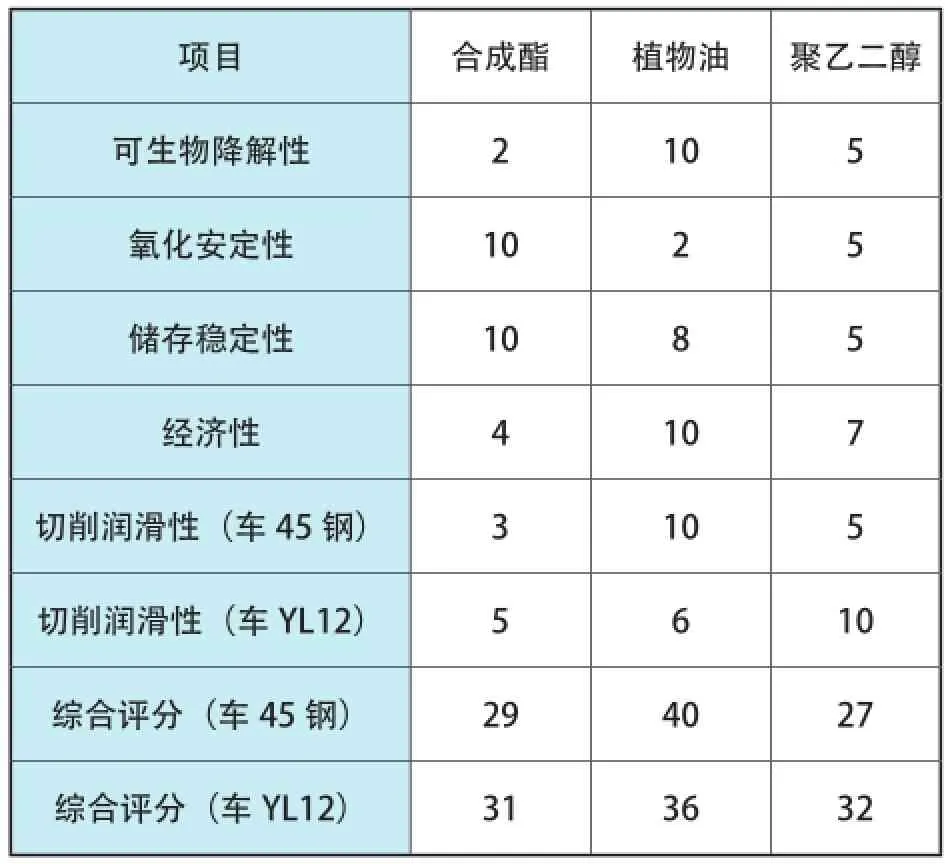
表2
四、常見的MQL切削系統
為使微量切削方法發揮更大效果,有的MQL切削系統配有專用的給油裝置。利用專用的給油裝置,把微量的切削油噴成油霧而涂布到刀刃上。此裝置分油杯型油霧給油和外部供油裝置給油兩種,如圖9所示。
為達最佳效果,要把切削油供給到刀刃處,內部給油是最好的方法。對于外部給油裝置。有的切削油

圖9
還專門開發了油霧增壓器。可通過利用油霧增壓器來供應微量切削油。此油霧增壓器產生出微粒子的油霧,幾乎不會粘附到配管內,而且可以對高速主軸(轉速可達20000r/min甚至更高)進行油霧給油,回應時間完全與空氣的到達相同,對于大部份的配管,油霧在1s以內就能到達刀刃處。油霧是由泵產生,所以油霧濃度和油霧量都可以控制。另外,在深孔加工方面,為了排出切屑而需要高氣壓空氣時,使用增壓器增壓空氣可加工比以前更深的孔。
五、結語
目前我國正在加快結構調整,致力于重點發展高端裝備以及成套裝備中的關鍵設備,加快提高技術水平和產品質量,以解決長期以來制約我國裝備制造業發展的關鍵設備和關鍵部件依靠進口的問題。MQL切削加工作為綠色切削的一種,經過快速發展,技術越來越成熟,可以預見,微量潤滑切削系統在機械制造特別是我國高端裝備制造業的前景會越來越廣闊。
[1]江蘇大學.現代化切削技術之一——MQL技術[M].
[2]HORKOSCORP.ADVANCEDNEARDRYMACHINING SYSTEM[M].[3]江蘇大學.MQL切削液的選擇[M].

TG502.38
B
1671-0711(2015)11-0075-04
猜你喜歡
品牌研究(2022年29期)2022-10-15 08:01:00
品牌研究(2022年26期)2022-09-19 05:54:46
品牌研究(2021年31期)2022-01-25 06:41:46
品牌研究(2021年36期)2022-01-21 09:29:28
品牌研究(2021年34期)2022-01-18 10:54:04
品牌研究(2021年35期)2022-01-18 08:45:18
品牌研究(2021年20期)2022-01-11 04:07:56
品牌研究(2021年27期)2022-01-04 06:41:14
品牌研究(2021年17期)2021-12-09 05:06:54
海峽姐妹(2019年3期)2019-06-18 10:37:10