包線機和喂線機常見故障及解決方法
2015-08-20 02:14:44王利民
冶金與材料 2015年2期
關鍵詞:工藝
譚 楓,王利民
(1.黑龍江省冶金研究所,哈爾濱150040;2.嫩江縣鑫川礦業公司)
國外在1975年將鋼包喂線技術投入應用,我國是在上世紀九十年代研發成功喂線技術并納入精煉工藝。喂線技術是將各種冶煉用添加劑(脫氧劑、脫硫劑、變質劑、合金等)破碎成一定的粒度(通常為2mm以下顆粒),用冷軋低碳鋼帶將其包復成包芯線,借助喂線機將預定長度的包芯線以一定的速度穿過渣層,隨著包芯線外層鋼帶不斷熔化,被其包裹的添加劑迅速熔化后進入鋼液。添加劑不斷在鋼包內擴散熔化,與周圍鋼液相互作用,參與脫氧、脫硫、微合金化、成分微調以及變質處理。
1 喂線技術的三要素
喂線技術由三部分構成,即喂線技術三要術素:包芯線、喂線機和喂線工藝。利用喂線技術向熔液中加入冶煉用添加劑,所加入的添加劑具有如下特點:①熔點或沸點低;②密度小;③在鋼液或鐵液中的溶解度小;④與氧親合力強;⑤蒸汽壓力大;⑥易生成有毒蒸汽或反應煙塵。由于所加入的冶煉用添加劑與金屬液之間的反應是在熔液內部進行,因而可以避免合金元素被空氣和熔渣氧化燒損;又由于這一反應是在具有一定靜壓頭的熔液深處進行,因而能使添加劑或其蒸汽與被處理金屬之間有較大的接觸面積和較長的反應時間,所以金屬液內部的各種反應進行得更加充分。與其它精煉處理方法相比,喂線技術具有如下一些優點:①合金收得率高,添加劑用量少;②加入合金量精確,結果重現性好;③收效快,處理成本低;④喂線處理設備單重小,占地空間小,操作安全可靠;⑤環境污染輕;⑥容易實現處理作業的機械化或自動化。
2 包芯線制造技術
2.1 包線機的工作原理

圖1 包線機結構示意圖
包線機的成形原理類似焊管機組,平輥和立輥交互排列,鋼帶經過矯正輥、包線輥和壓實輥等十余套成形輥。如包線機結構示意圖1所示,主要成形路線:帶鋼→鋼帶點焊→成形→加粉劑→鎖口→壓實→排線→卷取→稱重和檢驗→包裝→成品。冶煉用的包芯線用厚0.25~0.4mm,寬45~55低碳鋼冷軋鋼帶,通過包線機將添加劑材料包復壓實,包制成?(10~16)mm的包芯線,將包芯線卷取成卷,每卷重約500~1 500kg,每卷芯線長度為1 500~2 500m。
2.2 包芯線加工過程的注意事項
(1)鎖口虛接
由于成形輥磨損或者更換粉料品種,料重和落料速度發生變化,帶鋼成形出現偏差,鎖口過小,鎖口強度不夠牢固,經過排線機和喂線機的反復輾壓后,容易開裂,影響喂線效果。包線時要極時更換成形輥,尤其受力較重的水平輥。包線前還要除掉帶鋼軋制后為防止帶鋼銹蝕涂的機油。
(2)粉料不均
如果粉料受潮或結塊,粉料在料倉出料口易搭料,粉料過少。粉料破碎加工時混入大顆料,也會影響下料量。所以,包線中既要保證粉料干燥,防止結塊,又要避免混入大顆料粉料。可以在料倉口放置篩網,避免落料時的粉料不均。
(3)斷線
用點焊機連接帶鋼時一定要對接整齊,焊接牢固,避免虛焊。帶鋼接頭通過包線機時阻力大,帶鋼在成形輥中容易打滑,包線機空轉,需要密切跟蹤,遇到異常及時處理。包制包芯線時如果發生斷線,處理過程比較繁瑣,連接處要做緊固連接,防止排線和喂線時出現二次斷裂。
(4)包芯線排線不齊
卷取包芯線時,如果包芯線間距過大,或者放線架邊部包芯線排列混亂,包芯線就會相互纏繞,喂線時抽線困難甚至會形成死結,中斷喂線。包芯機在運輸吊運時如果發生碰撞,造成碰撞或散卷,一定要及時處理,否則會影響正常喂線。
3 喂線機
3.1 喂線機工作原理
