VMC3016L加工中心急停與安全保護功能的設計
2015-08-23 08:34:18王勇
制造業自動化 2015年16期
關鍵詞:信號
王 勇
WANG Yong
(蘇州工業職業技術學院 機電設備維護中心,蘇州 215104)
0 引言
在數控機床使用過程中,會遇到一些突發情況,例如機械運動部分超過運動極限位置時、工人看到主軸刀具與夾具快要撞到時,此時機床可以立刻進入緊急急停狀態,切斷所有進給電機和主電機的動力電以保護機床[1];當機床正在自動加工時,如果防護門被打開了,所有的進給軸應該立即鎖住,停止移動,以免出現人身傷害事故;正常加工時,如果刀庫不在最左面,嚴禁Z軸移動,否則會將刀庫或主軸撞壞。因此數控機床的急停與安全保護功能的設計至關重要,本文詳細介紹VMC3016L加工中心急停與過行程硬件控制電路設計;行程與急停報警控制、CNC進入急停時G8.4信號的控制、軸互鎖控制、Z軸互鎖控制、進給暫停控制的PMC梯形圖設計。
1 急停硬件電路設計
如圖1所示,限位控制是數控機床的一個基本安全功能,由于絲桿的行程有限,數控車床各軸運行是有安全運行區域的,一旦出了此安全區域,工作臺運動到極限位置,導致“撞車”事故,將絲桿螺母或工作臺撞壞[2],為了限制各軸在安全區域內運行,在工作臺上安裝了兩個行程限位開關,以限定軸移動的正負方向行程。
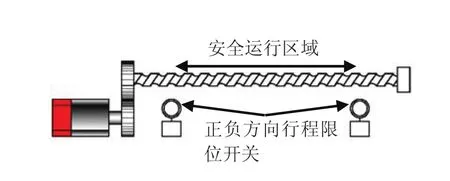
圖1 軸正負方向行程限位示意圖

圖2 急停按鈕
如圖2所示,為急停按鈕,當數控機床操作人員或維修人員認為機床發生緊急情況時,為了保護機床或人身安全,迅速拍下此急停控制按鈕,此時數控機床上的電源放大模塊與伺服模塊的輸入電壓瞬時切斷,各部分的電機就無法動作,機床的所有運動部件被鎖住,機床各移動軸停止移動。一旦危險或故障排除后,順時針旋轉急停按鈕,使其復位,機床進入準備運行狀態。

圖3 急停超程硬件電路原理圖
如圖3急停超程硬件電路原理圖所示, X、Y、Z三個軸正負方向的行程限位開關信號(SQX+、SQX-、SQY+、SQY-、SQZ+、SQZ)常閉觸點互相串聯,控制超程繼電器KA2,為數控系統提供硬限位超程信號,在屏幕上出現相應的報警信息,以警示操作者。當任一坐標軸超程產生超程和急停報警之后,需要按住超程釋放按鈕讓超程繼電器KA2與急停繼電器KA1得電,急停報警消除,然后移動軸,使其往超程的反方向移動,當行程限位擋塊離開行程開關后就可以松掉超程釋放按鈕。六個行程限位開關信號再與急停按鈕的常閉觸點信號串聯,控制急停繼電器KA1。電源模塊PSM(Power Supply Module)的CX4端子接急停繼電器KA1信號的常開觸點[3],作為電源模塊PSM的急停輸入信號,作為電源模塊工作與否的一個條件。在FANUC 0I數控系統中,I/O LINK子單元以開關量I/O單元為主,處理一些輸入輸出開關量信號,這里將急停繼電器的一個信號KA1常開觸點接到CB105接口上的A08腳,信號地址為X8.4,這個信號必須接到CB105接口上的A08腳,因為急停信號的輸入地址X8.4是FANUC系統自定義的,不充許用戶修改[5],由數控系統CNC直接讀取這個急停信號X8.4,當此信號為0時,數控系統立即進入急停狀態。將超程繼電器的信號KA2常開觸點接到CB105接口上的B08腳,信號地址為X8.5,供系統過行程報警用。
正常情況下(沒有急停狀況或超程),此時KA1與KA2繼電器得電吸合,電源模塊PSM的CX4接頭得到KA1閉合信號,進入正常工作狀態,為后面的伺服驅動器提供直流母線電壓300V,I/O LINK上CB105接口上的X8.4信號得到24V,狀態變為1,無系統急停報警;同樣,X8.5信號狀態也為1,無超程報警,機床此時進入正常運行狀態。
2 急停安全保護功能PMC程序設計與分析
2.1 過行程與急停報警控制
當X、Y或Z三坐標方向過行程,超程繼電器KA2失電,KA2常開觸點斷開,X8.5不能得到24V,使得X8.5=0,如圖4所示,此時輸出A0.0=1,數控系統屏幕上顯示EX1000 OVER TRAVEL(過行程報警)(對應信息顯示位:A0.0)。當工作臺移出超程區域,超程繼電器KA2得電,使得X8.5=1,此時輸出A0.0=0,無超程報警。

圖4 過行程與急停報警控制梯形圖
當拍下急停按鈕時,急停控制繼電器KA1失電,其常開觸點斷開,X8.4不能得到24V,使得X8.4=0,如圖4所示,此時輸出A0.3=1,數控系統屏幕上顯示EX1003 EMERGENCY STOP (急停報警EMG,如圖5所示)(對應信息顯示位:A0.3)[4]。

圖5 FANUC系統急停報警畫面
2.2 CNC進入急停G8.4信號的控制
FANUC 0I系統的PMC→CNC信號(G信號)、CNC→PMC信號(F信號)由CNC系統軟件定義其地址的,是固定的,用戶只可使用不可更改[5]。G8.4是PMC向CNC發出的急停輸出信號,一旦G8.4=0,CNC立刻進入急停狀態。控制要求:過行程、急停、主軸異常、氣源壓力低、冷卻泵電機過載時,使G8.4=0。
如圖6所示,當過行程報警A0.0=1,或主軸異常報警A0.l=1,或氣源壓力低報警A0.2=1,或急停報警A0.3=1,或主軸冷卻泵電機過載報警Al.4=1時,輸出R515.7=1(報警寄存器,控制急停)。

圖6 G8.4信號的控制梯形圖
五個報警信號A0.0、A0.l、A0.2、A0.3、A1.4采取并聯輸入,它們都使用常開觸點。即當其中任何一個報警信號輸入為1時,R515.7輸出1,使得G8.4變為0,(在圖中可看到G8.4的標志是*ESP,FANUC數控系統規定:帶*號的標志為零時該信號有效)[5],此時系統進入急停;G71.1是第一串行主軸急停信號*ESPA,因為本機床采用的是FANUC串行主軸,串行主軸正常工作的前提條件是G71.1為1,為0時處于急停狀態,串行主軸伺服驅動器禁止輸出,此時主軸停轉,也就是當出現過行程、外部急停、主軸異常、氣源壓力低、冷卻泵電機過載時,使G71.1=0,串行主軸進入急停狀態,主軸立刻停轉。
2.3 軸互鎖控制
當進入急停狀態或過行程或機床門打開時,使機床各軸鎖住,禁止其移動,以保護機床。控制梯形圖如圖7所示,G8.0(*IT)是所有軸互鎖信號(為0時各軸伺服關斷)、G130.0(*IT1)是X軸互鎖信號(為0時X軸伺服關斷)、G130.1(*IT2)是Y軸互鎖信號(為0時Y軸伺服關斷)、G7.5(*FLWU)是伺服關斷、急停或伺服報警期間的位置跟蹤信號(為0時支持跟蹤)。