將包芯線卷吊至放線架上,通過喂線機將包芯線加入到鋼包中。調整喂線速度,使包芯線在鋼包中熔化恰到好處,達到最佳精煉效果。圖2為喂線機工作過程示意圖。將包芯線送入喂線機壓線輪和送線輪之間夾緊,送線輪在電機驅動下轉動,依靠兩輪間的夾緊力牽引包芯線通過喂線導管快速插入鋼水中。喂線機的傳動結構、控制方式有以下幾種,壓下方式可分為氣動壓下和彈簧壓下;驅動方式可分為電機直拖與減速機拖動;控制方式可分為單板機控制和PLC控制等。
3.2 喂線機常發故障及解決措施
喂線機主要安放在精煉工位上,現場工況環境差,喂線機使用頻率高,喂線過程中常會出現如下堵線、打滑、跑線和斷線等故障,防止這些故障有解決措施如下。
(1)防止堵線
將導管半徑由700mm增大到1 000mm,通過改變導管曲率減小進線阻力;導管內徑不得小于50mm,減小鋼渣飛濺或結瘤時對管徑的堵塞。喂線后及時清理導管內殘留物,結瘤過多時及時更換導管;每次喂完線后把包芯線頭退至導管端口外便于下次喂線。
(2)防止跑線
喂線前,吹Ar攪拌翻動鋼液使渣殼破裂,調整喂線管出線角度(與水平成75°角),防止芯線回勾跑偏;適當降低端出線管口與液面之間的距離,將出線擺動范圍控制在鋼包口范圍內;強化喂線管支撐桁架,增加支撐桁架穩定性,防止喂線導管擺動幅度過大。
(3)防止打滑
增加送線輪和壓緊輪齒距,加大齒高,增加摩擦;適當加大送線輪直徑,不小于90mm,保證足夠的咬入角;調整好夾緊機構壓力,喂芯線時一般壓力為0.4~0.5MPa,喂鋁線時一般壓力為0.25~0.35MPa,以保證喂線順暢。
(4)防止斷線
杜絕無故進行反復進退線操作,防止芯線破損;優化設計喂線輪齒型,最好進行表面噴砂鈍化處理,可以有效防止“咬線”;通過平緩調節變頻器,降低喂絲沖擊速度,避免喂線速度陡變;把好包芯線質量關。這些措施都可以有效防止斷線發生。
隨著四線喂線機的成功投放使用,遇到上述問題時,如果現場不能快速處理,便可啟用備用喂線口,不會影響正常工藝流的順行,保證喂線機工作效率。
4 喂線工藝
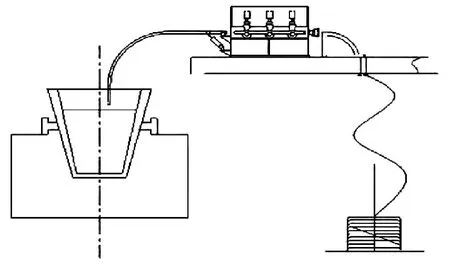
圖2 喂線機工作過程示意圖
喂線設備制造方根據需方要求定制加工包線機和喂線機,現在包線機和喂線機已成系列可供各種精煉平臺使用,包芯線種類有CaSi線、FeTi線、S線、FeB線、C線、Mg線、RE線等。CaSi線適用于鋼水脫硫、脫氧、并改善鋼中夾雜物形態;Fe-Ti線,用于微合金化及脫氧;S線,冶煉切削鋼時用于增硫;FeB線,用于微合金化;C線,用于鋼中增碳;純鎂線、鎂合金線用于球墨鑄鐵的脫硫球化處理;RE線用于鑄鐵生產孕育處理。根據冶煉工藝要求經試驗得出具體喂線操作數據,如:喂線溫度、喂線量、喂線速度、喂線時間,如果多重喂線,還要安排喂線秩序;如果遇到特殊種類喂線,還要調整吹氬強度。這些工作需要現場多方協調有機配合。喂線機術經過二十年的發展,累積了大量經驗數據,隨著冶煉工藝和喂線技術的發展,這些喂線參數也要隨之更新。
5 結語
生產實踐表明,喂線工藝在脫氧、脫硫、進行微合金化以及改變鋼中夾雜物形態等方面的作用顯著。為使喂線工藝更好適應新的冶煉裝備,提檔升級,充分發揮喂線工藝的技術優勢,黑龍江省冶金研究所在包芯機和喂線機設計中,建立了一套科學合理的設計流程,實現模塊化設計,建模結合仿真摸擬,緊跟國外最新發展態勢,加工制造出性能好、質量優、故障低的包線機和喂線機,更好地為鋼鐵冶金企業服務。
[1]徐鹿鳴.包芯線技術及其在冶金工業中的應用[J].鐵合金,2008,1
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