圖7 軸互鎖控制梯形圖
當CNC不在急停狀態即G8.4=1時,此時輸出R515.0=1(報警解除),同時機床保護門關閉信號R524.3為1時,G8.0、G130.0、G130.1三個信號為1,伺服軸可以移動,否則G8.0、G130.0、G130.1三個信號為0,伺服軸關斷[6]。
2.4 Z軸互鎖控制
因為立式加工中心的Z軸比較特殊,此臺加工中心是斗笠式刀庫換刀,換刀時,刀庫要從最左面移到最右面(靠近主軸側,而主軸是由Z軸帶動上下移動的),刀庫在插刀和還刀時,嚴禁Z軸移動,否則會將刀庫或主軸撞壞[7],這是一個很重要的安全保護功能,所以這里設計在執行M6換刀指令時、或是刀庫在最右側時,Z軸要鎖住,不能移動,如圖8中Z軸互鎖控制梯形圖所示,當執行M6換刀指令時,其標志位R622.0=1,梯形圖中的常閉觸點斷開,或者刀庫在最右側,其標志位R528.5=1,梯形圖中的常閉觸點斷開,此時若有一個條件滿足,則輸出R511.5=0(Z軸鎖定標志), G130.2(*IT3)是Z軸互鎖信號為0, Z軸伺服關斷,無法移動。

圖8 Z軸互鎖控制梯形圖
2.5 進給暫停控制

圖9 進給暫停控制梯形圖
G8.5(*SP)是進給暫停信號(為0時各軸進給運動暫停)[8],正常加工時,必須使G8.5為1,以下是循環暫停控制過程,如圖9所示,循環暫停按鍵SW3,信號地址是X0.1,X0.1的信號線是接到此按鍵的常閉觸點上的,正常加工時,此觸點是閉合的,只有按下循環暫停按鍵后,此觸點才斷開,X0.1=0,使G8.5=0,這樣程序就停止運行,并且沒產生A45、A23報警R518.2=1、R518.1=1,并且準備好信號R100.1=1,M01、MOO指令沒有執行R530.3=O、R554.3=0,并且沒有產生冷卻電機過載報警A2.4=0,并且在執行主軸速度S代碼時沒產生刀具沒有抓緊報警A4.6=0時[9],輸出G8.5=1(進給不暫停)。
3 結束語
為了為數控機床營造一個安全運行環境,更重要是數控機床自身要有各種安全保護功能,通過自身的安全保護功能PMC程序監控外圍的一些不安全因素,及時處理,以免出現嚴重的問題,例如潤滑油沒有了,不能只簡單的出現潤滑油位低報警,還要使程序進入暫停狀態,這樣是為了保護進給機械結構因缺油而受損。實踐證明,采用上述急停、過行程和安全保護功能設計的VMC3016L的加工中心安全故障極少,其他故障率也較低,更沒有出現撞機導致損壞機床機械結構的事故。
[1]朱仕學.數控機床系統故障診斷與維修[M].北京:清華大學出版社,2007.
[2]王勇.數控機床伺服進給系統典型故障分析及維修[J].機床與液壓,2013,41(14):157-159.
[3]劉江,盧鵬程.FANUC數控系統PMC編程[M].北京:高等教育出版社,2011.
[4]王勇.在數控機床故障診斷中應用智能診斷融合技術[J].煤炭技術, 2013,32(7):180-181
[5]北京發那科機電有限公司.FANUC Series 0 Mate-MODEL D連接說明書(功能篇)[G].
[6]北京發那科機電有限公司.BEIJING—FANUC PMC PA1/SA1/SA3梯形圖語言編程說明書[G].
[7]王侃,李占勇.PMC在數控機床故障診斷維修中的應用[J].機床與液壓,2010,38(24):104-106.
[8]王鳳良.數控機床PLC模塊的故障診斷及排除方法[J].制造業自動化,2012,34(10):53-55.
[9]韓全立.PLC在數控機床故障診斷中的應用[J].制造業自動化,2010,32(8):165-166.
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
媽媽寶寶(2019年10期)2019-10-26 02:45:34
中國生殖健康(2019年3期)2019-02-01 06:12:26
鐵道通信信號(2018年11期)2019-01-19 01:15:08
電子制作(2018年11期)2018-08-04 03:25:42
鐵道通信信號(2018年2期)2018-04-18 12:18:10
鐵道通信信號(2016年11期)2016-06-01 12:11:32
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
中國病理生理雜志(2015年8期)2015-12-21 12:38:06
